

Выбрать какая печь лучше – канальная или колпаковая
Не все виды печей изначально предназначались для обогрева жилых помещений. Так, к примеру, колпаковая конструкция впервые была разработана и применена в металлургии. Благодаря высокому КПД и быстрому прогреву поверхности она с успехом использовалась для плавки руды.
Канальные конструкции изначально были приспособлены для бытовых нужд и удовлетворяли потребность человека в тепле и приготовлении пищи. В связи с этим у потребителя может возникнуть вопрос, какая печь лучше, канальная или колпаковая? Традиционный классический вариант, используемый в домах веками или тот, что был переоборудован для бытовых нужд сравнительно недавно?
Преимущества и недостатки канальной и колпаковой конструкции
Для того чтобы выбрать канальную или колпаковую печку стоит принять во внимание технические особенности их конструкции, а также преимущества и недостатки которые имеет каждая система.
- Канальная печь. Традиционное устройство используется в классической русской печи. Принцип ее работы состоит в том, что теплый воздух из топочной камеры попадает в системы дымоотведения или канал и выходит с помощью тяги. Недостатком такого решения является большое количество дыма при растопке. Это связано с тем, что тяга образуется благодаря хорошо прогретому каналу.
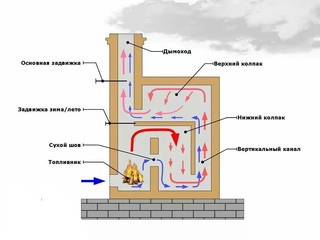
Еще одним недостатком такого устройства является то, что дымоходная труба должна быть достаточно высокой. От печника в данном случае требуется особенное мастерство, чтобы правильно рассчитать этот коэффициент с количеством оборотов канала. - Колпаковая печь. В данном случае используется принцип естественной циркуляции теплого воздуха. Нагретые массы поднимаются вверх и поступают вверх своеобразного колокола (колпак), после того как они отдали тепло они опускаются вниз и попадают в систему дымоудаления через подвертки.
Некоторые модели используют сразу несколько колпаков, таким образом, в несколько раз увеличивая производительность печи. Преимуществом такого устройства является то, что для обеспечения нормальной работы его не требуется прогревать. Дымоходная труба может быть ниже, нагрев поверхности происходит быстрее, но, как правило, менее равномерно, чем в канальной печи.
Преимуществом такого устройства является то, что для обеспечения нормальной работы его не требуется прогревать. Дымоходная труба может быть ниже, нагрев поверхности происходит быстрее, но, как правило, менее равномерно, чем в канальной печи.
 Преимуществом такого устройства является то, что для обеспечения нормальной работы его не требуется прогревать. Дымоходная труба может быть ниже, нагрев поверхности происходит быстрее, но, как правило, менее равномерно, чем в канальной печи.
Преимуществом такого устройства является то, что для обеспечения нормальной работы его не требуется прогревать. Дымоходная труба может быть ниже, нагрев поверхности происходит быстрее, но, как правило, менее равномерно, чем в канальной печи.При определении того какие печи лучше канальные или колпаковые следует уделить внимание тому насколько часто будет существовать необходимость в прогреве помещения и какие требования предъявляются к скорости нагрева.
Как определиться выбором?
На счет того какая конструкция печки является лучшей можно найти самые разнообразные мнения, которые в основном связаны с тем, как часто и интенсивно планируется ее использовать. Ниже приводятся сравнительные характеристики каждой модели:
- Прогрев помещения. Канальная печь не может нормально работать и соответственно нагревать жилую площадь, до тех пор, пока не прогреются стены дымоходов (каналов). Только после этого появляется нормальная тяга и тепло начинает поступать в дом. Колпаковая печь начинает греть сразу же.
- Экономичность. Еще один немаловажный фактор определяющий стоит ли выбрать канальную или колпаковую печь. Первая требует больше сухого качественного топлива для разогрева, во второй процесс сгорания происходит быстрее, но нагревание и остывание поверхности происходит быстрее, следовательно, увеличиваются расходы.
- Интенсивность использования. Канальную печь не рекомендуется устанавливать в помещениях, которые будут отапливаться редко. В таком случае на ее растопку может уйти много времени, кроме того этот фактор существенно влияет на появление конденсата в дымоходе и впоследствии на его разрушение. С другой стороны колпаковую печь с одним колоколом чаще всего не используют из-за малого КПД. Но конструкции с несколькими «колпаками» лишены этой проблемы.
 С другой стороны колпаковую печь с одним колоколом чаще всего не используют из-за малого КПД. Но конструкции с несколькими «колпаками» лишены этой проблемы.
С другой стороны колпаковую печь с одним колоколом чаще всего не используют из-за малого КПД. Но конструкции с несколькими «колпаками» лишены этой проблемы.
Выбор во многом зависит от интенсивности эксплуатации и технических особенностей здания.
Понравилась статья? Поделиться с друзьями:
схемы, разновидности, плюсы и минусы
На чтение 7 мин. Просмотров 29 Опубликовано Обновлено
Колпаковые печи Кузнецова – это один из самых востребованных отопительных элементов на сегодняшний день не только в России, но и далеко за пределами страны. Такая популярность объясняется экономичностью и большой тепловой отдачей. КПД отопительного элемента составляет примерно 80%. Такой высокий показатель достигнут за счет нового принципа движение газов внутри устройства.
Схема колпаковой печи Кузнецова
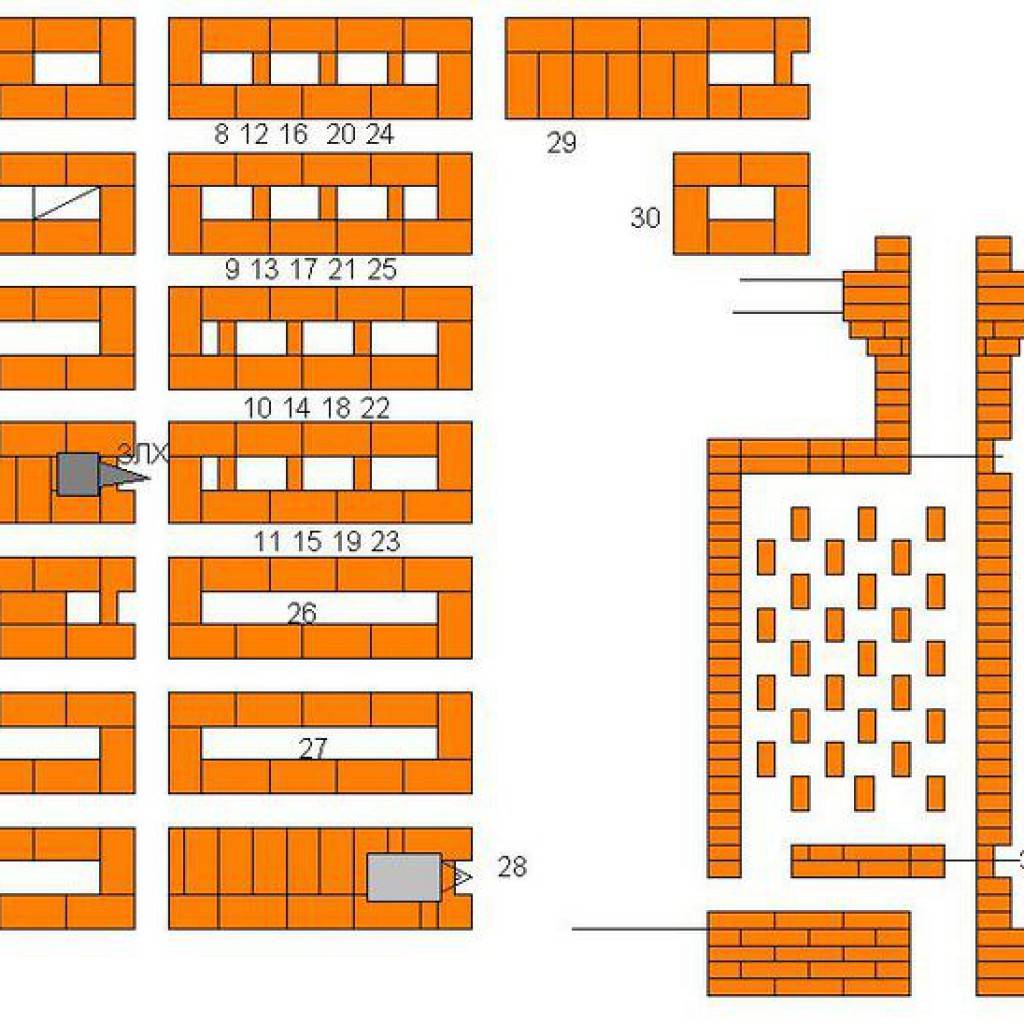
Чтобы соорудить данную печь, нужно придерживаться следующей схемы:
- Первые два ряда выкладываются красным кирпичом. Их количество можно увеличить для повышения теплопроводности устройства. Для скрепления кирпича нужно использовать специальный глиняный раствор. Использование средства с цементом в данном случае неактуально.
- Со второго ряда встраивается поддувало, а также определяются каналы для дымохода. Спереди и сбоку устройства фиксируются дверцы, которые нужны для читки отопительного прибора. Их крепление осуществляется с помощью стальной проволоки, которая монтируется в кладку. Для предотвращения смещения конструкции при нагревании, между кирпичом и печным литьем фиксируется базальтовая вата или лист асбеста. Толщина подобной прокладки должна составлять 5-6 мм.
- Четвертый ряд должен оказаться выше крышки поддувала, перекрывая его. Чтобы сделать опору для верхнего слоя кирпичей, используется металлический уголок. Его фиксируют на стенки проема, расположенные сбоку устройства.
- С пятого ряда делается футеровка рабочей зоны. Для этого используется шамотный кирпич. Для данной конструкции он ставится на ребро. Чтобы зафиксировать элементы, рекомендуется применять шамотную глину, поскольку она не будет видоизменяться под воздействием высоких температур. Помимо футеровки рабочей зоны здесь фиксируется колосниковая решетка. Также на данном этапе делается первый сухой швов. Чтобы его выполнить, из кладки в определенных местах убирается глиняный раствор. На его месте фиксируются прокладки из любого минерального картона.
- Одновременно с шестым рядом кладки фиксируется топочная дверца. В строительном магазине можно приобрести различные виды данных приспособлений, но для стильного дизайна рекомендуется покупать модели из чугуна.
- Укладывается 7, 8, 9 ряды, при этом девятый ряд должен перекрыть проем топочной дверцы.
- Выполняется укладка 10, 11, 12, 13 ряда. На 12 и 13 ряду внутри отопительного элемента обустраиваются столбы катализатора.
- Фиксируется ряды с 14 по 16.
- 17 и 18 ряды укладываются таким образом, чтобы кладка перекрывала нижний колпак системы отопления.
- На 19-м ряду устанавливается верхний колпак со встроенными внутри конструкции каналами теплообмена. Также фиксируются четыре дверцы, чтобы можно было эти канала очистить.
- Укладываются 20-27 ряды.
- На 28 ряду фиксируется задвижка дымового канала. Ее присутствие в конструкции необходимо, чтобы предотвратить остывание отопительного элемента между процессами топки.
- На 29-30 ряду обустраивают верхний купольный свод.
- На 31 ряду обустраивают дымоход.

После того как изготовление отопительного элемента будет закончено, выполняется растопка. Для этого используется минимальное количество топлива. При максимальной загруженности печки внутри устройства могут образоваться трещины. Когда проводится испытание прибора, он может начать коптить. При первой топке это является нормальным процессом, поскольку прогреваются все внутренние элементы конструкции. Если печь коптит при следующей эксплуатации, это не является нормой. Как правило, это означает, что нарушена технология возведения конструкции. В данном случае дальнейшая эксплуатация конструкция невозможна. Необходимо для начала исправить ошибку и только после этого использовать печь по ее прямому назначению. Если отопительный элемент не коптит, устройство может успешно эксплуатироваться дальше.
Если печь коптит при следующей эксплуатации, это не является нормой. Как правило, это означает, что нарушена технология возведения конструкции. В данном случае дальнейшая эксплуатация конструкция невозможна. Необходимо для начала исправить ошибку и только после этого использовать печь по ее прямому назначению. Если отопительный элемент не коптит, устройство может успешно эксплуатироваться дальше.
Схема двухколпаковой печи Кузнецова
Принцип работы данного отопительного элемента состоит в том, что через поддувало в топку поступает воздух. Благодаря этому сначала прогорает самое легкое топливо, а после этого уже более существенные материалы. Как итог этого – пиролизные газы горят под третьим колпачным куполом. Если пламя начинает полыхать слишком сильно, автоматически тяга ослабевает и пламя начинает гореть медленнее и наоборот – если огонь плохо горит, тяга увеличивается и за счет этого сполохи усиливаются. В двухколпаковой устройстве выполнен второй купол, чтобы процесс горения не ухудшался.
Алгоритм возведения двухколпаковой печи не отличается от схемы колпаковой печи, но имеет двухколпаковую конструкцию.
Схема отопительно-варочной печи
Отопительно-варочные печи Кузнецова – это многофункциональные конструкции. Они не только обеспечивают обогрев помещения, но их также можно использовать для приготовления пищи. Схема выполнения конструкции будет такой же, как алгоритм возведения колпаковой печи Кузнецова, но здесь добавляется варочная поверхность с парой конфорок. Можно также обустроить духовую камеру и несколько лотков для сушки. Установка отопительно-варочной печи актуально на кухне или в столовой или гостиной, объединенной с кухней.
Самостоятельное изготовление печи Кузнецова
Возведение печи Кузнецова – процесс несложный, но требует определенных навыков. При отсутствии опыта кирпичной укладки, работу следует делать не спеша и очень аккуратно. Вот основные правила, которых следует придерживаться при воздвижении конструкции:
- Во время повышения температуры кирпич расширяется. Поэтому кирпич следует укладывать так, чтобы огнеупорное покрытие со всех сторон имело пустое пространство.
- Для усиления прочности кладки в каждый третий ряд рекомендуется фиксировать проволоку из металла.
- Между кирпичом и дверцами должна быть вмонтирована специальная прокладка.
- Дверцы устанавливаются аккуратно, чтобы не портить внешний вид конструкции.
- Когда нагревательный элемент установлен, вся печь пропитывается огнеупорным составом.
 Поэтому кирпич следует укладывать так, чтобы огнеупорное покрытие со всех сторон имело пустое пространство.
Поэтому кирпич следует укладывать так, чтобы огнеупорное покрытие со всех сторон имело пустое пространство.Выбор проекта печи Кузнецова
Для новичков, не имеющих опыта работа с кирпичными кладками, рекомендуется выбирать простые проекты печей, которые не требуют особых навыков работы. Кроме того, им не следует самим проектировать конструкции. Заниматься созданием самостоятельных схем можно только опытным мастерам. Кроме того, они могут выбирать готовые проекты любой сложности.
Выбор материалов
Чтобы возвести печь Кузнецова, нужно запастись следующими материалами:
- огнеупорный кирпич для обустройства отопительного элемента;
- кирпич для возведения облицовочной кладки;
- глина, стойкая к воздействию высоких температур;
- очищенный песок для раствора, объем которого должен составлять в 2 раза больше, чем объем глины;
- проволока из металла;
- металлический уголок;
- литье для печки, в которое входит колосниковая решетка, задвижки и дверки;
- варочная панель с двумя конфорками, если обустраивается отопительно-варочная конструкция.
Чтобы иметь возможность эксплуатировать печь в течение длительного времени, все материалы для конструкции следует выбирать высокого качества.
Подготовка инструментов
Чтобы возвести конструкцию самостоятельно, потребуются следующие инструменты:
- отвес;
- строительный уровень;
- кельма;
- шпатели;
- емкость, в которой будет готовиться раствор;
- болгарка;
- перфоратор;
- насадка миксер.
Только наличие данных инструментов гарантирует быстрое выполнение работы.
Подготовка места для печи и обустройство фундамента
Печь Кузнецова устанавливается в кухне или в центральной комнате дома. Перед возведением конструкции, следует подготовить фундамент. Алгоритм его возведения будет следующим:
- выкапывается яма прямоугольной формы, глубина которой составляет 1 м, ширина – 1 м, длина – 1,5 м;
- яма засыпается песком, слой которого должен составлять 15 см и оставляется на несколько дней, чтобы он «усел»;
- выполняется опалубка из досок;
- для армирования бетона укладывается тонкий прут из металла;
- заливается бетон, не допуская возникновения пузырьков;
- бетон оставляется застывать на несколько дней.
Когда фундамент готов, возводится конструкция.
Плюсы и минусы печей Кузнецова
Для нормальной работы отопительного элемента конструкция должна быть выполнена с соблюдением всех правил. Только такая печь обладает всеми присущими для нее достоинствами, а именно:
- высокий показатель КПД. Он составляет примерно 80%. Если сравнивать его с русской печкой, то там КПД составляет всего лишь 30%.
- не требуется выполнение чистки каналов;
- простой способ отапливания помещения;
- длительный эксплуатационный период;
- высокая эффективность и продуктивность.
Любой обогревательный элемент имеет не только достоинства, но и недостатки. Печи Кузнецова не стали исключением. К недостаткам таких конструкций относится:
- сложность в возведении конструкции;
- длительность работы;
- высокая цена материалов.
Печь Кузнецова – это эффективная система отопления. Можно возвести конструкции с варочной поверхностью, сушилкой для овощей, фруктов, ягода и грибов, а также хлебопечкой. Обустройство печи лучше всего доверить профессионалу. Если нет такой возможности, то можно возвести конструкцию самостоятельно, используя для этого схемы, приведенные в этой статье.
 youtube.com/embed/5BVm1uYVXwU?wmode=transparent&fs=1&hl=en&modestbranding=1&iv_load_policy=3&showsearch=0&rel=1&theme=dark” frameborder=”0″ allowfullscreen=””/>
youtube.com/embed/5BVm1uYVXwU?wmode=transparent&fs=1&hl=en&modestbranding=1&iv_load_policy=3&showsearch=0&rel=1&theme=dark” frameborder=”0″ allowfullscreen=””/>
реальное чудо или пример успешного маркетинга
Содержание статьи:
Здравствуйте, Алексей Анатольевич!
