

Вся правда о ПНД трубах
Трубы ПНД (полиэтилен низкого давления) сейчас пользуются большой популярностью на рынке. Это не удивительно: большое количество их преимуществ перекрывают их незначительные недостатки.
Например, они довольно долговечны — срок их службы не менее 40 лет. В отличие от металлических, трубы ПНД не подвержены коррозии, отложениям и химическим воздействиям — их можно использовать для перекачки практически любых жидкостей (включая даже серную кислоту) и газов. Полиэтиленовые трубы устойчивы к гидроударам, экологичны (их часто используют для подачи питьевой воды) и ниже по стоимости по сравнению со стальными. Если внутри ПНД трубы замерзнет жидкость, труба не лопнет: ее диаметр увеличится на 5 – 7% и вернется к исходному после оттаивания жидкости.
Среди недостатков — ограничения по температуре (ПНД трубы нельзя использовать в системах отопления и горячего водоснабжения), снижение свойств под воздействием ультрафиолета и высокая проницаемость для кислорода.
Для чистоты эксперимента взяли трубы с разной толщиной стенки. Мы подбирали образцы в разных магазинах Санкт-Петербурга и вот какую заметили закономерность. В специализированных магазинах чаще встречается труба ПНД с толщиной стенки 3,0 мм и номинальным давлением 16 бар, а вот в строительных магазинах и гипермаркетах продаются ПНД трубы с толщиной стенки 2,4 мм и давлением 12,5 бар и трубы со стенкой 2,0 мм и номинальным давлением 10 бар. Становится понятно, почему в строительных маркетах ПНД трубы стоят дешевле. Но насколько надежной окажется труба с такой толщиной стенки для бытовых нужд? Приступаем к эксперименту.
Итак, мы закупили 4 образца труб ПНД диаметром 32 мм с разной толщиной стенки:
Образец №1: 32х2,0 мм, 10 бар, производство Россия
Образец №2: 32х2,4 мм, 12,5 бар, пр-во Россия
Образец №3: 32х3,0 мм, 16 бар, пр-во Россия
Образец №4: 32х3,0 мм, 16 бар, пр-во Финляндия
Образцы с испытательным стендом мы соединяли двумя видами фитингов — пластиковыми и латунными, чтобы заодно проверить на прочность и их.
Сделали мы это по просьбам наших клиентов, поскольку споры о том, какие фитинги для ПНД труб надежнее, идут постоянно. Большинство монтажников отдает предпочтение латунным изделиям, считая их более надежными по сравнению с пластиком. Так ли это, проверим в процессе испытаний. При сборке испытательных образцов выяснилась одна особенность: пластиковые фитинги с любым образцом соединяются превосходно, а вот латунные рассчитаны на трубу толщиной 3 мм и в образцах с меньшей толщиной стенки латунная втулка просто болтается.
Образцы подготовлены, можно приступать к испытаниям. Начинаем с труб с самой тонкой стенкой: образец №1 с латунными фитингами без втулки и образец №2 с пластиковыми фитингами. Заполняем образцы водой, стравливаем воздух. Сначала нагнетаем давление в первом образце. На трубе появляется вздутие, и на отметке 31,2 бар труба рвется. Неплохой результат для трубы с самой тонкой стенкой. Испытываем второй образец. Перед тем как лопнуть, труба тоже вздувается. Разрыв происходит на отметке 35,1 бар. Все логично: стенка немного толще — давление разрыва немного выше. Устанавливаем в стенд образцы с толщиной стенки 3 мм: образец №3 с пластиковыми фитингами и образец №4 с латунными фитингами и втулками. Заполняем водой, стравливаем воздух из образцов. Начинаем с образца №3: нагнетаем давление, проходим отметку 40 бар. Уже традиционное вздутие трубы — и разрыв при 42,6 бар. Остался последний образец, финская труба. Включаем стенд, труба вздувается, разрыв. Зафиксировано давление 50,7 бар. Отдельно хочется отметить, что все разрывы произошли непосредственно на трубе, фитинги отработали как надо. Поэтому в прочности и латунных, и пластмассовых соединений сомневаться не стоит. Испытания лишний раз доказали, что прочность ПНД труб напрямую зависит от толщины стенки. Тонкостенные изделия стоят значительно дешевле, и значит, чем меньше стоимость трубы, тем она менее надежна. Для системы полива и дренажа вполне подойдет и тонкостенная труба, запаса ее прочности достаточно для этих целей.