Говорить придется вещи резкие и нелицеприятные (не в Ваш адрес, понятное дело), могут возникнуть ненужные пересуды о моей компетенции, поэтому расскажу немного о себе. Меня зовут Поляков Илья, я кладу печи и камины с 1990 года. Этой осенью в издательстве АСТ выходит моя книга о печном ремесле. Одним из моих учителей был знаменитый ярославский реставратор изразцовых печей А. А. Егоров. А по первому образованию я инженер ТЭС, поэтому владею темой в более широком диапазоне, нежели принято среди людей моей профессии.
Постараюсь объяснять просто, на пальцах. Эта тема давно назревала. Я выскажу свое мнение.
Итак, печи Кузнецова.
Знакомство
Мне повезло. О них я услышал достаточно поздно. Лет семь назад. Узнав, сильно удивился. Просто я сразу вспомнил первоисточник. И сильно порадовался за развитие печной терминологии.
Позже мне довелось ломать несколько печей Кузнецова. Примерно пять или шесть. Они не были старыми. Они были очень дорогими и бестолковыми. Хозяева просили поставить что-то традиционное.
Потом я пристальней присмотрелся к его рекламной политике и отдельным адептам. Например, КПД русской печи указывают 30%. Печам Кузнецова приписывают 87%-90% (пару раз встречал и смелый номерок 95%). Очень красивые цифры. Одно НО: человек, у которого Кузнецов позаимствовал основную массу своих тезисов, в 1940 годы измерял КПД русской печи. Оказалось, оно составляет порядка 60-64%. Это первая неприятная картинка. Вранье уже как-то настораживает.
Миф о КПД
А теперь про высокое КПД печей Кузнецова. На выходе в трубу температура печных газов должна составлять 120-200 градусов Цельсия, в противном случае труба зарастет сажей и печным конденсатом. Это аксиома. И даже Кузнецов, столь вольно меняющий законы физики, этого не отрицает. Пока, по крайней мере. А теперь вспомним температуру горения дров. Древесина загорается при 300 градусах. Принято считать, что горит при 600. Хотя отдельные участки пламени при определенных условиях доходят до 1000. Но основная масса дров сгорает при 600.
Это аксиома. И даже Кузнецов, столь вольно меняющий законы физики, этого не отрицает. Пока, по крайней мере. А теперь вспомним температуру горения дров. Древесина загорается при 300 градусах. Принято считать, что горит при 600. Хотя отдельные участки пламени при определенных условиях доходят до 1000. Но основная масса дров сгорает при 600.
А теперь возьмите калькулятор и сосчитайте разницу между этими цифрами. В процентах. Для простоты возьмите температуру комнаты 10 или 20 градусов. Не важно. В любом случае получается, что печь попросту не способна усваивать 90% тепла (если только мы не говорим о perpetum mobile). Если такое случится, то труба не будет способна работать без принудительного дымоудаления. Кстати, тягу в трубе создает перепад давления по высоте, а не мифическое «разрежение в печи» Кузнецова. Это прописано в любом учебнике по теплотехнике, поэтому промышленные установки с высоким КПД часто работают с дымососами. Но их, как правило, нет в бытовых печах.
Если не нравится такой расчет, то попросту прикиньте теплопотери дома (о них чуть ниже) и сосчитайте, сколько дров потребуется, чтобы эти теплопотери компенсировать — таблицы со значением теплотворной способностью топлива найти несложно — в идеальном мире со 100% КПД. А следом посмотрите «объективные отзывы» о печах Кузнецова. Если и дальше вас не насторожили цифры, то порядовку можете поискать здесь: http://clubpechnikov.ru/pech-kuznecova/ Все написано очень красиво и по меньшей мере «душеспасительно», а я все же разовью основной тезис.
Кстати, вот диссертация действительно достойного печника, у которого Кузнецов ненавязчиво «позаимствовал» свои основные выкладки, местами пересказав своими словами. Просто обратите внимание на год издания работы, если не хотите вдаваться в подробности: http://stovemaster.msk.ru/?page_id=274
Занимательная терминология
Теперь о «катализаторах» и прочих чудесных вещах, якобы придуманных Кузнецовым. Вы знакомы с посудой Цептер? Ее менеджеры тоже красиво рассказывают о неких «терморегуляторах», которые на деле оказываются биметаллическими термометрами. Вранье вроде небольшое, но зато позволяет накрутить цену. Так и с данными конструкциями. Отзывы о печах Кузнецова далеко не самые восторженные: http://kataevov.livejournal.com/15993.html
Вранье вроде небольшое, но зато позволяет накрутить цену. Так и с данными конструкциями. Отзывы о печах Кузнецова далеко не самые восторженные: http://kataevov.livejournal.com/15993.html
И да, катализатором все же называется нечто отличное от мифической конструкции из шамота, потому что шамот – огнеупор по определению.
Теперь о чуде сухого шва. Я очень рад, что И. В. Кузнецов сделал столь великое открытие. Но только лично я встречал сухой шов в дореволюционных печах в усадьбах Шаховского и Храповицкого во Владимирской области, а их построили до 1917 года. Или вот две книги 1908 https://yadi.sk/i/K05rK2gLiwnWM и 1943 https://yadi.sk/d/N5V0ZiuOiwnWH . Просто посмотрите картинки. Некоторые вещи удивительно напоминают современные элементы конструкций Великого Печного.
О кирпичах и сельском клубе
Теперь об отоплении печами из 700 кирпичей особняков по 100 квадратов… Так не бывает. Просто не бывает. Начнем с того, что одной печью бесполезно отапливать свыше 40 квадратов при потолках в 2,5-3 метра. Попросту не будет работать конвекция. Она будет, но перепад температуры в объеме одного помещения будет настолько велик, что о гигиене говорить не придется — только о дискомфорте.
Кстати, картинка про конвекцию есть в книжке 1943 года (смотрите ссылку выше). Очень понятная картинка. Хоть и язык латвийский.
Так что 450 кубов помещения вы никогда не прогреете одной печкой. Если только она не атомная.
Давайте представим себе большой зал. Пусть будет клуб в деревне. В зале холодно и иней по углам. Внесите в него разогретый на костре кирпич. Зал прогреется? А если погрузчиком ввезти поддон таких кирпичей? Боюсь, что для прогрева придется ввезти несколько таких поддонов и расставить по углам. Точно так обстоит дело и с печами.
Кирпич — штука теплоемкая, а печь греет именно за счет запасенного им тепла. Никак иначе. Но величина этой теплоемкости — величина конечная. Кирпич не способен взять тепла больше, чем ему положено. Да и с ростом температуры самого кирпича эта способность будет падать. Попытки прогреть кирпич выше положенного приведут или к пустой трате топлива, или к разрушению самого кирпича. Именно поэтому все руководства настоятельно не рекомендуют перетапливать печи — они попросту рассыпаются. По той же причине нельзя возместить недостаток мощности печи форсированной топкой.
Попытки прогреть кирпич выше положенного приведут или к пустой трате топлива, или к разрушению самого кирпича. Именно поэтому все руководства настоятельно не рекомендуют перетапливать печи — они попросту рассыпаются. По той же причине нельзя возместить недостаток мощности печи форсированной топкой.
С этой особенностью связано одно свойство всех колпаковых печей. Незнание его ведет не только к экономии, но и к потере до 20% тепла.
Суть проста. Разница температур между кирпичом и печными газами называется градиент. Чем градиент выше, тем охотней кирпич берет в себя тепло. По мере прогрева самого кирпича градиент падает, и кирпич тепло принимает не так интенсивно. А потому газы, если скорость потока не уменьшится, будут впустую уходить в трубу. Поэтому в колпаковых печах важно уметь регулировать скорость потока интенсивностью поддува и изменением сечения трубы. Кстати, при освещении данного момента Кузнецов внезапно забывает про то, что газовый поток ВСЕГДА идет по пути наименьшего сопротивления. Словом, если в дымооборотных конструкциях путь газов всегда неизменен, и газам поневоле приходится отдавать тепло стенкам печи, то в колпаковых системах газы имеют возможность этот путь выбирать произвольно. Никакие красивые слова и выкладки не заставят их идти по пути наименьшего сопротивления.
В качестве колпаковой печи можно рекомендовать действительно хорошую печь А. И. Подгородникова, известную под названием «Двухъярусный колпак». Порядовка ее ниже.
А в этой печи Подгородникова есть, например, камера дожигания. Неожиданно, правда?
Выбираем кирпич
Ну а теперь займемся вопросом сооружения печи более плотно. Как всегда, начнем с выбора кирпича. На что годится шамотный?
Шамотным кирпичом хорошо футеровать топку — зону наиболее интенсивного прогрева. Проще применять ША-8 — его геометрия близка к габаритам красного печного кирпича, следовательно работать с ним в ряде случаев проще. Промышленные огнеупоры подразделяют на кислотные, нейтральные и щелочные. Но в быту эти характеристики не играют совершенно никакой роли, поэтому проще брать ША-8. Но печи из него строить целиком и полностью нельзя. У него плохая теплопроводность и малая теплоемкость.
Но в быту эти характеристики не играют совершенно никакой роли, поэтому проще брать ША-8. Но печи из него строить целиком и полностью нельзя. У него плохая теплопроводность и малая теплоемкость.
С печным кирпичом все просто. Самый распространенный боровиковский и витебский. Оба с недостатками. У боровиковского хуже геометрия и многовато извести в структуре. Витебский слаб в плане морозостойкости, а потому непригоден для труб и слоится в топке. По моему субъективному мнению, боровиковский все же предпочтительней. Кстати, витебский на печи годится только выпуска первого цеха. У боровиковского таких ограничений нет.
Для печей лучше брать более плотный кирпич. Следовательно, если выбирать между М150 и М200 – предпочтительнее последний. Хотя и М150 неплох.
Для труб, если есть возможность, вообще лучше брать клинкер М400 и выше — он практически не боится мороза за счет малой гигроскопичности.
Расчет печи
Теперь о выборе печей. Тут просто. Сначала считаем приблизительные теплопотери помещения. Для этого объем помещения (обязательно по наружному габариту! Ведь тепло помещение отдает именно внешними поверхностями стен! То есть высоту берем с учетом толщины стен и потолков. А другие цифры с учетом толщины стен) и вычисляем кубатуру. Полученный объем умножаем на 21. Получаем теплопотери помещения. По этой цифре и подбираем конструкцию печи.
Если же вы хотите создать печь самостоятельно, то цифру теплопотерь делим на 300 — столько в среднем выделяет тепла квадратный метр активной поверхности печи, то есть «там, где греется». Так находим внешние габариты печи. Разделим цифру на четыре — получим площадь одной печной стенки (квадратной в плане). А после придумываем ей начинку, или берем готовую конструкцию.
Если печь оказалась крупновата, можно немного уменьшить – из расчета, что будем топить два раза в сутки. Но тут надо помнить, что двойная топка дает прирост теплоотдачи печи не в два раза, а где-то в 1,4-1,5 раз.
Нюансы
Теперь о загадочной фразе «хочу ставить отдельно стояк (вдруг переделывать печь потом), делать ли отдельный стояк и 1 или два канала». Признаться, не совсем понятно, о чем речь. Если речь о трубе, то непонятно про два канала. Обычно у одной печи один канал и смысла его кроить нет.
Признаться, не совсем понятно, о чем речь. Если речь о трубе, то непонятно про два канала. Обычно у одной печи один канал и смысла его кроить нет.
Касаемо того, как будет стоять труба — на печи (насадная) или рядом (коренная) — не имеет значения. Как вам удобно. Просто насадная труба не занимает лишней площади.
Печь шведка, использующая оба принципа
В заключение о вечном споре преимуществ колпаковой и канальной системы. Лично я предпочитаю в иных случаях совмещать.
Для примера коротко расскажу о шведке, построенной по принципу дымооборотной системы, но с колпаковой камерой над плитой.
Первые ряды, как у обычной печи. Формируем зольную камеру и каналы под духовкой с дверцей чистки.
Перекрываем зольник, формируем под. Ставим колосниковую решетку. Намечаем подъемный канал после духовки. В шов вставляем небольшую стальную пластину для опирания дальнего правого угла духовки.
Ставим духовку и дверцу топки. Намечаем место поворота газов. Ставим еще одну чистку. Духовка имеет зазор между стенкой топки. Внешнюю стенку топки футеруем кирпичом на ребро. Газы движутся по обычной схеме: из топки по верху духовки и уходят под нее, откуда поступают в дымообороты. Расстояние от духовки до стенки вычислить просто: в квадратных сантиметрах оно должно равняться площади кирпича, т.е. 300 квадратным сантиметрам.
Ведем кладку дальше. Разделяем опускной и второй подъемный каналы. Второй подъемный в центре — он и ведет в трубу. Газы уходят вверх, попадают в колпаковую камеру. Затем опускаются вниз и по центральному каналу уходят в трубу.
Перекрываем проем топки и духовки.
Ставим на этом ряду двухкомфорочную плиту. Большая конфорка над топкой. Край кладки защищаем металлическим уголком — фаянсом.
Поднимаем кладку выше.
Двумя рядами перекрываем камеру над плитой с помощью стальных уголков. Ставим дверцы чистки колпаковой камеры. Начинаем колпаковую камеру. Стойка по центру служит опорой будущего перекрытия.
Стойка по центру служит опорой будущего перекрытия.
Перекрываем часть проемов в колпаковой камере.
Дальше тремя рядами делаем перекрытие печи.
Выше – труба с задвижками. Печь готова.
Это пример универсальной печи, использующей одновременно принцип движения газов по каналам и колпаковой системы.
Если ничего не подошло
Если вам все же непременно хочется проверить работу печи Кузнецова, а ничего подходящего в этой статье или по ссылкам вы для себя не нашли, можете попробовать обратиться непосредственно к самому Кузнецову на его сайте.
А со мной можете связаться через администрацию данного сайта. Обсудим детальную разработку проекта и цену вопроса, и я нарисую порядовку печи любой конструкции, но это вопрос достаточно длительный. Для его решения потребуется много исходных данных и пожеланий заказчика о наборе функций печи.
Колпаковые печи – Энциклопедия по машиностроению XXL
Металлокерамические изделия вследствие своей пористости обладают повышенной склонностью к окислению. Поэтому необходимо вести в защитной среде не только спекание, но и охлаждение. В связи с этим наиболее совершенные типы печей сконструированы с расчётом уменьшения тепловых потерь и сокращения расхода защитного газа при охлаждении. Это достигается в колпаковых печах и трубчатых с холодильником. [c.541]Колпаковая печь (фиг. 28) имеет колпака внутренний — герметический, прикрывающий спекаемые изделия, с подводкой для циркуляции защитной атмосферы, и наружный — нагревательный с обмоткой. Наружный колпак по окончании спекания снимается и надевается на другой, заблаговременно подготовленный к спеканию, — внутренний колпак. Таким образом достигается экономия электроэнергии на предварительный разогрев наружного колпака, ускоряется охлаждение изделий и снижается расход защитного газа. [c.541]
Фиг. 28. Колпаковая печь 1 — цоколь, на котором устанавливаются изделия 2 — внутренний колпак . |
При холодной прокатке сталь наклепывается, становится жесткой и твердой, зерна ее феррита вытягиваются (фиг. 210, а), поэтому ее обязательно следует подвергать рекристаллизационному отжигу в колпаковых печах под муфелями в атмосфере защитного газа, чтобы сохранить у нее светлую поверхность. [c.354]
Горячекатаную полосу травят, прокатывают полистно или непрерывно с промежуточным отжигом или без него. Отжиг проводят в колпаковых печах. Металл поставляется в виде рулонов или листов. [c.459]
Холоднокатаные полосы из малоуглеродистой, конструкционной и низколегированной сталей подвергают рекристаллизационному отжигу преимущественно в колпаковых печах, в атмосфере защитного газа при температуре 650—730° С. [c.398]Холоднокатаная сталь, отжигаемая в колпаковых печах, в которые сталь загружается свернутой в рулоны, не подвержена этим недостаткам. Замена горячекатаной стали холоднокатаной позволяет сократить вытяжные операции почти вдвое и исключить промежуточный отжиг для всех изделий, кроме требующих очень глубокой вытяжки (бидонов, кувшинов). [c.109]
Из периодических печей наиболее совершенными являются колпаковые печи. В них отжигаемые детали укладывают на специальный стенд и закрывают муфелем из жароупорной стали, который снизу уплотняется песчаным илл масляным затвором. Внутреннее пространство под муфелем продувают защитным газом, после чего на стенд опускают нагревательный колпак. Нагрев печи производится газовыми горелками или электронагревателями.