Перед тем как лопнуть, труба тоже вздувается. Разрыв происходит на отметке 35,1 бар. Все логично: стенка немного толще — давление разрыва немного выше. Устанавливаем в стенд образцы с толщиной стенки 3 мм: образец №3 с пластиковыми фитингами и образец №4 с латунными фитингами и втулками. Заполняем водой, стравливаем воздух из образцов. Начинаем с образца №3: нагнетаем давление, проходим отметку 40 бар. Уже традиционное вздутие трубы — и разрыв при 42,6 бар. Остался последний образец, финская труба. Включаем стенд, труба вздувается, разрыв. Зафиксировано давление 50,7 бар. Отдельно хочется отметить, что все разрывы произошли непосредственно на трубе, фитинги отработали как надо. Поэтому в прочности и латунных, и пластмассовых соединений сомневаться не стоит. Испытания лишний раз доказали, что прочность ПНД труб напрямую зависит от толщины стенки. Тонкостенные изделия стоят значительно дешевле, и значит, чем меньше стоимость трубы, тем она менее надежна. Для системы полива и дренажа вполне подойдет и тонкостенная труба, запаса ее прочности достаточно для этих целей.
В корзину
Труба ПНД 25х2,3мм “Синирайт”
В корзину
Труба ПНД 32х3,0мм “Синирайт”
В корзину
42 ₽
Труба ПНД 20х2,0мм, 16бар, t-40*C
В корзину
61 ₽
Труба ПНД 25х2,3мм, 16бар, t-40*C
В корзину
100 ₽
Труба ПНД 32х3,0мм, 16бар, t-40*C
Трубы ПНД для горячего водоснабжения и отопления
Труба из сшитого полиэтилена pex с армирующей системой производится методом непрерывной экструзии из композиции на основе полиэтилена высокой плотности сшиваемого под действием пероксидов pex-a и включает в себя несущую трубу pex-a из модифицированного (сшитого) полиэтилена pex-a, в тепловой изоляции из полужесткого пенополиуретана (ппу) и с наружной гофрированной полиэтиленовой оболочкой.
Трубы в изоляции твэл-пэкс (изопэкс) для
гвс и отопленияПредизолированные гибкие трубы изопэкс для тепло- и водоснабжения с рабочими параметрами до 95 °С и 10 АТМ, применяемые при строительстве и модернизации внутриквартальных (распределительных) сетей.
Теплоизолированные трубы твэл пэкс-к
Теплоизолированные трубы твэл пэкс-1 6 бар
Теплоизолированные трубы твэл пэкс-2-к
Теплоизолированные трубы твэл пэкс-2 10 бар
Теплоизолированные трубы твэл пэкс pex-a
Теплоизолированные трубы твэл пэкс-2 6 бар
Теплоизолированные трубы твэл пэкс пэ
Теплоизолированные трубы твэл пэкс-1 10 барТеплоизолированные трубы твэл пэкс-4
Трубы в изоляции изола для
гвс, хвс и отопленияГибкие теплоизолированные трубы изола используются для сетей отопления, горячего и холодного водоснабжения.
Гибкие теплоизолированные трубы изола-та95
Гибкие теплоизолированные трубы изола-т95
Гибкие теплоизолированные трубы изола-та75
Гибкие теплоизолированные трубы изола-т75
Трубы пнд для горячего водоснабжения и отопления
Полиэтиленовые трубы горячего водоснабжения (гвс) применяются на магистральных трубопроводах, в локальных, межквартальных и индустриальных сетях с рабочей температурой теплоносителя до 95 °С. Именно благодаря своим улучшенным характеристикам трубы PE-RT могут применяться во всех системах теплоснабжения, горячего и холодного водоснабжения.
Основная техническая возможность: полиэтилен повышенной термостойкости PE-RT — это этилен-октеновый сополимер, обладающий уникальной молекулярной структурой с контролируемым распределением боковых цепей, что позволяет достичь высоких показателей сопротивления гидростатическому напряжению в широком интервале температур эксплуатации (от –50 до +95 °C). Основные успехи были достигнуты в понимании взаимосвязи «структура–свойства» полимеров благодаря разработке улучшенной технологии и применению катализаторов, с помощью которых можно контролировать внедрение и размещение сомономера в основной цепочке полимера.
Трубы напорные техстрой TR из полиэтилена повышенной термостойкости PE-RT тип II, неизолированные, c диаметрами от 16 мм до 630 мм с SDR от 21 до 7,4 выпускаются красного цвета или черного цвета с красными маркировочными полосами (цвет наружной поверхности). Имеется возможность производства труб типа ТЕХСТРОЙ TR1 PROSAFE — труб, наружная поверхность которых покрыты защитной оболочкой из термопластичного полимера.
Сварка и соединение труб из полиэтилена высокой плотности
Сварка труб из полиэтилена высокой плотности представляет собой процесс сплавления одной части трубы из полиэтилена высокой плотности с другой частью трубы или фитингом. Соединения могут быть выполнены с использованием нескольких различных процессов, в том числе: сварка встык, сварка внахлест, сварка внахлестку, электромуфта и соединения без сварки (муфты).
Основы сварки полиэтилена высокой плотности
При соединении любых труб из полиэтилена высокой плотности друг с другом или с фитингами важно помнить:
- Надлежащее обучение работе с инструментами и оборудованием, используемым для сварки труб из полиэтилена высокой плотности.

- Пластины нагревателя должны быть чистыми и в рабочем состоянии. Они должны быть нагреты до надлежащей температуры в зависимости от типа сварки.
- Сварка встык/плавлением – 400–450°F
- Socket Fusion: 490–510 °F
- Сварка седла/боковины: 490°F – 510°F
- Поверхности труб и фитингов должны быть должным образом подготовлены, чистыми и сухими.
- Трубы не должны иметь недопустимых порезов, выемок или дефектов.
- Необходимо использовать правильное оборудование, и оборудование должно быть в хорошем рабочем состоянии.
- При необходимости используйте временное укрытие, чтобы избежать проблем с ветром и ненастной погодой.
- Сделайте S-образную кривую между витками при использовании змеевика и подождите несколько часов, пока втянутые трубы не оправятся от напряжения растяжения.

Стыковая сварка
Стыковая сварка или сварка плавлением использует нагревательную пластину на квадратных концах соединяемых труб из полиэтилена высокой плотности.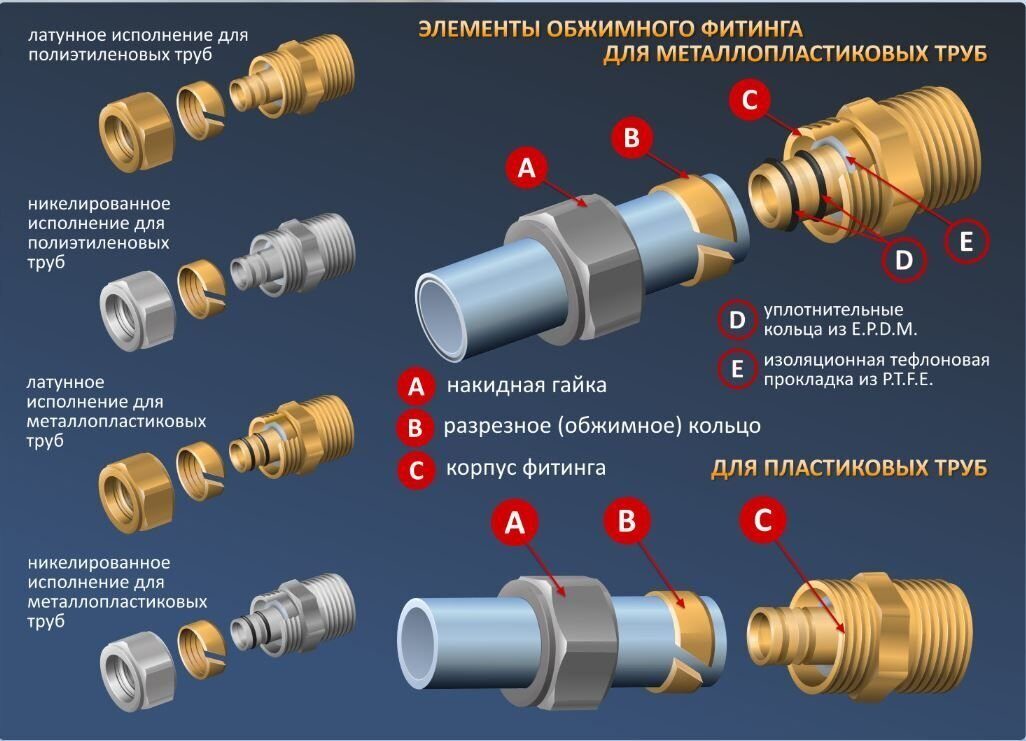 По истечении указанного времени нагревательная пластина снимается; части соединяются и охлаждаются под давлением. Сварку встык можно использовать для соединения двух труб или трубы с фитингом.