После прокатки биметаллические полосы подвергают холодной правке и термической обработке — отпуску. Отпуск производят в колпаковых печах с применением древесного угля для удаления гари и получения чистой поверхности металла. Нагрев ведут до температуры 460° С по термопаре, заложенной в стопу биметалла, выдержка при этой температуре составляет 3—4 ч охлаждение вместе с печью. [c.247]
Чтобы при конечном отжиге полосы не происходило нежелательного измельчения микроструктуры и чтобы избежать чрезмерного увеличения времени отжига, необходимо знать оптимальную скорость нагрева, которая позволяет получить зерна необходимой величины и хорошие вытяжные свойства материала. Измельчение структуры из-за высокой скорости нагрева может происходить лишь при отжиге рулонов в небольших печах. И, наоборот, очень малая скорость нагрева допустима при отжиге рулонов в больших колпаковых печах (прежде всего многостопных), когда общий вес садки достигает несколько десятков тонн. [c.100]
Для рафинирующего отжига чаще всего применяют колпаковые печи для отжига распушенных рулонов с принудительной циркуляцией активной печной атмосферы [16, 99]. Время рафинирующего отжига зависит не только от состава печной атмосферы и температуры отжига, но также в большей степени и от толщины полосы и веса отжигаемой садки. После рафинирующего отжига полосы толщиной 0,85 мм в течение 1—3 ч при 720 °С содержание углерода и азота в обычных сталях для глубокой вытяжки снижается до 0,003% С и 0,001% N. В нестареющих сталях для глубокой вытяжки, успокоенных алюминием, из-за присутствия стабильных нитридов алюминия при этом происходит лишь обезуглероживание металла. С увеличением толщины полосы время рафинирующего отжига растет так, например, при толщине полосы 2,8 мм время отжига увеличивается в 7 раз по сравнению с приведенным выше временем отжига [16].
Туннельные и колпаковые печи применяются для термообработки листов.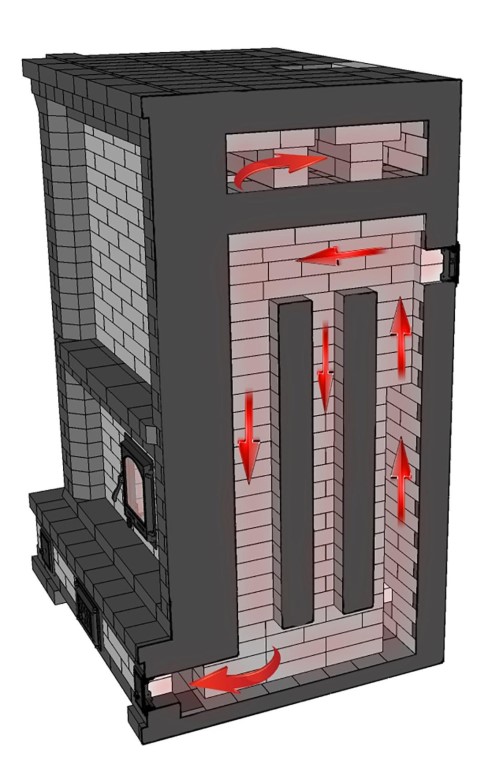 Стопы листов укладывают на поддоне и закрывают коробом. Короба устанавливаются на тележках, которые продвигаются одна за другой по печи, имеющей длину до 90 м. Когда в печь со стороны входа задвигается новая тележка, то другая одновременно выталкивается со стороны выхода.
[c.294]
Стопы листов укладывают на поддоне и закрывают коробом. Короба устанавливаются на тележках, которые продвигаются одна за другой по печи, имеющей длину до 90 м. Когда в печь со стороны входа задвигается новая тележка, то другая одновременно выталкивается со стороны выхода.
[c.294]
Колпаковая печь состоит из поддона, короба и футерованного колпака с обогревателями — газовыми или электрическими. В случае термообработки рулонов для более равномерного их нагрева колпаки имеют центральный сердечник с электросопротивлением, который входит внутрь рулона. Нагрев в колпаковых печах, производится в защитной атмосфере. [c.294]
Отжиг листов производится большей частью в колпаковых печах с защитным газом. Колпаки устанавливаются над стопой материала, подлежащего отжигу. Обычно одна колпаковая печь обслуживает несколько поддонов, расположенных на одном стенде. Так, на одном поддоне может производиться укладка листов, на другом —охлаждение стопы листов под муфелем при снятом колпаке, а на третьем — нагрев. [c.320]
Существуют различные варианты конструкции колпаковая печь камерная печь с выдвижным подом (для загрузки изделий служит футерованная тележка на рельсовом ходу) печь, похожая по устройству на печь с выдвижным подом, но только передняя стенка является частью выдвижного пода. Все три модели особенно пригодны для снятия внутренних напряжений в металле. [c.193]
Промышленные опыты были проведены на стали 55ХГР, выплавленной в 100-тонной мартеновской печи. Квадратные заготовки (подкат) сечением 100 мм прокатывали на полосы на 15-клетевом стане со скоростью 7—12 м сек. Температура нагрева заготовок была 1070— 1100° С, температура конца прокатки 950° С. Последние четыре клети чистовой группы заготовки проходили при 960—940° С в условиях малых скоростей рекристаллизационных процессов. Суммарное эффективное обжатие полос составляло 70—80 % Перенос полосы от последней клети и погружение ее в закалочный бак занимали 10—15 сек, что при высокой устойчивости аустенита стали 55ХГР вполне обеспечивало проведение полной закалки полосы сразу же после прокатки.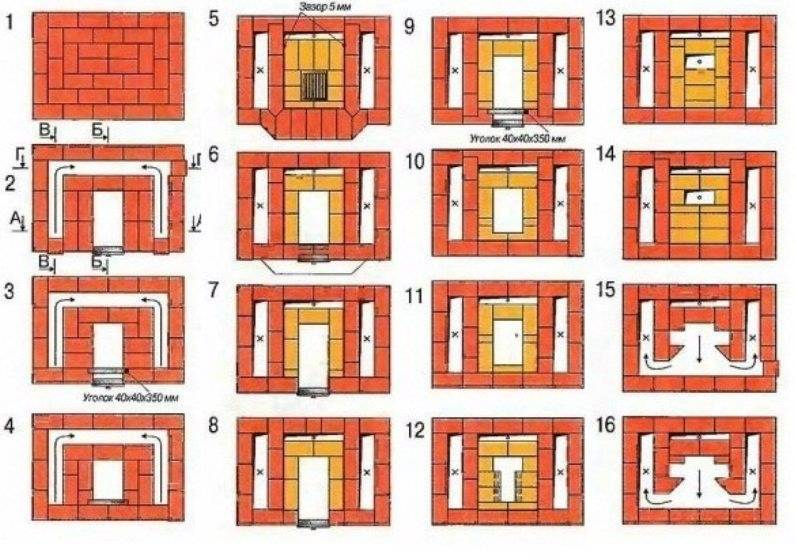
Для пайки изделий из материалов, активно взаимодействующих с газами и труднопаяемых в контролируемых средах наибольшее применение получили печи периодического действия. В табл. 17 приведены технические данные некоторых колпаковых печей. [c.149]
Имеются т 1 типа установок для нанесения покрытий однокамерная колпаковая печь модели Ш-1 (для нанесения покрьгпш с добавками или без добавок оксида алюминия) двухкамерная колпаковая печь модели 1Н-2 соединение двух колпаковых печей моделей 2Н4 с четырьмя камерами. Все камеры имеют примерно одинаковые внутренние размеры высота 900, диаметр 360 мм. Температура нанесения покрытий составляет 750—1050 °С в зависимости от материала покрытия скорость осаждения 3 мкм/ч. Потребляемая мощность одной печи 50—60 кВт. [c.142]
На рис. 112 представлена колпаковая печь дл я спекания, которую также использовали для определения линии солидус. Спеченную полосу подвешивали на двух зажимах. Ток к верхнему зажиму из меди или нержавеющей стали подводится по U-образной охлаждаемой жидкостью медной трубе диаметром 12 мм. Нижний молибденовый зажим погружен в охлаждаемую водой ртуть ртуть находится в медном баке, который служит вторым токовым подводом. Полоса и подвесы помещены в вакуумплотный охлаждаемый водой стальной кожух, который прикреплен болтами к основанию колпака газонепроницаемость в местах стыков достигается благодаря применению свинцовых прокладок. Для соединения с вакуумной системой
Для определения способности смазки удаляться с поверхности металла при обезжиривании, травлении, термической обработке и других операциях проводят, например, отжиг в промышленных колпаковых печах пластинок холоднокатаной автолистовой стали, смоченных исследуемой смазкой (эмульсией) и сложенных в пачки, плотно сжатые струбцинами, с последующей визуальной оценкой поверхности.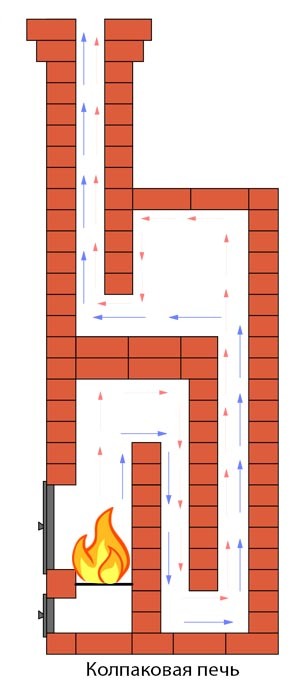 [c.162]
[c.162]
Колпаковые печи могут быть цилиндрическими или прямоугольными, одно- или многоколпаковымн. Их используют для пайки изделий больших размеров. Колпаковые печи просты и надежны, дают возможность в широких диапазонах варьировать режимы пайки, позволяют бесггрепятствеино монтировать и устанавливать изделия. Недостатки колпаковых печей обусловлены необходимостью использования цеховых кранов большой грузоподъемности. Нагреваемое изделие устанавливают на футерованный стенд, перекрытый подовой плитой, и закрывают колпаком. [c.252]
Водородные колпаковые печи используют для пайки изделий в активной газовой среде, создаваемой чистым водородом или смет сями водорода с другими газами. В отличие от печей с атмосферой из инертных газов водородные печи взрывоопасны. Для безопас- [c.252]
В паяльном производстве среди садочных печей наибольшее распространение получили камерные, шахтиые и колпаковые печи [c.254]
Элeктpичie киe нагревательные печи. В зависимости от конструкции и назначения электрические печи подразделяются на камерные, шахтные, барабанные, колпаковые, печи с пульсирующим подом конвейерные и закалочно-отпускные агрегаты.
Установлено, что хорошо обработанная (полированная) поверхность окисляется гораздо медленнее. Это объясняется образованием на поверхности плотного тонкого слоя окалины, который защищает металл от более глубокого проникновения кислорода в глубь него. На плохо обработанной поверхности заготовки образуется рыхлый слой окалины, который может быть нарушен при перемещении заготовок по поду печи, в результате чего чистый слой металла обнажается и окисляется. Для уменьшения образования окалины в печах, где сжигание топлива производится в рабочем пространстве, необходимо топливо сжигать с наибольшей полнотой при возможно малом избытке воздуха. Продолжительность пребывания металла в печи должна быть минимально возможной. В случае нагрева изделий, окисление которых недопустимо, следует применять печи, где продукты горения изолированы от рабочего пространства (муфельные, колпаковые, печи с радиационны.ми трубами, печи с защитной атмосферой и др.).
[c.127]
В случае нагрева изделий, окисление которых недопустимо, следует применять печи, где продукты горения изолированы от рабочего пространства (муфельные, колпаковые, печи с радиационны.ми трубами, печи с защитной атмосферой и др.).
[c.127]
После горячей прокатки рулоны листовой стали поступают в травильное отделение. Травильный агрегат состоит из разматывателя рулонов, ножниц для обрезки переднего конца, машины для сварки или сшивки рулонов, кислотных и промывных ванн, устройства для сушки листов горячим воздухом, ножниц для вырезки места сшивки и сматывателя рулонов. После травления и соответствующей подготовки рулоны поступают на станы холодной прокатки. Прокатка ведется со смазкой и с охлаждением валков. В процессе холодной прокатки происходит наклеп металла, затрудняющий дальнейшее обжатие и утонение листов. Для снятия наклепа применяют промежуточные отжиги листов обычно в колпаковых печах с защитной атмосферой или нормализационных печах. После отжига листы направляют для дальнейшей прокатки или на дрессировку (холодная прокатка с обжатием 0,5—1,5% за один проход). [c.261]
На рис. 237 для примера показан схематично весь технологический цикл цеха для производства холоднокатаной трансформаторной стали. Исходной заготовкой является горячекатаная полоса толщиной до 2,5 мм и шириной до 1000 мм, свернутая в рулон. Рулоны подаются конвейером к колпаковым печам для отжига. После отжига они проходят через непрерывно-травильный агрегат и поступают для холодной прокатки на пятиклетевой стан 1200. Прокатанный металл поступает в агрегат подготовки рулонов, после чего удлиненные рулоны направляют к агрегату непрерывного отжига и затем подают на реверсивный стан 1200. После прокатки рулоны подвергают отжигу, который может осуществляться в двух параллельно установленных агрегатах в агрегате непрерывного отжига с горизонтальной печью или в агрегате непрерывного отжига с башенной печью. Далее рулоны поступают в колпаковые печи, затем проходят агрегат подготовки рулонов, после чего направляются в агрегат электроизоляционного покрытия. Затем полоса в рулонах с электроизоляционным покрытием может проходить в двух направлениях в зависимости от потребности получить готовую полосу
[c.399]
Затем полоса в рулонах с электроизоляционным покрытием может проходить в двух направлениях в зависимости от потребности получить готовую полосу
[c.399]
Колпаковая печь — современная печь для отжига листов, рулонов и т. п., отапливаемая газом йли электроэнергией. Переносным обогреваемым колпа 01М а1крывается подготовленный для отжига металл, помещенный под железным коробом. После окончания нагрева и выдержки металла при заданной температуре колпак переносится для нагрева следующего подготовленного для отжига короба с металлом. [c.118]
Рулоны перед отжигом в колпаковых печах укладывают друг на друга в стопу, причем в зависимости от типа и конструкции печи можно в печи отжигать одну стопу (одностопочные колпаковые печи) или несколько стоп рулонов (многостопочные колпаковые печи) [13, 70]. Так как отдельные рулоны широкополосной стали бывают очень тяжелыми, то стопа рулонов может весить несколько десятков тонн. Общее время отжига прямо пропорционально весу рулонов. Для отжига полос для глубокой вытяжки предпочтительны прежде всего одностопочные колпаковые печи. Колпаковые отжигательные печи особенно пригодны для отжига полосы больших толщин (свыше 4—5 мм) [71]. [c.95]
На выбор температуры отжига влияет также и техническое оснащение печей для отжига, прежде всего точность регулирования теплового режима и общий вес отжигаемого металла. Чем выше точность регулирования температур, тем ближе может быть расположена температура отжига возле температуры Ас. В том случае, если существует опасность, что температура отжига может превысить температуру Ас следует снизить температуру отжига. Применение более низких температур отжига на практике часто вызывается большим весом и объемом отжигаемого металла, так как в этом случае возрастает общее время отжига и увеличивается опасность слипания полосы в рулонах. Поэтому в большинстве случаев при отжиге рулонов в хмногостопных колпаковых печах температура отжига не превышает 690 С, в то время как в одностопных колпаковых печах отжиг производится в области температур 700—730 °С, т. е. очень близко к температуре Ас [20]. Так как длительность от-
[c.98]
е. очень близко к температуре Ас [20]. Так как длительность от-
[c.98]
| Рис. 26. Типичный тепловой режим отжига в одностопной колпаковой печи успокоенной алюминием стали для глубокой вытяжки [73] (часовая производительность печи 1,88 т) |
Исходя из вышеприведенного Г. Одоне и В. Беррути [72] при отжиге в колпаковых печах руло нов из стали для глубокой вытяжки при 690 °С давали выдержку в течение 8 дней в области температур отпуска 400—500°С. Благодаря этому им удалось частично сократить время выдержки прн температуре отжига и несколько улуч- [c.102]
Время выдержки обычно отсчитывают с момента, когда садка в определенном месте достигает верхнего предела температуры отжига или в самом холодном месте садка достигает максимальной температуры (около 650 °С) [33]. Время выдержки увеличивают с ростом веса отжигаемой садки. Поэтому при отжиге в многостопных колпаковых печах, в которых садка занимает большой объем и отжиг ре производится при низких температурах, время выдержки будет всегда больше, чем при отжиге в одностопных печах. [c.106]
Для горячекатаной и холоднокатаной тонколистовых сталей ЗОХ, 35Х, 40Х, 20ХГСА, 25ХГСА, ЗОХГС. ЗОХГСА и 35ХГСА можно рекомендовать следующий режим отжига в электрических колпаковых печах температура отжига 700—715 С выдержка 6—8 ч охлаждение с печью до 680 °С, затем под муфелем до 200°С. [c.168]
Просто производится загрузка и колпаковых печей (фиг. 131).. Колпак с расположенными в нем нагревателями снимается мостовым краном с пода, на под укладываются заготовки или детали, потом они накрываются колпаком — и печь готова к работе. Колпако-вые печи позволяют относительно просто осушествить нагрев в защитной атмосфере.
[c.217]
Колпако-вые печи позволяют относительно просто осушествить нагрев в защитной атмосфере.
[c.217]
Колпаковые печи – особенные печи для дома
Колпаковые печи — термические печи с периодическим функционированием. Применение колпаковых печей было актуально во все времена. Безусловно, эти устройства имеют свои неоспоримые преимущества. Однако некоторые недостаткиколпаковых печей также имеются. Например, их существенный недостаток – большие затраты на топливо для нагрева. Однако, имеются некоторые рекомендации, как можно избежать существенных материальных затрат, касающихся тепловой энергии.
Преимущества колпаковых печей заключаются в максимально равномерном и быстром нагреве. Однако толстостенные печи требуют более продолжительного времени. Толстые стены будут нагреваться несколько дольше, прежде чем повысится температура окружающего воздуха. (См. также: Кирпичная печь своими руками)
Колпаковая печь будет дольше держать тепло, нежели содержащая дымообороты крутая печь. Это происходит из-за особого движения газов внутри колпаковых печей. Чтобы понять принцип этого движения, можно провести небольшой эксперимент и убедиться наглядно. Можно взять граненый стакан из стекла (он будет представлять собой колпак), поднести ко дну стакана зажженную сигарету. Теперь, посмотрите, что дым, исходящий от сигареты, идет струей вверх по стакану, достигает его дна и начинает рассеиваться уже по всему стакану, касаясь его стен, при этом доходя до низа. Таким, образом, происходит полный и быстрый нагрев стакана, то есть колпака.