По истечении указанного времени нагревательная пластина снимается; части соединяются и охлаждаются под давлением. Сварку встык можно использовать для соединения двух труб или трубы с фитингом.
Макс. время снятия пластины нагревателя
| Толщина стенки трубы | Время |
|---|---|
| 0,20–0,36” | 8 секунд |
| >0,3”– 0,55” | 10 секунд |
| >0,55–1,18” | 15 секунд |
| >1,18”– 2,5” | 20 секунд |
| >2,5–4,5 дюйма | 25 секунд |
Размер шариков расплава
| Толщина стенки трубы | Размер шариков расплава |
|---|---|
| ≤ 0,15” | ”1/32” – 1/16” |
| 0,15–0,30 дюйма | 1/16” |
| 0,30–0,75 дюйма | 1/8” – 3/16” |
| 0,75–1,15 дюйма | 3/16” – 1/4” |
| >1,15–1,60 дюйма | 1/4” – 5/16” |
| 1,60–2,20 дюйма | 5/16” – 7/16” |
| 2,20–3,00 дюйма и больше | 7/16” – 9/16” |
Socket Fusion
Socket Fusion использует нагревательные пластины нестандартной формы вместо стандартной плоской пластины. При этом покрывается большая площадь поверхности трубы, что сокращает время нагрева и плавления трубы. Обычно относится к соединению трубы с фитингом, а не трубы к трубе. Требуется меньшее давление, меньше оборудования, но обычно для труб менее 4 дюймов.
При этом покрывается большая площадь поверхности трубы, что сокращает время нагрева и плавления трубы. Обычно относится к соединению трубы с фитингом, а не трубы к трубе. Требуется меньшее давление, меньше оборудования, но обычно для труб менее 4 дюймов.
Время нагрева/охлаждения Socket Fusion — сплавление с MDPE
| Размер трубы | Время нагрева | Время охлаждения |
|---|---|---|
| CTS | 7-8 сек | 30 сек |
| 3/4” CTS | 5-6 сек | 30 сек |
| 1 дюйм CTS | 9-10 сек | 30 сек |
| ½” IPS | 5-6 сек | 30 сек |
| ¾” IPS | 8-10 сек | 30 сек |
| 1” IPS | 10-12 сек | 30 сек |
| 1-1/4” IPS | 12-14 сек | 45 сек |
| 1-1/2” IPS | 12-14 сек | 45 сек |
| 2” IPS | 16-20 сек | 45 сек |
| 3” IPS | 20-25 сек | 60 сек |
| 4” IPS | 25-30 сек | 60 сек |
ПРОВЕРКА ПЕРЕКЛЮЧЕНИЯ/Время охлаждения – слитый с HDPE
| Размер трубы | Время нагрева | Время охлаждения |
|---|---|---|
| 8-10 сек | 30 сек | |
| 3/4” CTS | 10-12 сек | 30 сек |
| 1 дюйм CTS | 12-14 сек | 30 сек |
| ½” IPS | 8-10 сек | 30 сек |
| ¾” IPS | 12-14 сек | 30 сек |
| 1” IPS | 14-16 сек | 30 сек |
| 1-1/4” IPS | 18-20 сек | 60 сек |
| 1-1/2” IPS | 18-20 сек | 60 сек |
| 2” IPS | 20-26 сек | 60 сек |
| 3” IPS | 25-30 сек | 75 сек |
| 4” IPS | 30-35 сек | 75 сек |

Saddle Fusion
Sidewall или Saddle Fusion аналогичны Socket Fusion, но используются для присоединения перпендикулярного фитинга к поверхности трубы. Затем фитинг трубы выдерживают под давлением.