Аналогичным образом происходит движение паров газа в колпаковых печах. Именно поэтому, отвод дыма в таких устройствах принято устраивать внизу, именно там собираются уже остывшие газы.
После того как топка завершена, теплый воздух будет еще долго сохраняться, даже в том случае, если задвижка не закрыта плотно. Это объясняется тем, что холодный воздух, являющийся по сути тяжелее газов, входит в печь через топливник, и его подъема не происходит.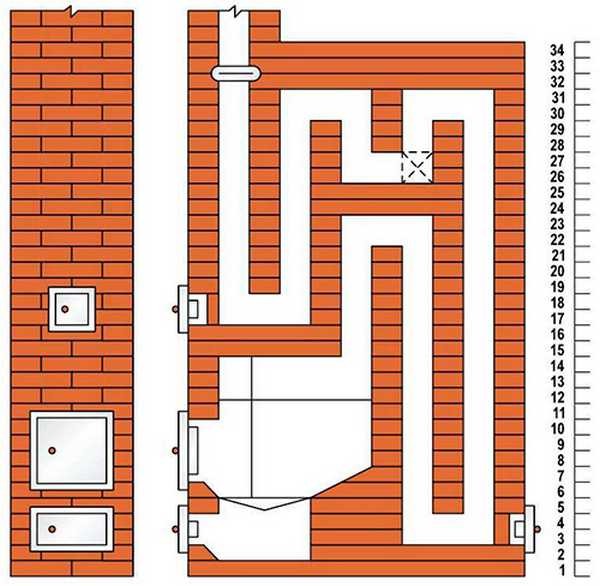 (См. также: Печь во дворе своими руками)
(См. также: Печь во дворе своими руками)
Тяжелый холодный воздух сразу же уходит в каналы отвода, то есть мимо колпаков. Таким, образом, он не уносит нагретый воздух.
Возможность охлаждения исключена за счет, так называемой газовой пробки, находящейся в печи. Поэтому колпак не будет охлаждаться, даже когда в него попадет холодный воздух.
Почему следует обратить свое внимание именно на устройства колпаковых типов?
Чтобы ответить на этот вопрос, достаточно перечислить лишь некоторые, самые основные положения:
- Более долговременное держание тепла, нежели у прочих устройств отопления;
- Колпаковая печь не трескается. Следы трещин на них в процессе надлежащей эксплуатации вообще не возникают. Очень важно, чтобы горячая гладка не была связана с холодной;
- При правильном сжигании в колпаковых системах, забивка сажей, а так же золой происходить не станет. Здесь важно не допустить процесс догорания во время того, как температура будет уже низкой;
- Минимальное сопротивление движению легких, то есть, теплых газов;
- Достаточно легкая конструкция.
(См. также: Как сложить печь из кирпича)
Колпаковые печи для металлообработки
Главная функция таких устройств – контролируемая тепловая обработка мелкосортного и листового проката определенного состава, осуществляемая в условиях газовой среды. Особенностью этих печей является то, что изделия в ней нагреваются посредством переносного колпака нагревания. Колпаковые системы обработки металла отличаются по типу обрабатываемого материала. Существуют конструкции, обрабатываемые изделия в виде прутков, листов, а также обрабатываемые рулонные изделия и т.д. Печи могут быть одностопными и многостопными.
После того, как изделия нагреются, происходит перенос колпака с одного стенда на другой. Перенос происходит при помощи крана. На освободившемся стенде происходит охлаждение изделия, совершаемое муфелем. Под муфелем происходит своеобразный теплообмен, который принудительно интенсифицирует газовуя циркуляцию обрабатываемого состава. (См. также: Как сложить печь)
(См. также: Как сложить печь)
Теория Гидравлики
Колпаковые тепловые установки были изобретены по типу построек гидравлики. Постройка печей была выведена на новую ступень благодаря изобретателю Подгорникову, который полностью сменил концепцию печного строения. Он рассмотрел по-новому движения пламени.
Простая и доступная гидравлическая теория сделала возможным создание колпаковой отопительной системы с её неповторимыми свойствами. Принцип перемещения теплого воздуха за счет его легкости стал основным принципом, по которому сегодня функционируют современные бытовые печи, а также печи — теплушки Подгорникова. Эта тенденция весьма популярна. Пожалуй, лишь установки с так называемыми «оборотами» не функционируют подобным образом.
Горячие газы способны образовывать своеобразный «мешок горячих газов». Образуется такой мешок за счет скопления в печной объем из топливника паров легких газов. Что же касается «холодного мешка газов», то он образуется путем направления тяжелых газов вниз. Холодные газы являются тяжелыми, а горячие легкими. За счет этого и происходит движение и максимально эффективный обогрев с сохранением тепла. (См. также: Простая кирпичная печь своими руками)
Принцип работы колпаковых печей в зависимости от их типа может быть разным. Например, многостопные варианты работают по принципу установки на стенд прямоугольной формы до 8 стоп. Высота стопы достигает 5 метров. Каждая стопа имеет защиту в виде муфеля, который оберегает устройство от вредных продуктов сгорания и перегрева. Каждая стопа может содержать до 5 рулонов, чья масса в совокупности может достигать 180 т. Обогрев колпака происходит посредством газа или электрического нагревателя сопротивления.
Особенности двухколпаковой отопительной системы
Колпак и насадка обеспечивают гарантированный нагрев, нежели «обороты». Это уже успели понять те люди, в чьих домах были установлены оба типа обогревающих печных установок. Таким образом, они смогли почувствовать значительную разницу в их функционировании. У печей с оборотами сопротивление газов более низкое, это не очень хорошо для печей с невысокими трубами.
У печей с оборотами сопротивление газов более низкое, это не очень хорошо для печей с невысокими трубами.
В данном случае преимущественнее использовать печи двухколпакового типа. Однако, для таких устройств необходима правильная организация системы по сжиганию топлива. Известно, что пламя представляет собой совокупность паров горения и самого горючего вещества. Если же газовые струи будут смешены рационально, будет прекращаться пламенная реакция. Очень важно учесть, что в месте, где завершается процесс горения, обязательно нужно поддерживать максимальную температуру.
Выпущенное пламя в низкотемпературный объем с незавершившейся реакцией горения приведет к скорому охлаждению газов, при этом реакция останавливаться не будет. А это колоссальный вред для печного устройства. Газы, полученные в результате незавершенной реакции, преобразуются в скопления смоляных и сажевых отходов. Эти продукты засоряют печные проходы, таким образом, теплопроводные свойства печи становятся значительно хуже.
Каким образом определяется показатель качества печи колпакового типа?
Если печь греет и вроде бы нормально работает, то это еще не говорит, о том, что она на 100% исправна и качество её гарантированно. Малейшая ошибка мастера при установке может привести к серьезнейшим последствиям в дальнейшем процессе эксплуатации.
Чтобы установить колпаковые печи своими руками, следует иметь опыт в этом деле, иначе быть беде. Непрофессионал не сможет правильным путем определить качество колпаковой печи, а уж устанавливать или ремонтировать её дилетанту и вовсе не стоит.
Определить, исправна ли печь, безопасно ли она работает, можно лишь посредством осмотра устройства специалистом. Но все же ориентироваться в этом вопросе должен уметь каждый владелец колпакового обогревательного устройства.
Очень важный момент, который следует запомнить – после установки колпаковой печи, её ни в коем случае нельзя топить, поэтому качество установки будет затруднительно определить.
 Однако пользуясь некоторыми советами, можно контролировать этот процесс.
Однако пользуясь некоторыми советами, можно контролировать этот процесс.- Нужно, чтобы печь имела так называемые «колодцы», в профессиональной терминологии их называют чистками;
- В случае, когда труба пересекается с потолком в многоэтажном доме, обязательно должна быть проведена разделка в целях пожарной безопасности, своеобразная распушка;
- В качестве строительного материала при кладке следует использовать кирпич шамотного типа. Именно он обладает всеми нужными для функционирования печи качествами;
- Необходимо следить за промежутками кладки. Не нужно делать слишком большое расстояние. Оптимальный промежуток не должен превышать 7 мм.
Очень важно также запомнить, что колодцы не присоединяются к главной кладке. На это стоит обратить внимание во время процесса установки колпаковой печи специалистами. Пусть колодцы будут с отверстиями или же целиком закрыты шамотным кирпичом. В колпаковой печи должно быть установлено не менее двух очистительных отверстий. Сырые печи нуждаются в поддымливании, поэтому этот пункт также необходимо контролировать. Качество на предмет нагрева контролируется ощупыванием печных стен. В том случае, когда печь давно топится, но на её стенах есть холодные участки, это означает, что печь работает ненадлежащим образом. В хорошо установленной печи нагревание стенок происходит равномерно. Однако, нижний пояс всегда нагревается лучше верхнего.
Затраты на топливо
Как упоминалось выше, несмотря на явные преимущества печей колпакового типа, она имеет существенный недостаток – затраты на топливо. Однако их можно существенно сократить, если отапливать печь правильно, то есть не допускать образования сажи и золы в проходах. Такая печь требует бережного к ней отношения.
Неплохой альтернативой колпаковой печи могут служить электрокамины, например, электрокамин Juneau, он не потребует долгого процесса монтажа. Процесс нагрева легко контролируется. Не всегда дешевое топливо в данном случае заменяет обычная электроэнергия. Такой камин заменит функцию печи в квартире многоэтажного дома.
Такой камин заменит функцию печи в квартире многоэтажного дома.
Подовая печь: за и против
В двух словах о подовой печи
В последнее время всё чаще заказчики просят сделать им подовую печь. Надо сказать, что это поветрие буквально последних лет — раньше как-то об этом разговора не было. И вот: хочу подовую! Давайте разберёмся в подробностях.Прежде всего определим, что такое подовая печь. Подовой называют печь, в которой топка лишена зольника и колосниковой решётки. Другими словами, в подовой печи топливо горит подобно тому, как горят дрова в костре, или в очаге. Топливо горит просто на дне топочной камеры, или просто топки. Самый яркий пример — русская печь. Есть дно просторной топки, или под, и на нём складывают поленья. Или, вот, камин — это самый, думаю, знакомый для всех пример. Камин это, по сути, костёр, окружённый камнями. Дрова горят, как в костре, дым вместе с топочными газами идёт вертикально, в трубу, расположенную над костром — самый простой вариант топочного процесса. Другими словами, снаружи могут быть красоты неописуемые, а внутри — палеолит: очаг пещерного человека. И никакой науки. Такой по сути камин, столько многими любимый. Это в тёплом климате, где лучистой энергии достаточно, чтобы обогреваться.
На Руси дело было иначе — климат другой. Когда именно он стал другим, сказать сложно, но очевидно, что вначале тоже было тепло. А потом похолодало. Об этом свидетельствует устройство русской печи. Когда лучистого тепла стало не хватать, смекалистый русский мужичок догадался сдвинуть костёр вглубь: отодвинул заднюю стенку камина, создав дополнительную топочную камеру. А перед выходом дыма пристроил подвёртку — препятствие, чтобы заставить дым опуститься вниз, а часть тепла оставить прежде вверху, в образовавшемся таким образом колпаке. Так появился второй вариант подовой печи.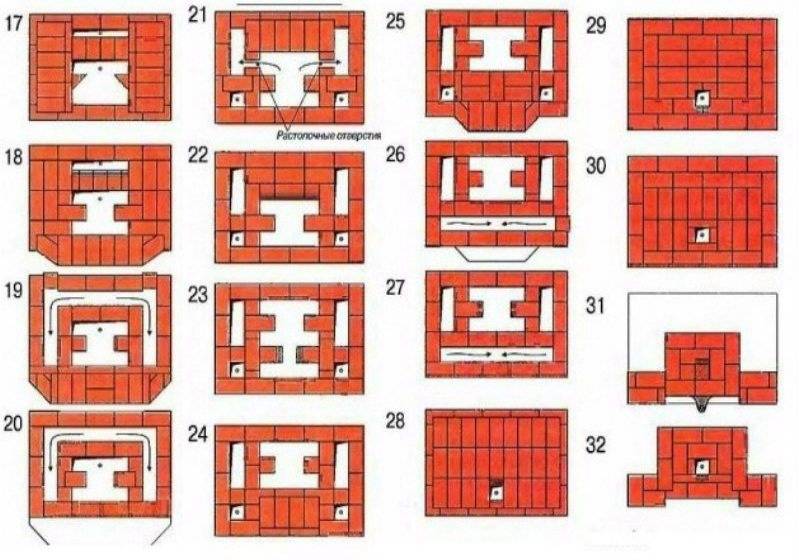
Но вот постепенно человек догадался оптимизировать и этот процесс. Придумал усиливать естественный процесс горения подачей дополнительного воздуха и убирать в процессе топки образовавшийся негорючий мусор, мешающий полноценному горению топлива. Другими словами, придумал зольник, поддувальную дверку и колосниковую решётку, или колосник.
Есть мнение, что это случилось с появлением парового двигателя и паровоза на угле, которому нужна более высокая температура горения. Однако, я думаю, что гораздо раньше, поскольку кузнечное дело существует испокон веку, и в кузнечном очаге используют принудительный наддув воздуха, а колосник, вместе с мехами и служит как раз подаче дополнительного воздуха в область горения топлива. Но это уже вопрос исторический. Мы же разбираемся в особенностями устройства топливника.
Так вот, дополнительная подача воздуха — это был достаточно серьёзный шаг вперёд. Теперь топливо можно было сжигать в более оптимальных условиях. Причём через колосник не только подаётся воздух к топливу снизу, но и способствует удалению продуктов неполного сгорания вниз, в зольную камеру, тем самым увеличивая подачу кислорода та топливо. А это увеличивает интенсивность горения. Как следствие, появляется возможность повысить температуру горения, а это значит, увеличивается эффективность сжигания топлива: энергии выделяется больше, а сажи образуется меньше. И это хорошо: меньше нужно топлива для обогрева и выделяется больше тепла!Второе следствие: время сгорания топлива тоже меньше и, значит, за одно и то же время тепла в топке выделяется больше, чем в печи, не имеющей зольника, то есть в подовой. Почему это важно? А потому, что раньше можно закрыть трубу и больше тепла оставить в печи, а следовательно, и помещении. Потому как, пока труба открыта тепло буквально вылетает в неё, и мы топим атмосферу. Как оптимизировать процесс?
Очевидно, надо сократить время топки печи, но при этом повысив температуру горения.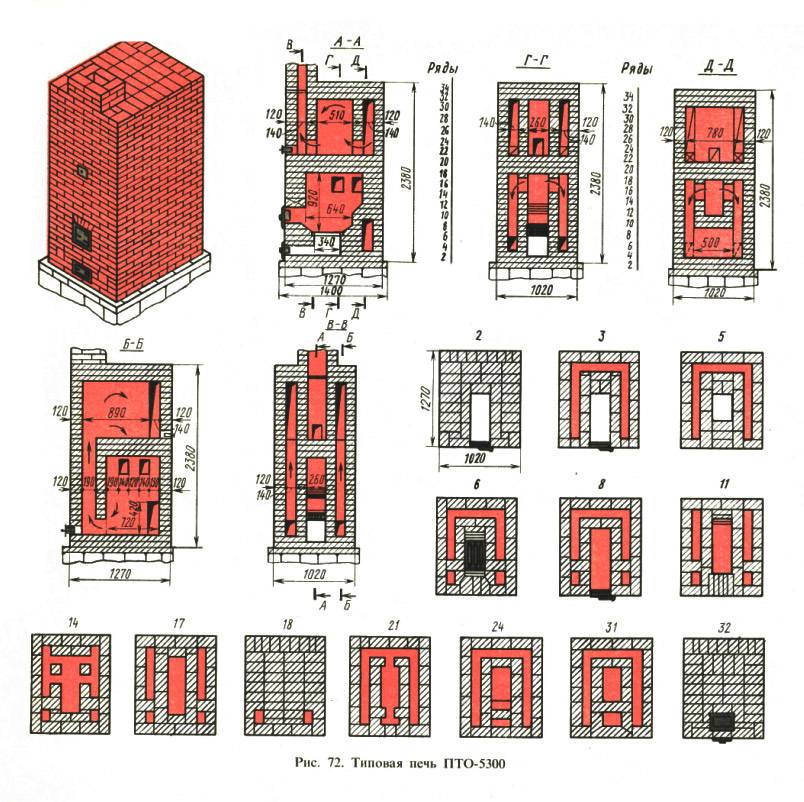 Тогда в единицу времени выделится больше тепла. Именно этому и служит зольная камера и колосник. Чем раньше закроем печь, тем больше тепла останется в печи после закрытия трубы. Следовательно зольник и колосник — полезное изобретение, Это, можно сказать, новый этап развития печей.
Тогда в единицу времени выделится больше тепла. Именно этому и служит зольная камера и колосник. Чем раньше закроем печь, тем больше тепла останется в печи после закрытия трубы. Следовательно зольник и колосник — полезное изобретение, Это, можно сказать, новый этап развития печей.
Мнение корифеев
И вот что по этому поводу говорит А. И. Школьник, общепризнанный в среде современных печников авторитет:
«КПД топливника с глухим подом, то есть без поддувала и и колосниковой решётки, не превышает 35%. Малая эффективность топливника с глухим подом объясняется следующими причинами. Во-первых, избытком воздуха, который не участвуя в реакции горения, транзитом проходит через печь и охлаждает её поверхности. Во-вторых, низкой температурой приточного воздуха, который не вступает в контакт с теплоотдающей средой. В третьих, воздух в топливнике с глухим подом движется над топливом а не через его толщу.