Время нагрева и охлаждения
| Размер трубы/th> | Максимальное время нагрева | Мин. время охлаждения |
|---|---|---|
| 1-1/4” 0 IPS | Рисунок расплава 1/16 дюйма у основания фитинга. Не более 15 секунд при горячем врезке. | 5 мин + 30 мин |
| 2” IPS | Рисунок расплава 1/16 дюйма у основания фитинга. Не более 15 секунд при горячем врезке. | 10 мин + 30 мин/тд > |
| 3” IPS и выше | Рисунок расплава 1/16 дюйма у основания фитинга. | 10 мин + 30 мин |
Электромуфта
Электромуфта – соединение труб и фитингов с помощью специальных фитингов, в которые встроена резистивная проволока, и эта проволока сплавляет соединение. Напряжение подается с помощью электромуфтового процессора, который нагревает проволоку, нагревая и расплавляя внутреннюю часть фитинга и внешнюю стенку трубы.
Несварные соединения
Несварные соединения предпочтительны в некоторых случаях. Соединительные системы позволяют выполнять соединения без специальных инструментов, часто одним человеком, и могут использоваться в компактных условиях, таких как люки. У нас есть соединители HDPE разных марок.
Соединительные системы позволяют выполнять соединения без специальных инструментов, часто одним человеком, и могут использоваться в компактных условиях, таких как люки. У нас есть соединители HDPE разных марок.
- Муфты Shur Lock были испытаны давлением воздуха более 125 фунтов на квадратный дюйм, а водонепроницаемость выдерживает давление до 20 футов. Они используются для соединения ПЭВП с трубой из ПВХ с помощью муфты и 2 внешних хомутов 9.0010
- Муфты E-Loc позволяют переходить от трубы из полиэтилена высокой плотности к трубе со стальной резьбой или трубе из ПВХ. Они были испытаны воздухом и водой до 200 фунтов на квадратный дюйм, но не должны использоваться для протягивания в процессе бурения.
- Муфты Com Fit используются для соединения кабельных каналов из полиэтилена высокой плотности. Они позволяют вставлять концы труб в муфту, создавая соединение, испытанное давлением до 230 фунтов на квадратный дюйм.

труба из полиэтилена высокой плотности – Hayes Welding Solutions
HAYES Машины для стыковой сварки с ручным управлениемСерия COMBAT
РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИРуководство является только руководством производителя. Это не заменяет надлежащего обучения квалифицированными инструкторами и не превышает опыт профессионала. Информация в данном руководстве является оперативной и не может охватывать все ситуации, которые могут возникнуть в данной области, такие как температура окружающей среды, материал трубы, толщина, выбранный стандарт сварки и т. д.
Машины для стыковой сварки Hayes с ручным управлением серии COMBAT прослужат долгие годы при тщательном и правильном соблюдении процедур эксплуатации и технического обслуживания.
ПЕРЕД ПРОЦЕССОМ СВАРКИ
Безопасность оборудования Будьте бдительны и сообщайте … Все, что вы видите, чувствуете, обоняете или слышите не так, как вы ожидаете, или чем вы думаете, небезопасно.
МЕХАНИЧЕСКАЯ ОПАСНОСТЬ
Риск пореза
Источник: Триммер
- Держитесь на безопасном расстоянии во время столкновения.
- Убедитесь, что ни у кого нет рук или пальцев рядом с лезвиями триммера во время его работы. Лезвия триммера острые и могут порезаться.
- Дождитесь полной остановки триммера, прежде чем снимать его с направляющей каретки.
ОПАСНОСТЬ ЭЛЕКТРИЧЕСКИМ ТОКОМ
Риск поражения электрическим током
Источник: Обогреватель/триммер
- Убедитесь, что вы используете правильный источник питания.
- Всегда проверяйте правильность заземления шнуров питания. Важно помнить, что вы работаете во влажной среде с электрическими устройствами. Надлежащее заземление помогает свести к минимуму вероятность поражения электрическим током.