Топливник с глухим подом сложнее эксплуатировать, чем топливник, оборудованный колосниковой решёткой, так как к топливу, находящемуся в глубине топливного объёма, доступ достаточного количества воздуха затруднён и топливо не горит. Чтобы топливо сгорало, его требуется перемещать к фронту топливника. Кроме того необходимо непрерывно следить за процессом горения топлива, взрыхлять и перемещать его в пределах пода. При взрыхлении горящего слоя приходится открывать дверки 2 и 3, что приводит к дополнительному охлаждению массива печи воздухом». ( А.Е. Школьник. Печное отопление малоэтажных зданий. М., 1991, с.24)
А вот слова И. С. Подгородникова, создателя первых двуколпаковых печей, которые теперь именуют печами Кузнецова:
«При сжигании топлива на глухом поду (т. е. без колосника — уточнение моё — О.С.) большая часть необходимого для горения воздуха проходит над топливом, унося с собою тепло в трубу». (И. С. Подгородников. Бытовые печи двухколпаковые. , М., 1992, с. 22)
, М., 1992, с. 22)
Причины увлечения подовыми печами
И вот мы добровольно отказываемся от колосника и просим сделать подовую печь. Мне, как печнику, грустно за этим наблюдать. Почему так происходит, мне понятно. По-моему, здесь несколько причин.
Первая причина
Одна — довольно распространённые нынче так называемые печи медленного горения, попросту железные буржуйки, которые, как и камин, дают тепло, пока горят дрова. В них, как правило, нет теплового аккумулятора, то есть они не могут полноценно запасать тепло. Камин греет — пока горит. Многие ставят такие буржуйки медленного горения, как самый доступный и недорогой печной прибор, чтобы поскорее отопить своё новое жильё — строится то народ теперь активно. И привыкают к тому, что печь надо всё время подтапливать. Складывается стереотип топки печи: понемногу и долго.
Но кирпичная печь устроена иначе. Она как раз может запасать тепло: запасать в результате короткой интенсивной топки, а потом медленно не спеша отдавать его в помещение. И поэтому она устроена совсем иначе, и топочный процесс в ней тоже протекает по-другому: короткая топка с быстрым выделением большого количества тепла, запасаемого в кирпичном массиве печи, которое потом, после перекрытия трубы, медленно отдаётся в помещение. Это важная подробность. Её стоит хорошо усвоить и не смешивать два совершенно разных процесса.
Вторая причина
А вторая причина — реклама. Поскольку производители железных буржуек (а они все медленного горения) их активно рекламируют, повисает в цифровом пространстве стереотип, что только так и должна печь работать. Мало осталось людей, которым приходилось жить с кирпичными печами, и большинство просто не представляет как устроена такая печь и как её топить полагается. А кроме того, многие привыкли доверять всему, что им попадается на просторах интернета. Сделал человек рекламный ролик, смачно наговорил несуразностей и вот уже очередь за подовыми печами. Вникать в технические детали некогда. Но вникать всё же стоит. Тем более, что кладка кирпичной печи — дело не из дешёвых, и прежде чем попадаться на подобные недобросовестные посулы, стоит трезво раскинуть умом и самому хотя бы немного разобраться. Школьного курса вполне хватит.
Вникать в технические детали некогда. Но вникать всё же стоит. Тем более, что кладка кирпичной печи — дело не из дешёвых, и прежде чем попадаться на подобные недобросовестные посулы, стоит трезво раскинуть умом и самому хотя бы немного разобраться. Школьного курса вполне хватит.
Скажу честно, я вовсе не против подовых печей. Сам в деревне уже 30 лет живу с классической русской печью, в которой самый что ни на есть подовый процесс горения. И у соседки-старушки в бане тоже подовая печка была. Да и много где по нашей родной одной шестой, по городам и весям клали печи подовые. Не говоря уже о банях по-чёрному, где и печи-то никакой нет: костёр и куча камней вокруг. Но распространение подовых канальных печей по стране имело вполне понятную причину: бедность, с одной стороны, и малый интерес государства к развитию сельских территорий, когда самой простой печной фурнитуры в известные времена просто было не достать, с другой. В глубинке нередко вместо вьюшки, например, в русской печи дымоход перекрывали плоским камнем. А поскольку он неплотно трубу перекрывал, его присыпали песком, чтобы не терять лишнее тепло. Тут же и ящик с песком ставили. (по Г.Я. Федотов. Русская печь. М., 2003)
Иначе говоря, подовые печи — исторический этап, что-то вроде паровоза в эпоху двигателя внутреннего сгорания. Отошли паровозы в прошлое, как и локомобили на пару. Все теперь больше на бензине и солярке разъезжают. То же и с печным делом — не стоит оно на месте, тоже развивается. На смену очагам пришли камины, потом их улучшили до канальных печей (голландки и шведки), на Руси камин, или каменный очаг, усовершенствовали до русской печи, по сути, прототипа колпаковых печей. Теперь, вот, до двуколпаковых печей додумались, с их улучшенными тепловыми показателями.
Надеюсь, после этих подробностей, картина станет более понятной. Конечно же, там где нужен длительный процесс неинтенсивного горения — в бане, в пекарне, например, подовая печь может пригодиться. Но в жилом доме для эффективного автономного обогрева нужна, безусловно, печь колосниковая. Конечно же колосниковые тоже могут быть разными: канальными, или с оборотами, или же колпаковыми. Но об этом — в другой статье.
Но в жилом доме для эффективного автономного обогрева нужна, безусловно, печь колосниковая. Конечно же колосниковые тоже могут быть разными: канальными, или с оборотами, или же колпаковыми. Но об этом — в другой статье.
Стоит добавить, что в подовой печи можно использовать только дрова и иные продукты переработки древесины. Вот углём такую печь топить не получится, потому как для угля нужна более высокая температура, а значит нужен и зольник, и колосник, чтобы большим потоком воздуха её надуть. Есть регионы, где уголь — основное топливо. В степных, безлесных районах подовая печь никак не подойдёт.
Но недостаток печной фурнитуры — это уже тоже историческая подробность. Теперь, когда к нашим услугам богатая коллекция печного литья каких угодно форматов, видов и вариантов, думать о подовой печи, по-моему, просто нелепо. Тем более, что эта самая печная фурнитура теперь такова, что при наличии зольника и колосника в печи всегда можно по желанию настроить топочный процесс таким образом, что он станет подовым. Для этого достаточно наглухо закрыть дверку зольника и приоткрыть топочную. Практически во всех самых ходовых топочных дверцах всегда предусмотрена регулируемая щель, которую при желании можно или наглухо закрыть, запустив подачу воздуха из колосника, или, напротив, перекрыв наглухо зольник, приоткрыть, подавая воздух к топливу сбоку. Вот вам и медленное подовое горение. То есть проектируя стандартную современную печь мы сохраняем в ней возможность и подового горения — если будет желание попробовать пожить с такой печью. То есть современная колосниковая печь — печь универсальная. Подовая же — узкоспециализированная.
Есть и ещё минусы не столь принципиальные. В частности, в печи без зольника топка расположена ниже и в ней не так удобно следить за топочным процессом, приходится становиться на колени, чтобы в топку заглянуть. Согласитесь не удобно, особенно, если топишь её регулярно. Но это уже бытовые мелочи — к ним можно и приноровиться.
Но это уже бытовые мелочи — к ним можно и приноровиться.
Ещё сторонники подового горения частенько обращают внимание на то, что подовая печь прогревается от самых нижних рядов, а, в колосниковой, дескать, зольная камера остаётся холодной, а тепло появляется только от уровня колосниковой решётки, то есть с 5-6 ряда. Считаю этот аргумент тоже слабым, поскольку никто зольником дом не отапливает. Он расположен как правило внутри печи. А если каналы или колпаки, окружающие зольник опустить к первому ряду, тогда печь будет греться со второго ряда. Ниже просто нельзя из соображений ППБ (правил противопожарной безопасности). Я, например, в своей деревенской печи так и сделал, когда клал её 30 лет назад, хотя во всех стандартных порядовках обороты начинались именно с уровня колосника. Но это: просто надо было подумать и сделать как следует. Ну а в колпаковых печах и так низ колпака, по которому гуляют топочные газы, начинается как раз со второго ряда.
Ещё один довод сторонников подовых печей: у них почти не образуется золы и вся органика выгорает до минерального пепла. А в колосниковых остаётся много недогоревших угольков — потеря. Но, по моему глубокому убеждению и многолетнему опыту общения с печами, главная потеря при топке — это длительность горения дров: чем дольше горят, тем больше тепла улетает в трубу. О том же говорят и классики печестроения. И потому существует в народе приём закрывать печь во-время — когда дрова уже прогорели, СО не образуется, но раскалённых углей ещё много. Именно они, эти раскалённые угли, и дают основной жар, запасаемый печью уже после того, как труба перекрыта. И вот мы удлиняем процесс горения на час за счёт медленного подового горения. Делайте выводы сами. Так что эти угольки, потухнув, отдадут дополнительное тепло. Но уже в помещение, а не в трубу. А кроме того на них хорошо самовар кипятить, их специально берегут и потом используют по назначению.
Выводы
Итак, подведём итоги.
- Подовое горение — это более медленный и менее интенсивный процесс; как следствие, дрова горят дольше и печь дольше греет улицу, а не помещение. Расход дров выше.
- Горение в топке с зольником и колосниковой решёткой оптимально для нужд отопления: топочный процесс протекает более эффективно, при более высокой температуре, с бóльшим выделением тепла. И, как следствие, требует меньше топлива.
- Устройство современной печи с зольником и колосником даёт возможность при желании организовать как более быстрый топочный процесс с применением колосника и поддува воздуха через зольную камеру, так и более медленный, по типу подового горения. В то время как подовая печь лишена возможности оптимизировать процесс горения. Колосниковая печь — универсальна.
Колпаковая печь
Изобретение относится к металлургической промышленности, а именно к конструкциям колпаковых печей. Техническим результатом является снижение тепловых потерь. Колпаковая печь содержит стенд, нагревательный колпак, муфель, конвекторные кольца, горелки, при этом на поверхности муфеля имеются накладки в виде катализаторов горения, установленных в зоне горелок. Колпаковые печи каталитического горения имеют высокую эффективность теплоиспользования и экологическую чистоту горения. 2 з.п. ф-лы, 1 ил.
Изобретение относится к черной металлургии, а именно к конструкциям колпаковых печей. Известна колпаковая печь, содержащая стенд, нагревательный колпак, муфель, конвекторные кольца, горелки, при этом на поверхности муфеля в зонах расположения конвекторных колец имеются накладки, выполненные в виде уголков или изогнутых листов, а также размещенные в зоне горелок ребра-отбойники (патент РФ 2078836 МПК C 21 D 9/663 1997 г.).
Недостатком известной колпаковой печи являются большие потери тепловой энергии. Задача, на решение которой направлено предлагаемое решение, – снижение тепловых потерь в колпаковых печах. Вышеупомянутый недостаток исключается тем, что колпаковая печь содержит стенд, нагревательный колпак, муфель с накладками на поверхностях, горелки, конвекторные кольца, при этом на поверхности муфеля накладки выполнены в виде катализаторов беспламенного горения и установлены в зонах горения горелок, имеющих регуляторы подачи топлива и рекуператоры тепла для окислителя и топлива. На чертеже показана колпаковая печь – общий вид. Колпаковая печь содержит стенд 1, нагревательный колпак 2, муфель 3, на котором имеются накладки 4 в виде катализаторов горения, расположенные в зоне горения горелок 5, конвекторные кольца 6 и регуляторы подачи топлива 7, рекуператоры окислителя и топлива 8. Принцип действия колпаковой печи следующий: в начальный период горелки 5 нагревают накладки 4 до определенной температуры, затем отключается подача топлива и горелки 5 переходят в режим каталитического горения. Газообразное топливо с окислителем (воздух), нагретое в рекуператорах, подается на горячие накладки 4, выполненные в виде катализаторов, при этом происходит беспламенное горение топлива, характеризующееся высокими экологическими показателями и эффективным использованием тепла.
На чертеже показана колпаковая печь – общий вид. Колпаковая печь содержит стенд 1, нагревательный колпак 2, муфель 3, на котором имеются накладки 4 в виде катализаторов горения, расположенные в зоне горения горелок 5, конвекторные кольца 6 и регуляторы подачи топлива 7, рекуператоры окислителя и топлива 8. Принцип действия колпаковой печи следующий: в начальный период горелки 5 нагревают накладки 4 до определенной температуры, затем отключается подача топлива и горелки 5 переходят в режим каталитического горения. Газообразное топливо с окислителем (воздух), нагретое в рекуператорах, подается на горячие накладки 4, выполненные в виде катализаторов, при этом происходит беспламенное горение топлива, характеризующееся высокими экологическими показателями и эффективным использованием тепла.Формула изобретения
1. Колпаковая печь, содержащая стенд, нагревательный колпак, муфель с накладками на поверхностях, горелки, конвекторные кольца, отличающаяся тем, что накладки выполнены в виде катализаторов беспламенного горения и установлены в зонах горения горелок. 2. Колпаковая печь по п.1, отличающаяся тем, что горелки имеют регуляторы подачи топлива. 3. Колпаковая печь по п.1, отличающаяся тем, что имеются рекуператоры окислителя и топлива.РИСУНКИ
Рисунок 1Колпаковые печи: устройство и преимущества
Колпак относится к семейству металлургических печей .
Их ранжирование по структуре, типу металла или выполняемой термообработке; но с общей чертой: они построены из материалов, устойчивых к высоким температурам .
Важнейшие для этого типа печей, эти материалы подходят для типа термообработки и являются идеальным решением для выдерживания высоких температур в течение длительного времени, без химической реакции для обрабатываемой загрузки, в контакте с ними в течение всего процесса. .
Под «высокими температурами» мы подразумеваем свыше 1100 ° , что может вызвать проблемы в случае неправильного выбора материала.
Колпак печи , в частности, используется для выполнения термообработки, такой как цементация , нитроцементация, закалка, отжиг и нормализация .
В состав входят:
– основание, диффузор и камера статического давления и вентилятор между основанием и диффузором;
– внутренняя крышка и внутренняя рубашка, первый компонент с функцией полного закрытия системы, второй – для отделения зоны заряда от зоны нагрева;
– охлаждающая крышка, обеспечивающая быстрое охлаждение после отжига.
… Все это дает важных преимуществ .
4 преимущества колпаковой печи и полезный опыт Nicro в этом производстве
Вот причины, по которым колпак является отличным решением:
1) Благодаря используемой защитной атмосфере, обработка в этих печах может проводиться на широком диапазоне материалов ;
2) Благодаря нагревательным и охлаждающим колпакам время обработки на меньше;
3) Колпаковые печи предлагают безопасный и экономичный метод термообработки ;
4) Его структура позволяет быстро загружать обрабатываемого материала.
Учтите также, что Nicro может поставить полную группу конструкции (основание, диффузор, камера статического давления, вентилятор, колпак и кожух) , произведенных внутри компании.
Почему это должен быть плюс?
Поскольку процесс, от общего производства до единичной детали, отслеживается шаг за шагом с контролем соединения между отдельными компонентами проекта перед их установкой, таким образом, с сокращением времени на этапе запуска установки .
Более тридцати лет Nicro работает над изготовлением колоколов, оснований и диффузоров различных размеров ; адаптируемся к запросу каждого клиента , разрабатываем решения по запросу.
Например, мы можем производить колокола высотой до 12 м или диаметром корпуса 4,5 метра. Нет необходимости адаптироваться к заранее установленным форматам.
Нет необходимости адаптироваться к заранее установленным форматам.
Кроме того, постоянное обновление в секторе приводит к высококачественным результатам; например, представляет новую сварочную технологию Force Tig, повышающую эффективность работы, обеспечивает более высокое качество на этапе сварки .
Таким образом, колпаковые печиявляются результатом работы, которую изучали и которой следили профессионалов отрасли , нацеленных на постоянные исследования и разработки.
Преимущества производства, которому следуют во всех аспектах, в сочетании с преимуществами, предлагаемыми при использовании колпаковой печи при термообработке, приводят к общему результату: уверенность в качестве продукта и, как следствие, экономия (время и экономическое удобство).
Колпаковая печь для отжига змеевиков
(57) Реферат:
печи согласно изобретению состоит из футерованного нагрева капота, оснащенный горелочных устройств и divitodesign каналов с воздушным эжектором, термостойкий муфель, стенд с вентилятором с приводом от электродвигателя, и направляющих лопатками, и колпачок водяного охлаждения, водяной клапан воздушного охлаждения, колпачок водяного охлаждения с отверстиями и кольцевые коллекторные трубы.Выполнение жаропрочного муфеля в виде усеченного конуса с направленным большим основанием в сторону стенда и с боковыми стенками, наклоненными к вертикальной оси печи под углом от 5 до 10 градусов, обеспечивает быстрое и равномерное опускание печи. теплосодержание различных участков боковой поверхности опорных валков за весь период остывания металла в печи. 2 ил. Изобретение относится к металлургической теплотехнике, а именно к печам Колпакова для термической обработки холоднокатаной стальной полосы в мотках.Известны валки колпаковых печей для отжига, состоящие из металлического колпака, облицованного изнутри огнеупором с направляющими лопатками, и разделительных каналов.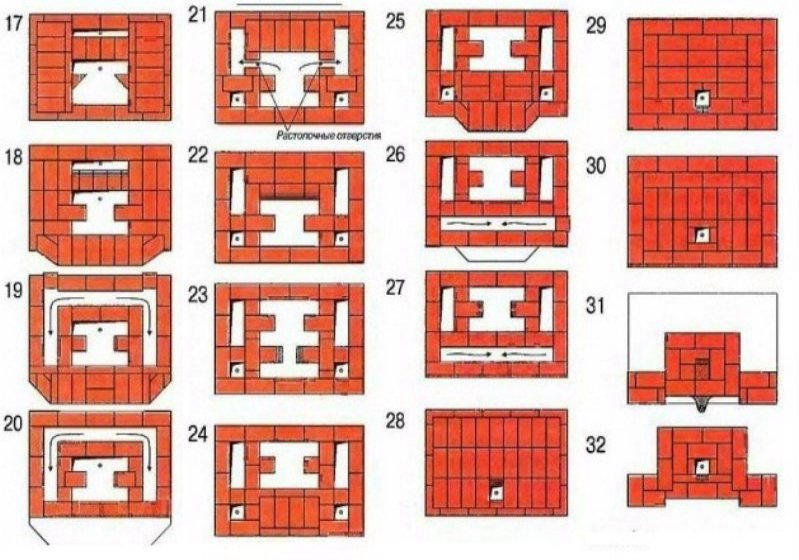 После процесса нагрева металла колпак снимается со стенда и на подставку. В жаропрочной муфельной известной печи устанавливают колпак воздушного охлаждения, снабженный специальным вентилятором, который обеспечивает приток воздуха к внешней поверхности боковых стенок муфеля и тем самым ускоряет процесс охлаждения ножки валков металла. Недостаток колпака печи в случае использования вытяжного воздушного охлаждения является низкая эффективность ее тепловой работы, что обусловлено низкими значениями коэффициента теплоотдачи за счет конвекции с наружной поверхности жаропрочного заглушителя потоков движущегося воздуха и низкими значениями коэффициента теплопередачи. скорость снижения температуры поверхности муфеля.Наиболее близкой по технической сущности к предлагаемому изобретению является колпаковая печь, содержащая футерованный нагревательный колпак, снабженная верхним и нижним горелочным устройством и системой разделительных каналов с эжектором воздуха, термостойким муфелем, стойкой с вентилятором и направляющими лопатками, колпаком водяным. Охлаждение. Колпак водяного охлаждения, снабженный устройством распыления воды, после снятия со стенда нагревательного колпака установлен на термостойком муфеле известной печи. В верхней части крышки водяного охлаждения предусмотрен кольцевой резервуар, обеспечивающий подачу воды для охлаждения внешней поверхности боковых стенок жаропрочного муфеля.Через непрерывное водяное охлаждение крышки кожуха водяной пар, образующийся в результате его контакта с боковыми поверхностями жаропрочного муфеля, поднимается в его верхнюю часть, где конденсируется на поверхности водоохлаждаемого кожуха снова в муфель. Существенными недостатками крышки печи в случае использования колпака водяного охлаждения являются значительная неравномерность охлаждения жаропрочного муфеля по высоте и периметру из-за коробления и перекосов в покрытии их ножек валками листового металла, что приводит к дополнительным значительные термические напряжения и, как следствие, уменьшают срок службы муфеля и ограничивают (диаметр и высота муфеля) площадь поверхности теплообмена.
После процесса нагрева металла колпак снимается со стенда и на подставку. В жаропрочной муфельной известной печи устанавливают колпак воздушного охлаждения, снабженный специальным вентилятором, который обеспечивает приток воздуха к внешней поверхности боковых стенок муфеля и тем самым ускоряет процесс охлаждения ножки валков металла. Недостаток колпака печи в случае использования вытяжного воздушного охлаждения является низкая эффективность ее тепловой работы, что обусловлено низкими значениями коэффициента теплоотдачи за счет конвекции с наружной поверхности жаропрочного заглушителя потоков движущегося воздуха и низкими значениями коэффициента теплопередачи. скорость снижения температуры поверхности муфеля.Наиболее близкой по технической сущности к предлагаемому изобретению является колпаковая печь, содержащая футерованный нагревательный колпак, снабженная верхним и нижним горелочным устройством и системой разделительных каналов с эжектором воздуха, термостойким муфелем, стойкой с вентилятором и направляющими лопатками, колпаком водяным. Охлаждение. Колпак водяного охлаждения, снабженный устройством распыления воды, после снятия со стенда нагревательного колпака установлен на термостойком муфеле известной печи. В верхней части крышки водяного охлаждения предусмотрен кольцевой резервуар, обеспечивающий подачу воды для охлаждения внешней поверхности боковых стенок жаропрочного муфеля.Через непрерывное водяное охлаждение крышки кожуха водяной пар, образующийся в результате его контакта с боковыми поверхностями жаропрочного муфеля, поднимается в его верхнюю часть, где конденсируется на поверхности водоохлаждаемого кожуха снова в муфель. Существенными недостатками крышки печи в случае использования колпака водяного охлаждения являются значительная неравномерность охлаждения жаропрочного муфеля по высоте и периметру из-за коробления и перекосов в покрытии их ножек валками листового металла, что приводит к дополнительным значительные термические напряжения и, как следствие, уменьшают срок службы муфеля и ограничивают (диаметр и высота муфеля) площадь поверхности теплообмена. Задачей изобретения является повышение интенсивности и равномерности охлаждения металла в печи. В кожухе печи содержится нагревательная калпасутра, жаропрочный муфель, подставка с вентилятором и направляющим устройством и крышка устройства водяного охлаждения. , водоснабжения, водоохлаждаемой крышки и уплотнительного кольца коллектор, согласно изобретению термостойкий муфель выполнен в форме усеченного конуса, направленного большим основанием в сторону стойки, с боковыми стенками жаропрочный муфель наклонен под углом 5-10 о к вертикальной оси печи.На фиг.1 изображены предлагаемые колпаковые печи, общий вид; Фиг.2 изображает термостойкий муфель с охлаждением крышки воды, продольная section.Bell типа печь состоит из огнеупорной подкладки нагревательного колпачка 1 снабжена устройством горелки 2 и divitodesign каналами 3 с воздушным эжектором 4, термостойких муфель 5, стойка 6 с циркуляционным вентилятором 7 с приводом от электродвигателя 8, а направляющие лопатки 9 и колпак 10 с водяным охлаждением, снабженные системой 11 подачи охлаждающей воды на клапан 12, крышка 13 с водяным охлаждением с отверстия 14 и кольцевой коллектор 15 с трубкой 16.Муфель жаропрочный 5, имеющий форму усеченного конуса, имеет большое основание на стойке 6 и боковые стенки, Наз. На стенде 6 устанавливают с учетом центровки подлежащие термообработке ножки валков из листового металла 17 и термообработку. -устойчивый муфель 5. Произвести холодный обдув подкупольного пространства инертным газом. Включают вентилятор 7 и на стойку 6 устанавливают нагревательный колпачок 1. В эжектор 4 подают под давлением воздух, в дроссельные каналы 3 создается разрежение. Префектура горелки 2 на нагревательной крышке 1.По окончании процесса нагрева колпачок 1 снимают с подставки 6 и на нагретый термостойкий муфель 5 устанавливают колпачок 10 водяного охлаждения. Открывают вентиль 12 и через систему 11 водяной поток во внутреннюю полость водоохлаждаемой крышки 13 и кольцевого коллектора 15 под давлением подается охлаждающая вода.
Задачей изобретения является повышение интенсивности и равномерности охлаждения металла в печи. В кожухе печи содержится нагревательная калпасутра, жаропрочный муфель, подставка с вентилятором и направляющим устройством и крышка устройства водяного охлаждения. , водоснабжения, водоохлаждаемой крышки и уплотнительного кольца коллектор, согласно изобретению термостойкий муфель выполнен в форме усеченного конуса, направленного большим основанием в сторону стойки, с боковыми стенками жаропрочный муфель наклонен под углом 5-10 о к вертикальной оси печи.На фиг.1 изображены предлагаемые колпаковые печи, общий вид; Фиг.2 изображает термостойкий муфель с охлаждением крышки воды, продольная section.Bell типа печь состоит из огнеупорной подкладки нагревательного колпачка 1 снабжена устройством горелки 2 и divitodesign каналами 3 с воздушным эжектором 4, термостойких муфель 5, стойка 6 с циркуляционным вентилятором 7 с приводом от электродвигателя 8, а направляющие лопатки 9 и колпак 10 с водяным охлаждением, снабженные системой 11 подачи охлаждающей воды на клапан 12, крышка 13 с водяным охлаждением с отверстия 14 и кольцевой коллектор 15 с трубкой 16.Муфель жаропрочный 5, имеющий форму усеченного конуса, имеет большое основание на стойке 6 и боковые стенки, Наз. На стенде 6 устанавливают с учетом центровки подлежащие термообработке ножки валков из листового металла 17 и термообработку. -устойчивый муфель 5. Произвести холодный обдув подкупольного пространства инертным газом. Включают вентилятор 7 и на стойку 6 устанавливают нагревательный колпачок 1. В эжектор 4 подают под давлением воздух, в дроссельные каналы 3 создается разрежение. Префектура горелки 2 на нагревательной крышке 1.По окончании процесса нагрева колпачок 1 снимают с подставки 6 и на нагретый термостойкий муфель 5 устанавливают колпачок 10 водяного охлаждения. Открывают вентиль 12 и через систему 11 водяной поток во внутреннюю полость водоохлаждаемой крышки 13 и кольцевого коллектора 15 под давлением подается охлаждающая вода. Из водоохлаждаемой крышки 13 охлаждающая вода через отверстия 14 разбрызгивается на внешнюю поверхность крыши муфеля 5, а из кольцевого коллектора 15 через патрубок 16 подается на охлаждение внешней поверхности боковых стенок. муфты 5.За счет увеличенной поверхности теплообмена между внешней боковой поверхностью нагретого термостойкого муфеля 5 и охлаждающей водой вода через конус Нста печи попадает в воду, омывая внешнюю поверхность боковых стенок муфеля 5. В этом случае, Как показали результаты испытаний тепловой модели предложенной печи Колпакова, интенсивность снижения уровня температуры на внешней боковой поверхности жаропрочного муфеля в 1,1-1,2 раза, а однородность в 1,5-1,6 раза выше, чем для известной печи, которая Можно дополнительно сократить продолжительность периода охлаждения металла в печи на 1 час.5-2 часа Выполнение жаропрочного муфеля в виде усеченного конуса, направленного большим основанием в сторону стойки позволяет (вне зависимости от состояния поверхности муфеля, будь то технологические кромки и сварные швы, вмятины, установка отклонений от вертикальной оси) для увеличения площади его поверхности и интенсивности теплообмена с потоками охлаждающей воды, а значит, для обеспечения быстрого и равномерного снижения теплосодержания различных участков боковой поверхности муфеля и, в конечном итоге, температуры боковой поверхности опоры валков за весь период остывания металла в печи.При угле наклона боковых стенок жаропрочного муфеля к вертикальной оси печи менее 5 около не удается повысить равномерность снятия муфеля с охлаждающей жидкостью. При угле наклона боковых стенок жаропрочного муфеля к вертикальной оси печи больше 10 около происходит значительное увеличение размеров нагревательного колпака и печи в целом, что составляет нецелесообразно.Повышение интенсивности и равномерности теплообмена от нагретого жаропрочного муфеля к потокам зоны охлаждения, достигается за счет увеличения поверхности теплообмена между ними за счет его конической формы, позволяет улучшить по сравнению с прототипом , следующие показатели: сократить продолжительность процесса охлаждения листового металла в колпаковых печах на 1.
Из водоохлаждаемой крышки 13 охлаждающая вода через отверстия 14 разбрызгивается на внешнюю поверхность крыши муфеля 5, а из кольцевого коллектора 15 через патрубок 16 подается на охлаждение внешней поверхности боковых стенок. муфты 5.За счет увеличенной поверхности теплообмена между внешней боковой поверхностью нагретого термостойкого муфеля 5 и охлаждающей водой вода через конус Нста печи попадает в воду, омывая внешнюю поверхность боковых стенок муфеля 5. В этом случае, Как показали результаты испытаний тепловой модели предложенной печи Колпакова, интенсивность снижения уровня температуры на внешней боковой поверхности жаропрочного муфеля в 1,1-1,2 раза, а однородность в 1,5-1,6 раза выше, чем для известной печи, которая Можно дополнительно сократить продолжительность периода охлаждения металла в печи на 1 час.5-2 часа Выполнение жаропрочного муфеля в виде усеченного конуса, направленного большим основанием в сторону стойки позволяет (вне зависимости от состояния поверхности муфеля, будь то технологические кромки и сварные швы, вмятины, установка отклонений от вертикальной оси) для увеличения площади его поверхности и интенсивности теплообмена с потоками охлаждающей воды, а значит, для обеспечения быстрого и равномерного снижения теплосодержания различных участков боковой поверхности муфеля и, в конечном итоге, температуры боковой поверхности опоры валков за весь период остывания металла в печи.При угле наклона боковых стенок жаропрочного муфеля к вертикальной оси печи менее 5 около не удается повысить равномерность снятия муфеля с охлаждающей жидкостью. При угле наклона боковых стенок жаропрочного муфеля к вертикальной оси печи больше 10 около происходит значительное увеличение размеров нагревательного колпака и печи в целом, что составляет нецелесообразно.Повышение интенсивности и равномерности теплообмена от нагретого жаропрочного муфеля к потокам зоны охлаждения, достигается за счет увеличения поверхности теплообмена между ними за счет его конической формы, позволяет улучшить по сравнению с прототипом , следующие показатели: сократить продолжительность процесса охлаждения листового металла в колпаковых печах на 1.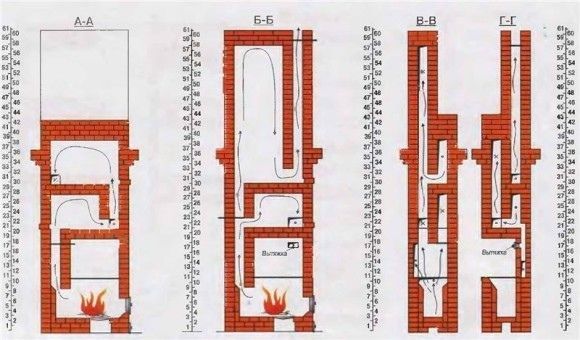 5-2 часа за счет увеличения скорости отвода тепловой энергии от боковой поверхности жаропрочного муфеля, для улучшения качества термообработки холоднокатаного стального листа за счет повышения равномерности охлаждения по высоте подошвы муфеля. рулоны, для увеличения срока службы жаропрочного муфеля.
Печи BELL ДЛЯ ОТЖИГА МЕТАЛЛА В РУЛОНАХ, содержащие футерованный нагревательный колпак, снабжены горелочным устройством и системой делительных каналов, подставкой с вентилятором и направляющими лопатками, термостойким муфелем, колпаком водяного охлаждения с водяным кольцом крышки EM-формы усеченного конуса с конической боковой поверхностью 5 10 o направленной стороной большого диаметра стойки.
5-2 часа за счет увеличения скорости отвода тепловой энергии от боковой поверхности жаропрочного муфеля, для улучшения качества термообработки холоднокатаного стального листа за счет повышения равномерности охлаждения по высоте подошвы муфеля. рулоны, для увеличения срока службы жаропрочного муфеля.
Печи BELL ДЛЯ ОТЖИГА МЕТАЛЛА В РУЛОНАХ, содержащие футерованный нагревательный колпак, снабжены горелочным устройством и системой делительных каналов, подставкой с вентилятором и направляющими лопатками, термостойким муфелем, колпаком водяного охлаждения с водяным кольцом крышки EM-формы усеченного конуса с конической боковой поверхностью 5 10 o направленной стороной большого диаметра стойки.Что такое отжиг? Полное руководство по процессу
Отжиг – это процесс термообработки, который изменяет физические, а иногда и химические свойства материала, чтобы увеличить пластичность и снизить твердость, чтобы сделать его более пригодным для обработки.
Нажмите здесь, чтобы увидеть наши последние подкасты по технической инженерии на YouTube .Процесс отжига требует, чтобы материал превышал его температуру рекристаллизации в течение заданного времени перед охлаждением.Скорость охлаждения зависит от типа отжигаемых металлов. Например, черные металлы, такие как сталь, обычно оставляют охлаждаться до комнатной температуры на неподвижном воздухе, в то время как медь, серебро и латунь можно медленно охлаждать на воздухе или быстро закаливать в воде.
Процесс нагрева вызывает миграцию атомов в кристаллической решетке и уменьшение количества дислокаций, что приводит к изменению пластичности и твердости. При охлаждении термически обработанный материал перекристаллизовывается. Размер кристаллического зерна и фазовый состав зависят от скоростей нагрева и охлаждения, которые, в свою очередь, определяют свойства материала.
Горячая или холодная обработка металлических деталей после отжига еще раз изменяет структуру материала, поэтому для достижения желаемых свойств может потребоваться дополнительная термообработка.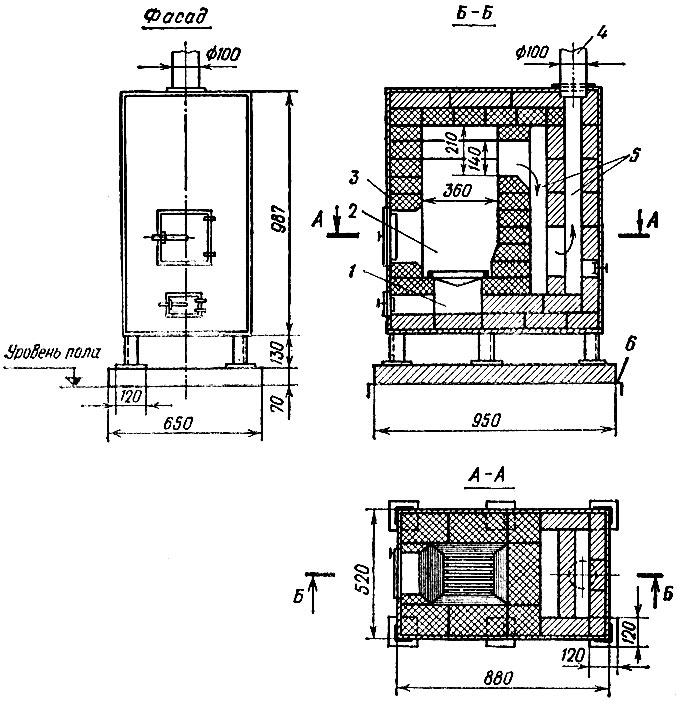
Однако, зная состав материала и фазовую диаграмму, термическая обработка может смягчить металлы и подготовить их к дальнейшей обработке, такой как формовка, формование и штамповка, а также предотвратить хрупкое разрушение.