- Не допускайте контакта кабелей с химическими реагентами, водой или механическими воздействиями.
ТЕРМИЧЕСКАЯ ОПАСНОСТЬ
Опасность возгорания
Источник: Обогреватель/триммер
- Не используйте машину во взрывоопасных средах (из-за присутствия газов, легковоспламеняющихся паров и т. д.).
- Обеспечьте отсутствие любых материалов, которые могут испортиться или загореться при работе нагревателя или при его сгорании, таких как масло, растворители, краски или лаки и т. д. касаться поверхности утюга непосредственно, когда утюг включен.
- Осторожно перемещайте нагревательную пластину.
- Тщательно очистите нагревательную пластину.
- Не прикасайтесь к сварному шву или прилегающим областям, пока они полностью не остынут.
- Носите защитные перчатки и очки.
 д.).
д.).ЭРГОНОМИЧНАЯ ОПАСНОСТЬ
Риск получения травм
Источник: Вес машины
- Правильно перемещайте крупные части оборудования.
- Используйте соответствующие положения промышленной безопасности для обработки грузов.
Нагреватель и триммер НЕ ВЗРЫВОБЕЗОПАСНЫ . При работе во взрывоопасной среде нагреватель должен быть доведен до температуры в безопасной среде, а затем отключен от сети перед входом во взрывоопасную среду для плавки. Эксплуатация нагревателя во взрывоопасной атмосфере без необходимых мер безопасности может привести к серьезным травмам или смерти.
Эксплуатация нагревателя во взрывоопасной атмосфере без необходимых мер безопасности может привести к серьезным травмам или смерти.
Перед работой убедитесь в следующем:
- Для получения качественного соединения необходимы навыки и знания.
- Для работы машину следует установить на устойчивую и сухую поверхность.
- Проверьте генератор возбуждения на наличие адекватного источника питания и топлива, достаточного для завершения сварки.
- Убедитесь, что лезвия триммера острые, а тефлон нагревательной пластины в хорошем состоянии.
- Убедитесь, что вы выбрали правильную температуру в соответствии с рекомендациями производителя трубы.
- Пирометр или другое устройство для измерения температуры поверхности следует периодически использовать для обеспечения надлежащей температуры поверхности пластины нагревательного инструмента.
- Установите соответствующие вставки для наружного диаметра трубы или фитинга.
- Обливание водой или наложение мокрой ткани на шов для сокращения времени охлаждения не допускается.

ВАЖНЫЕ ПРИМЕЧАНИЯ
Антипригарное покрытие
Поверхности с покрытием обработаны для уменьшения адгезии полимера. Если полимер пристал к нагревательной пластине, слегка протрите его чистой хлопчатобумажной тканью, чтобы удалить. Не используйте проволочную щетку или абразив.
Параметры сварки
Производители труб установили квалифицированные процедуры сварки, которым необходимо точно следовать. Вы должны получить копию процедур производителя трубы или соответствующий стандарт соединения для свариваемой трубы.
Температура нагревателя Чтобы соответствовать температурным спецификациям производителя трубы, температуру поверхности нагревательной пластины следует измерять с помощью поверхностного пирометра до первого использования и через разумные промежутки времени после этого.
- Включение
- Нажимайте «SET» более 4 секунд, пока в верхнем окне не появится «Sd»
- Нажмите кнопку «△» или «▽». Введите заданную температуру. Нажмите «SET» для подтверждения
КОРРЕКЦИЯ ОТКЛОНЕНИЯ ПРИБОРА РЕГУЛИРОВАНИЯ ТЕМПЕРАТУРЫ
Включить
Нажимать кнопку «SET» более 3 секунд, пока в верхнем окне не появится «SI»
Нажать «SET», пока в верхнем окне не появится «SC». верхнее окно
Нажмите кнопку «△» или «▽», введите значение коррекции температуры, нажмите кнопку «SET» для подтверждения
Процедура сваркиОписание метода нагреть две поверхности до заданной температуры, а затем сплавить их вместе, приложив достаточное усилие. Эта сила заставляет расплавленные материалы течь и смешиваться, что приводит к сплавлению.