Печь для отжига работает, нагревая материал выше температуры рекристаллизации, а затем охлаждая материал после того, как он выдерживается при желаемой температуре в течение подходящего периода времени.Материал рекристаллизуется при охлаждении после того, как процесс нагрева вызвал движение атомов для перераспределения и устранения дислокаций в заготовке.
Отжиг состоит из трех стадий – стадии восстановления, стадии рекристаллизации и стадии роста зерна. Они работают следующим образом:
1. Этап восстановления
На этой стадии используется печь или другое нагревательное устройство для повышения температуры материала до такой точки, при которой внутренние напряжения снимаются.
2. Этап перекристаллизации
Нагрев материала выше температуры рекристаллизации, но ниже точки плавления приводит к образованию новых зерен без каких-либо остаточных напряжений.
3. Стадия роста зерна
При охлаждении материала с определенной скоростью появляются новые зерна. После этого материал станет более работоспособным. Последующие операции по изменению механических свойств могут быть выполнены после отжига.
Отжиг используется для устранения эффектов наклепа, которые могут возникать во время таких процессов, как гибка, холодная штамповка или волочение.Если материал станет слишком твердым, это может сделать невозможным работу или привести к растрескиванию.
При нагревании материала выше температуры рекристаллизации он становится более пластичным и, следовательно, готов к повторной обработке. Отжиг также снимает напряжения, которые могут возникнуть при затвердевании сварных швов. Горячекатаную сталь также формуют и формуют путем ее нагрева выше температуры рекристаллизации.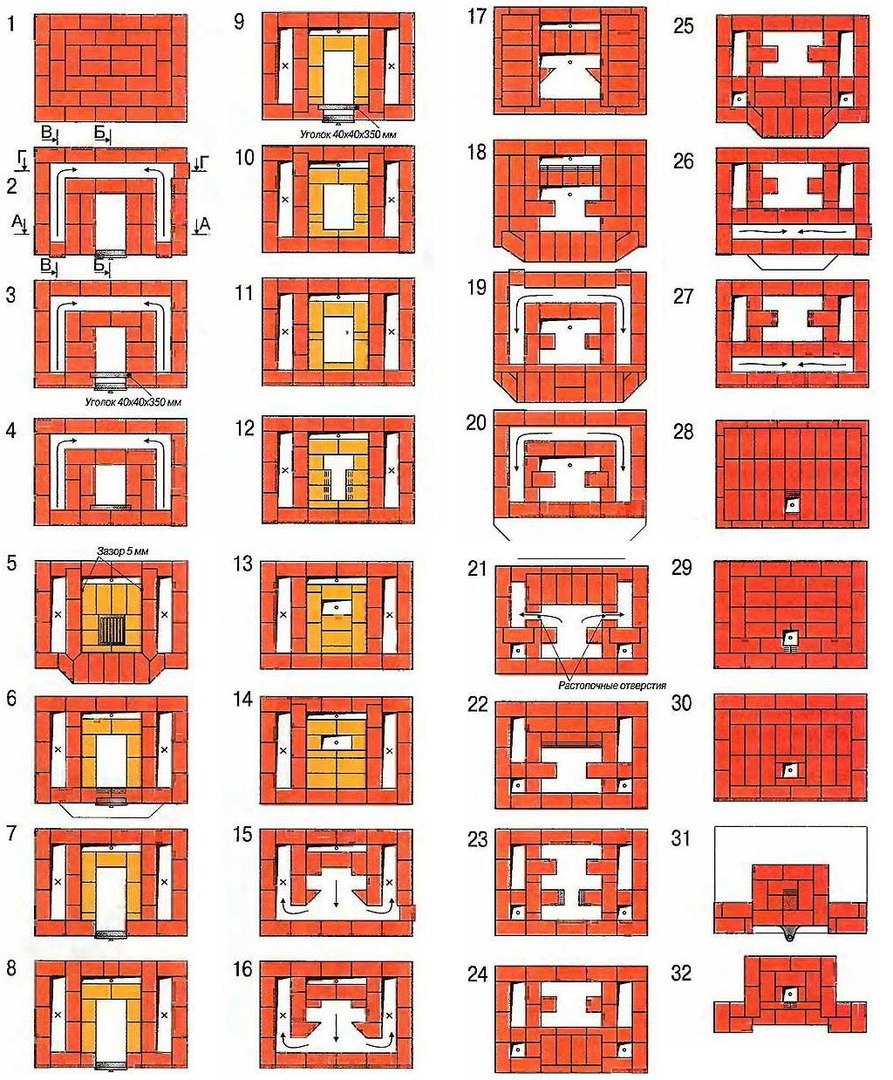 Хотя отжиг стали и легированной стали является обычным явлением, другие металлы также могут получить выгоду от этого процесса, например, алюминий, латунь и медь.
Хотя отжиг стали и легированной стали является обычным явлением, другие металлы также могут получить выгоду от этого процесса, например, алюминий, латунь и медь.
Производители металла используют отжиг, чтобы создавать сложные детали, сохраняя материал в рабочем состоянии, возвращая его в состояние, близкое к предварительно обработанному. Этот процесс важен для сохранения пластичности и снижения твердости после холодной обработки. Кроме того, некоторые металлы подвергаются отжигу для повышения их электропроводности.
Отжиг может проводиться со сплавами, причем частичный или полный отжиг являются единственными методами, используемыми для нетермообрабатываемых сплавов. Исключением являются сплавы серии 5000, которые могут подвергаться низкотемпературной стабилизации.
Сплавы отжигаются при температуре 300–410 ° C, в зависимости от сплава, с временем нагрева от 0,5 до 3 часов, в зависимости от размера заготовки и типа сплава. Сплавы необходимо охлаждать с максимальной скоростью 20 ° C в час, пока температура не снизится до 290 ° C, после чего скорость охлаждения не имеет значения.
Основные преимущества отжига заключаются в том, что этот процесс улучшает обрабатываемость материала, увеличивает ударную вязкость, снижает твердость и увеличивает пластичность и обрабатываемость металла.
Процесс нагрева и охлаждения также снижает хрупкость металлов, улучшая их магнитные свойства и электропроводность.
Основным недостатком отжига является то, что это может занять много времени, в зависимости от того, какие материалы подвергаются отжигу. Для достаточного охлаждения материалов с высокими требованиями к температуре может потребоваться много времени, особенно если они оставлены для естественного охлаждения внутри печи для отжига.
Отжиг используется в различных отраслях промышленности, где металлы необходимо обрабатывать в сложные конструкции или обрабатывать несколько раз.
Отжиг насчитывает сотни лет, о чем свидетельствует само слово, которое происходит от среднеанглийского «anelen», что означает поджигание или разжигание, а также запекание и темперирование.
Среднеанглийский язык, на котором говорили и писали в Англии с 1150 по 1500 год, является потомком древнеанглийского. Термин имел варианты написания, такие как среднеанглийское «onǣlan», и использовалось, как в инструкции с 1400 г., «Take þe plate». из бюстгальтеров, панн или подушек, и подола анеле в þe fire rede hoot ‘(«Возьмите тарелки медных кастрюль или котлов и обожгите их в огне докрасна»).
Хотя мы точно не знаем, кто открыл отжиг, этимология показывает, что это было на практике по крайней мере 900 лет назад.
Металлургическая печь – Каппер, Артур М.
Данное изобретение относится к усовершенствованиям металлургических печей и, в частности, к такой печи колпакового типа, нагреваемой прямым огнем.
Металлургические печи используются для термообработки или отжига металлических листов, рулонов, полос, отливок и т.п., и в металлургической печи как таковой нет ничего принципиально нового, но * настоящее изобретение представляет собой печь, которая значительно улучшена по сравнению с такими, как теперь известны и используются.Конкретная конструкция и особые особенности, которые составляют настоящее усовершенствование, будут более подробно описаны ниже, достаточно сказать, что сейчас одной из основных целей изобретения является создание металлургической печи с прямым нагревом.
Другой целью изобретения является предоставление металлургической печи, в которой материал .20 может эффективно нагреваться или обрабатываться либо в закрытом, либо в открытом состоянии и в атмосфере, которая непосредственно содержит продукты сгорания, и печи, в которой выделяется тепло. равномерное по всей площади.
Другой целью изобретения является создание печи описанного типа, в которой время, затрачиваемое на обработку материала, сокращается по сравнению с известными в настоящее время печами и используемыми в настоящее время способами.
Другой и еще одной задачей изобретения является создание печи описанного типа, в которой обрабатываемый материал может быть помещен в печь и извлечен из нее без использования дверей или машин, как это было в прошлом. , и такая практика нежелательна, так как тепло внутри нагруженных таким образом печей не одинаково во всех его частях, а затраты на получение и поддержание тепла в таких типах печей чрезвычайно велики.
, и такая практика нежелательна, так как тепло внутри нагруженных таким образом печей не одинаково во всех его частях, а затраты на получение и поддержание тепла в таких типах печей чрезвычайно велики.
Другой и другой и важной задачей изобретения является создание улучшенной печи, в которой можно успешно обрабатывать кремниевые пластины.
Другие конкретные объекты, новые особенности конструкции и улучшенные результаты будут представлены более подробно в (следующее описание при чтении в свете сопроводительных чертежей. -На чертежах: Фиг.1 представляет собой вид сбоку печи, построенной в в соответствии с настоящим изобретением.На фиг.2 показан вертикальный разрез печей.
55 Фиг. 3 – вид в горизонтальном разрезе по линии 6-6 на фиг. 2, если смотреть в направлении, указанном стрелками.
Имея ссылку на чертежи, на которых одинаковые элементы обозначены аналогичными ссылочные позиции по всему описанию, я представляю собой основание или очаг, состоящее преимущественно из некоторых изолирующих или огнеупорного материала, и может быть \ постоянно или переносимым расположен приблизительно уровня пола на подходящем опоры, такие как балки 2 и т.п. Этот под опирается на подходящую опорную плиту 20 и удерживается на ней подходящим углом или концевыми элементами 4.
Камера сгорания образована переносным колоколом, обозначенным буквой A в целом, и состоит из боковых стенок, торцевых стенок и крышки или верха.
Эти стены и верхней состоят из изолирующего или огнеупорного материала, и при поддержке и построены в подходящей металлической раме II, который на своем верхнем конце снабжен множеством подходящих рым-болты 24а, с помощью которого крышка может быть поднята от очага путем подъемник и т.п., что позволяет загружать и разгружать топочную камеру.
в центре и продольно расположенный на нижней стороне очага и его опорной плиты расположен в канале или channelway 7, который взаимодействует с множеством выпускных дымоходов выходного отверстия 8, расположенных в продольной отделенной выравнивании очага.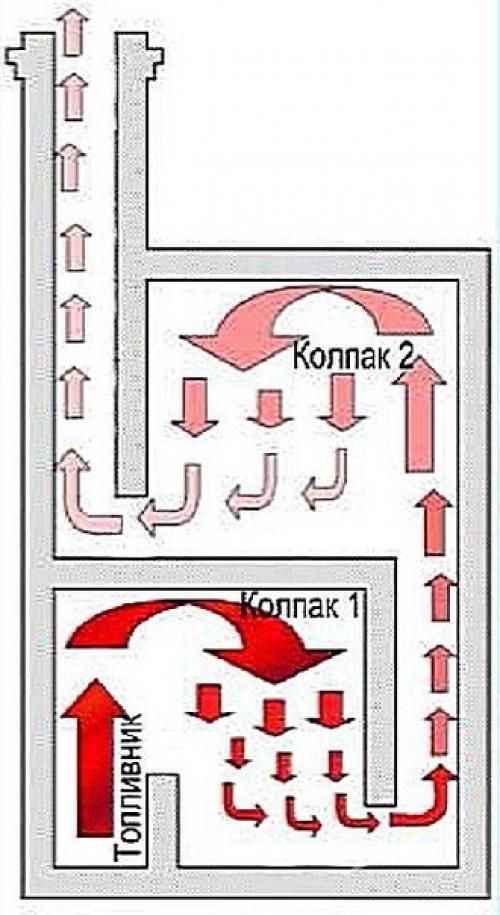 Этот выходной канал 7 дымохода снабжен сообщающейся трубой 9 для вывода продуктов сгорания наружу в атмосферу из здания, в котором расположена печь.
Этот выходной канал 7 дымохода снабжен сообщающейся трубой 9 для вывода продуктов сгорания наружу в атмосферу из здания, в котором расположена печь.
С целью направления и частичного позиционирования крышки «А» на поде передняя и задняя стенки крышки снабжены рядом с их нижними краями проушинами или петлями 14а, которые приспособлены для приема подходящих вертикально выступающих штифтов 13, установленных на основании.При использовании печи обрабатываемый материал обычно и предпочтительно помещается на подходящую тарелку 15, которая поддерживается отдельно от пода с помощью шариков 16, а затем материал накрывается подходящей коробкой 14, обычно называемой коробкой для отжига. .
Когда обрабатываемый материал расположен внутри печи, крышка A, конечно же, опускается, и топливо включается в горелки и зажигается.
Хотя я описал обрабатываемый материал как содержащийся в крышке или контейнере для отжига 14, следует понимать, что использование этого контейнера не является абсолютно необходимым и что материал может быть помещен на лоток 15 без использования крышки.
Эта конкретная печь была разработана для обработки кремниевых пластин. Обычно кремниевые пластины используют так, чтобы они были абсолютно плоскими после завершения обработки. Эти пластины не должны иметь складок или изгибов.
Если кремниевые пластины не подвергаются практически абсолютно равномерной термообработке, в результате получаются волнистые или криволинейные пластины, и поэтому для преодоления этого нежелательного результата был разработан этот конкретный тип печи.
Горелки расположены в точках 28 и 29 на боковых стенках крышки, как показано на фиг. 2 чертежей, и горючая смесь проходит в камеру 24 горелки через отверстия 30 и 31.
Чтобы предотвратить прямое попадание пламени на боковые стенки камеры для отжига, которое могло бы привести к неравномерному нагреву кремниевых пластин с нежелательными результатами, описанными выше, между выпускными отверстиями 30 и 31 горелки и боковыми стенками размещается перегородка. камеры отжига.Эта перегородка имеет форму U-образного элемента, имеющего боковую стенку 32 и торцевые стенки 33, которые примыкают к боковым стенкам коробки 14, в результате чего продукты сгорания перемещаются вверх по внешней стороне экрана или перегородки, как 2, обозначенные стрелками на фиг. 2 чертежей, и продукты сгорания будут проходить вниз через открытые верхние части 34 экранов и вдоль боковых стенок камеры отжига и под коробкой в выпускной дымоход 1, причем все это очевидно обозначены стрелками.
Таким образом, можно видеть, что топочная камера нагревается прямым огнем. Этот тип нагрева можно назвать световым, и было обнаружено, что он очень эффективен для получения желаемых результатов. По мере того, как газ и воздух проходят в камеру печи, углерод из смеси постепенно высвобождается, что приводит к равномерной температуре и распределению тепла по всей камере печи.
Только что описанная конструкция такова, что при фактическом использовании было обнаружено, что даже с печью с прямым нагревом было достаточно хорошо получено равномерное и плавное распределение тепла, чтобы обеспечить успешную обработку кремниевых пластин.Конечно, следует понимать, что печь не обязательно должна быть сконструирована во всех деталях точно так, как описано, и что могут быть сделаны отклонения, не выходящие за рамки сущности изобретения.
Комбинация колпаковой печи, нагреваемой прямым огнем, дает несколько преимуществ и устраняет несколько недостатков печей, известных и используемых в настоящее время.
Печи, которые сейчас широко используются, в большинстве случаев загружаются обрабатываемым материалом через двери или тому подобное, а обрабатываемый материал в большинстве случаев транспортируется в автомобилях или аналогичных транспортных средствах.Сами по себе дверцы нежелательны, так как по необходимости существует определенная утечка воздуха или атмосферы вокруг них, что затрудняет и дорого поддерживает равномерное нагревание при желаемой температуре, и, кроме того, эти дверцы по своей природе стремятся сделать тот конец или сторону печи, где они расположены холоднее th (остальная часть топочной камеры за счет излучения самих дверок.
В дополнение к этому недостатку печи старого типа, обсуждаемого сейчас, являются также (более дорогостоящими в строительстве, эксплуатации и обслуживании из-за дополнительного необходимого оборудования и обслуживания этого оборудования, совершенно очевидно, что в печи моего Тип загрузки может быть загружен или размещен в топочной камере с минимальным оборудованием.
Нагревая топочную камеру прямым огнем и вводя горючую смесь определенным образом или способом, эквивалентным описанному выше, я получаю преимущество полного проникновения в атмосферу внутри топочной камеры свободного углерода, который действует как среда передачи тепла обрабатываемому произведению. Это верно независимо от того, используется ли ящик для отжига в качестве покрытия для работы.