Процедура слияния приклада имеет 4 этапа:
Стадия № 1: Подготовка трубы
- Руть и чистить
- ТРИМПА
- ALIGN
. Стадия № 3: Сварка Отрежьте и очистите: Отрежьте трубу и очистите внутреннюю и внешнюю части обоих концов труб чистой безворсовой сухой тканью. Удалите всю грязь с поверхностей зажимов, где трубы будут зажиматься в машине для стыковой сварки. Обрезка: Облицуйте концы трубы, пока триммер не упрется в упоры и не зафиксируется между зажимами, чтобы получить чистые параллельные сопрягаемые поверхности между концами трубы. Откройте хомуты, снимите триммер и очистите внутреннюю и внешнюю стороны обоих концов труб чистой безворсовой сухой тканью. Выравнивание: Проверьте концы трубы на предмет высокого низкого выравнивания и овальности. Если требуется регулировка, отрегулируйте верхнюю сторону вниз, затянув зажим верхней стороны. Не ослабляйте нижний боковой зажим, иначе во время сварки может произойти проскальзывание. Предварительный нагрев: Убедитесь, что температура поверхности нагревателя находится в указанном диапазоне температур в соответствии со стандартом. Пожалуйста, следуйте инструкциям производителя труб. Пирометр или другое устройство для измерения температуры поверхности следует использовать перед первым соединением в течение дня и периодически в течение дня, чтобы обеспечить правильную температуру пластины нагревательного инструмента. Термометр на электрической коробке показывает внутреннюю температуру нагревателя, которая отличается от фактической температуры поверхности. Нагрев: Поместите нагревательный инструмент в машину для стыковой сварки между концами труб. ВНИМАНИЕ: Неправильная температура нагрева может привести к сомнительным сварным соединениям. Время сварки: Приведите концы труб в полный контакт с нагревательным инструментом при силе плавления. После того, как цикл нагрева завершен и по окружности трубы наблюдается легкое расплавление, поддерживать контакт без усилия, пока между нагревателем и трубой не образуется валик. Снимите нагреватель и быстро приложите усилие сварки с помощью рукоятки рычага в соответствии с рекомендуемой изготовителем трубы процедурой сварки или соответствующим стандартом соединения. Чем быстрее вы сможете безопасно сделать этот процесс, тем лучше. Динамометрический ключ можно использовать, когда требуется определенное межфазное давление. Удерживайте эту силу не менее 10 секунд. Через 10 секунд фиксирующие кулачки помогут сохранить положение челюсти во время цикла охлаждения. Межфазное давление от 60 до 90 фунтов на квадратный дюйм (от 0,41 до 0,62 Па) используется для определения усилия, необходимого для стыкового сплавления компонентов трубы. Умножьте межфазное давление на площадь трубы, чтобы рассчитать требуемую силу плавления (фунты). Для сварочных аппаратов с ручным управлением необходимо приложить достаточное усилие, чтобы прикатить валик обратно к поверхности трубы. Для приложения нужного усилия можно использовать динамометрический ключ. Ручная сварка без динамометрического ключа успешно используется многими газовыми предприятиями. ВНИМАНИЕ: Несоблюдение времени нагрева, давления и времени охлаждения, указанных производителем трубы, может привести к плохому соединению. Время охлаждения : После того, как труба достаточно остынет, приложите закрывающее усилие к рукоятке рычага и переместите фиксирующие кулачки вниз в разблокированное положение. Отвинтите ручки зажимов настолько, чтобы их можно было повернуть наружу. UP
UP Заново обработайте концы труб, если требуется чрезмерная регулировка, и удалите грязь чистой безворсовой хлопчатобумажной тканью. Максимальное максимальное смещение наружного диаметра, допустимое при сварке встык, должно составлять менее 10 % от минимальной толщины стенки трубы.
Заново обработайте концы труб, если требуется чрезмерная регулировка, и удалите грязь чистой безворсовой хлопчатобумажной тканью. Максимальное максимальное смещение наружного диаметра, допустимое при сварке встык, должно составлять менее 10 % от минимальной толщины стенки трубы. ЭТАП №2 ЦИКЛ НАГРЕВАНИЯ
 Нагреватель должен быть чистым и иметь тефлоновое покрытие в хорошем состоянии.
Нагреватель должен быть чистым и иметь тефлоновое покрытие в хорошем состоянии. ЭТАП №3 СВАРКА