Мне известно, что в прошлом были сконструированы и запатентованы металлургические печи, в которых в камере печи в качестве теплоносителя использовались теплопередающие трубы и аналогичные устройства.Эти устройства нежелательны не только из-за их чрезмерной первичной стоимости, но и из-за их высокой стоимости обслуживания из-за необходимой замены нагревательных трубок или других конкретных нагревательных элементов, используемых в нагревательной камере печи. Мое устройство является значительным улучшением по сравнению с устройствами такого типа.
I претензия: 1. В металлургической печи под, крышка для пода для образования закрытой топочной камеры, ряд выходных отверстий для дымовых газов, расположенных по центру в указанном поде и сообщающихся с выходным патрубком, закрытая коробка для содержания материал, который должен обрабатываться внутри печи, означает поддержку указанного ящика над указанным дном пода и его выходных дымоходных отверстий, проходящие вертикально перегородки параллельно каждой стороне коробки и боковым стенкам крышки печи, указанные перегородки снабжены торцевыми стенками, проходящими в направлении и зацепление боковых стенок коробки в точке, примыкающей к концам коробки, верхние концы упомянутых перегородок заканчиваются примерно в той же горизонтальной плоскости, что и верх упомянутой коробки, и образуют между собой и коробкой закрытые проходы дымохода, горелки в противоположном направлении. боковые стенки указанной крышки печи для направления пламени на указанные перегородки и указанные выпускные отверстия дымохода, создающие тягу вниз в указанной топочной камере с целью спекулянт.2. В металлургической печи под, крышка для пода для образования закрытой камеры печи, закрытый ящик, поддерживаемый по центру внутри указанной камеры и над ее подом и содержащий обрабатываемый материал внутри камеры печи, боковые стенки упомянутой крышки, параллельной боковым стенкам ящика и отдельно от них, ряд горелок, расположенных в горизонтальном ряду, смежных с днищами каждой из упомянутых боковых стенок крышки, второй ряд горелок, расположенных в горизонтальном ряду в каждой из боковые стенки упомянутой крышки в точке в плоскости S немного ниже плоскости верхней части упомянутой коробки, перегородки с каждой стороны упомянутой коробки и простираются от пода вверх до точки над верхними рядами горелок, упомянутые перегородки параллельны боковые стенки крышки и боковые стенки коробки и расположены на расстоянии друг от друга, указанные перегородки снабжены торцевыми стенками, проходящими по направлению к сторонам указанной коробки и входящими в контакт с ними, чтобы обеспечить закрытые дымоходы в каждой из них. de коробки, означает сжигание пламени на всех указанных горелках и его попадание на перегородки, выход дымохода, позволяющий открываться в указанном очаге в точке под указанной коробкой, и указанные отверстия, имеющие сообщение с дымовой трубой, посредством чего горячие продукты сгорания заставляют циркулировать вверх между перегородками и боковыми стенками крышки и вниз между перегородками и коробкой, а затем под коробкой и наружу из топочной камеры через вышеупомянутое выходное отверстие для дымовых газов.
боковые стенки указанной крышки печи для направления пламени на указанные перегородки и указанные выпускные отверстия дымохода, создающие тягу вниз в указанной топочной камере с целью спекулянт.2. В металлургической печи под, крышка для пода для образования закрытой камеры печи, закрытый ящик, поддерживаемый по центру внутри указанной камеры и над ее подом и содержащий обрабатываемый материал внутри камеры печи, боковые стенки упомянутой крышки, параллельной боковым стенкам ящика и отдельно от них, ряд горелок, расположенных в горизонтальном ряду, смежных с днищами каждой из упомянутых боковых стенок крышки, второй ряд горелок, расположенных в горизонтальном ряду в каждой из боковые стенки упомянутой крышки в точке в плоскости S немного ниже плоскости верхней части упомянутой коробки, перегородки с каждой стороны упомянутой коробки и простираются от пода вверх до точки над верхними рядами горелок, упомянутые перегородки параллельны боковые стенки крышки и боковые стенки коробки и расположены на расстоянии друг от друга, указанные перегородки снабжены торцевыми стенками, проходящими по направлению к сторонам указанной коробки и входящими в контакт с ними, чтобы обеспечить закрытые дымоходы в каждой из них. de коробки, означает сжигание пламени на всех указанных горелках и его попадание на перегородки, выход дымохода, позволяющий открываться в указанном очаге в точке под указанной коробкой, и указанные отверстия, имеющие сообщение с дымовой трубой, посредством чего горячие продукты сгорания заставляют циркулировать вверх между перегородками и боковыми стенками крышки и вниз между перегородками и коробкой, а затем под коробкой и наружу из топочной камеры через вышеупомянутое выходное отверстие для дымовых газов.
3. В металлургической печи под, крышка для пода для образования замкнутой топочной камеры, выходное отверстие для дымохода, расположенное в поде и имеющее сообщение с выходным штабелем, опора для листового материала, подлежащего обработке внутри печи. печи, при этом указанная опора расположена над указанным дном пода и его выходным отверстием для дымохода, проходящими вертикально решетками параллельно каждой стороне листов и боковым стенкам крышки печи и на расстоянии друг от друга, указанные перегородки снабжены торцевыми стенками, проходящими в направлении листы в точке, примыкающей к их концам, верхние концы перегородок О заканчиваются примерно в той же горизонтальной плоскости, что и самый верхний рабочий лист и образуют между собой и листами проходы дымохода, горелки на противоположных боковых стенках указанного кожуха печи для направление пламени на указанную перегородку 1 и указанное выходное отверстие дымовой трубы и пода, создающее тягу вниз в указанной топочной камере для описанной цели.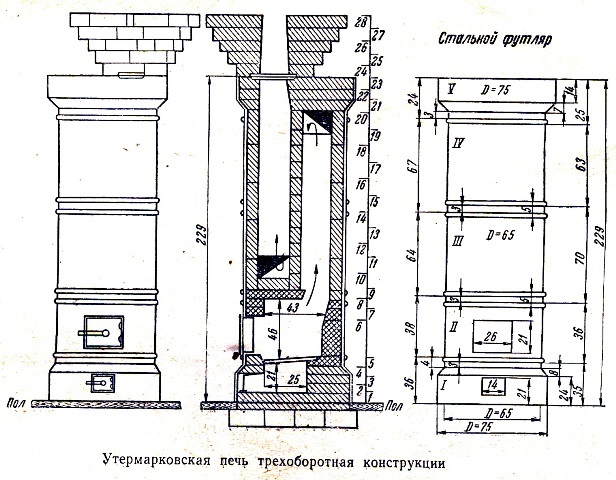
АРТУР М. КАПЕР.
[PDF] Термическая промышленность, процессы и оборудование
Скачать Термическая промышленность, процессы и оборудование …
Термическая промышленность, процессы и оборудование Содержание презентации •Термическая промышленность и обзор процессов
•
Термическая обработка – видео-презентация
•
Газовые печи для термообработки металла
•
Термическая среда
•
Электрические системы термообработки (печи)
•
Инструменты и модели для технологического нагрева для термической обработки
•
Новое газовое оборудование для технологического нагрева
Термическая промышленность и процессы
Обзор
ЧТО ТАКОЕ ТЕПЛО ОБРАБОТКА ?
Кто использует термическую обработку?
Контролируемое нагревание и охлаждение металла для изменения его свойств и характеристик.Посредством: • Изменения в микроструктуре • Изменения в химии или составе
Обычно термообработанные металлы
Температура
Сталелитейные заводы Литейные заводы по производству чугуна и стали Металлообрабатывающее оборудование и электрическое / электронное оборудование Транспортное оборудование C Коммерческое и тепловое H t Обработка стали Сервисные центры
37 3398 5051
Для повышения ударной вязкости
•
• Для увеличения твердости
Первичные производители –
• Для повышения пластичности • Для улучшения обрабатываемости
•
• Для улучшения структуры зерен
повышение износостойкости
•
Нагрев до контрольной температуры Поддержание при температуре (выдержка) Охлаждение (быстрое или медленное / контролируемое)
Цеха плавки и литья, кузнечные заводы, производители автомобильных деталей, сельскохозяйственного и землеройного оборудования, Станки и др.
Коммерческие установки для термообработки –
Поставщики услуг S i P для различных процессов обработки различных деталей для производителей.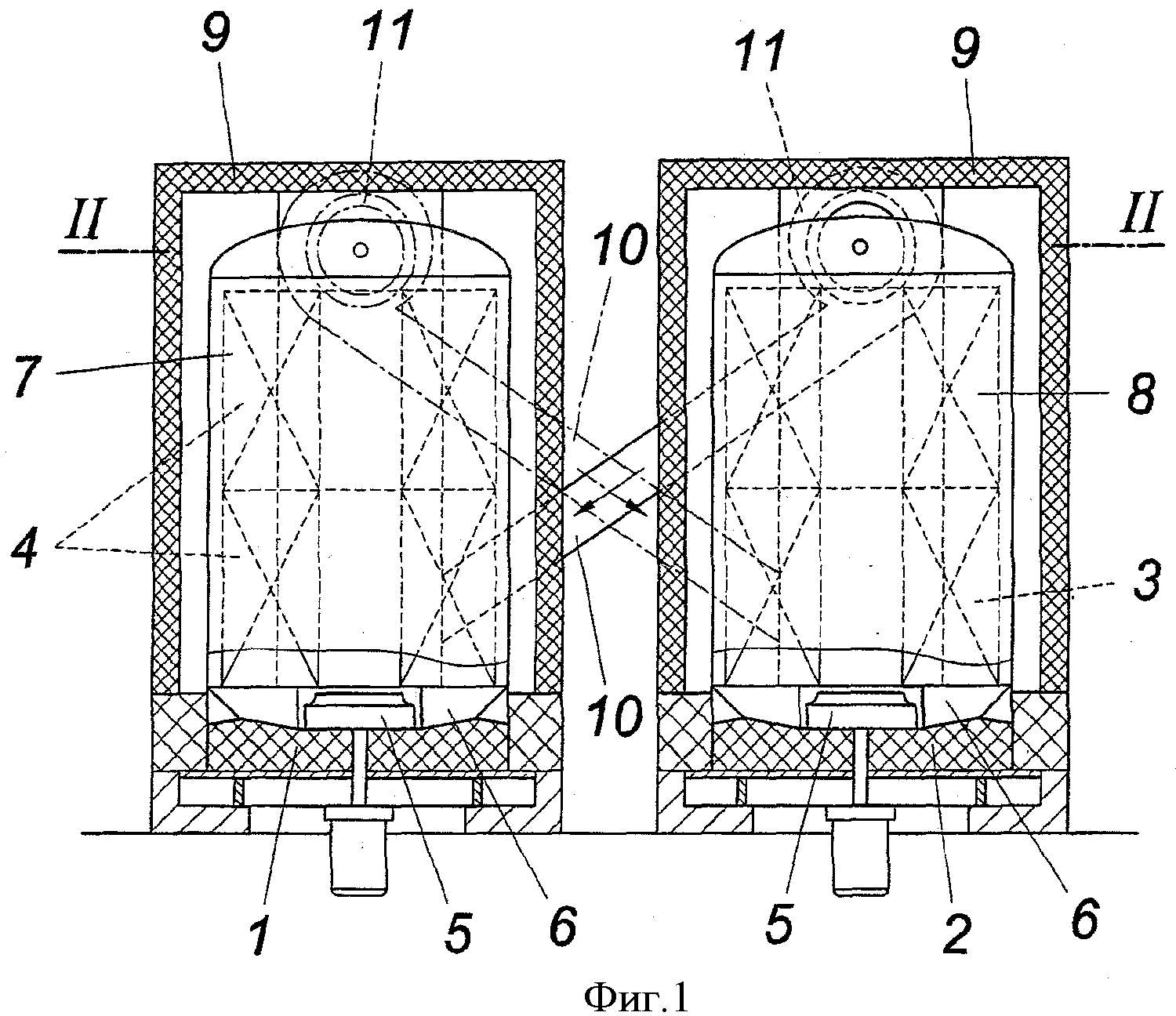
Несколько фактов о термообработке •
Сталь – это первичный металл, подвергаемый термообработке. Более 80% термической обработки приходится на сталь. Сталь
•
Термическая обработка металлов составляет примерно 100 млрд кубометров газа по всей стране.
•
Установки для термообработки используют природный газ для обеспечения примерно 2/3 энергии, используемой для термообработки (основными конкурентами являются индукционная, вакуумная и коммерческая атмосфера).конкуренции)
•
Текущая доля решений по газу составляет примерно 50/50 между газом и электричеством.
H ldi (выдержка) Holding (k)
Нагрев
Время
Сталелитейные заводы: закалка прутков, стержней, труб, труб и т. Д. Отжиг пластин, листов, проволоки и т.д. • Для снятия остаточных напряжений
Стандартный цикл термообработки • • •
Промышленность
331 332 34 35 и 36
Зачем нужна термическая обработка? •
Черные металлы • Сталь • Чугун • Сплавы • St il Нержавеющая сталь St l • Инструментальная сталь Цветные металлы • Алюминий • Медь • Латунь • Титан
SIC
Термическая обработка металлов Темы презентации
• Что такое Термическая обработка металлов? • Где это используется? • Почему WH и D, как это сделано? • Какие процессы и оборудование используются для термической обработки H tT? ти?
Что такое термообработка? Управляемый нагрев и охлаждение металла для изменения его свойств ti и dP Performance.f За счет: • Изменения микроструктуры • Изменения химического состава или состава
Температура
Выдержка (выдержка)
Время
Несколько фактов о термообработке • Термическая обработка металлов составляет примерно 100 млрд куб. футов газа по всей стране. • Установки для обработки тепла используют природный газ для обеспечения около 2/3 энергии, используемой для термообработки (индукционный вакуум и коммерческая атмосфера (индукция, основная конкуренция). • Текущая доля решений по газу составляет примерно 50/50 между газом и электричеством.
• Текущая доля решений по газу составляет примерно 50/50 между газом и электричеством.
Зачем нужна термообработка? Простыми словами Термины…. •
Смягчите слишком твердую деталь.
•
Закалите не достаточно твердую деталь.
•
Нанесите твердую кожу на мягкие части. Мягкий
•
Сделайте хорошие магниты из обычного материала.
•
Внесение выборочных изменений свойств в деталях.
Вт · ч использует H Who Heat Treating i? • Авиационная промышленность • Производство автомобилей • Оборонный сектор • Кузнечное производство • Литейное производство • Тяжелое машиностроение M Производство f t i • Производство порошковых металлов
Wh II Промышленность В каких секторах вы используете H Тепловая обработка i? SIC
Промышленность
331 332 34
Сталелитейные заводы Литейное производство железа и стали Металлообработка M hi Machinery and d Электрическое / электронное оборудование Транспортное оборудование Коммерческая термическая обработка стали Сервисные центры
35 и 36 37 3398 5051
Типы устройств для термообработки • Коммерческие установки для термообработки – термообработка деталей как «мастерская».- Сообщается под кодом SIC 3398. – Прибл. 10% всей продукции термообработки приходится на коммерческие установки для термообработки. – Обычно в каждом коммерческом цехе термообработки имеется от 4 до 5 теплообменников.
• Теплообработчики в неволе – обычно часть крупного производственного бизнеса. – Они, как правило, все производят «продукты», а не па-детали. ts – Скрытая термообработка разбросана по всем производственным кодам SIC (DEO имеет более 100 индивидуальных кодов SIC для устройств тепловой обработки).
Обычно термообработанные металлы •
Черные металлы – – – – –
•
Сталь Чугунные сплавы Нержавеющая сталь Инструментальная сталь
Цветные металлы – – – –
Алюминий C Медь Латунь Титан
Сталь Is первичный металл, подвергаемый термической обработке.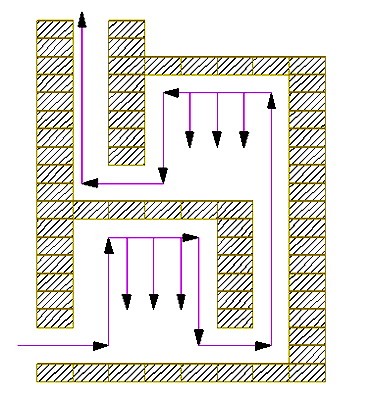 Более 80% термообработки приходится на сталь
Более 80% термообработки приходится на сталь
Процессы термообработки
Этапы термообработки •
Загрузка
• Очистка • Предварительная стирка с коалесцирующим агентом • Система дефосфата • Ополаскивание распылением
• Закалка • Покрытие поверхности • Разгрузка
• Нагрев • Предварительный нагрев g • Нагрев • Замачивание и диффузия • Предварительное охлаждение
• Закалка (охлаждение) • Последующая промывка
Оборудование, обычно используемое для операций термообработки • •
Промывка) Оборудование Газовые печи – – – –
•
Прямое сжигание с использованием горелок, работающих непосредственно в печи Печи с косвенным нагревом: радиационная труба, муфель, реторта и т.Ванна расплавленной соли (или свинца) Кипящий слой
Печи с электрическим нагревом – Индукционный нагрев – Электрический резистивный нагрев – Другое ((например, лазерный, электронно-лучевой и т. Д.))
• • •
Закалочное или охлаждающее оборудование Система транспортировки материалов Испытания и контроль качества в лаборатории на любом оборудовании qu p
Газовые печи для термической обработки металлов
Оборудование для нагрева металла с электрическим обогревом
Электро-атмосферная печь
Вакуумная печь
Индукционное оборудование
Типы термической обработки Коробка для печей
4560 Индукционная
Карбоновая
100150
Колпак, колпак, откидной pp
150
Вертикальный приямок
60
Вакуумная ванна
13425 Коробка
100 7700 Соль .) Роликовый очаг Barre-Roller Cont. stripline Cont. индукционный
200
Конвейер
4395 Нижняя часть вагона
6000 Толкатель
Толкатель Кипящий слой Соляная ванна
3195 Конвейер
4890 Колпак, колпак, откидной колпак
50330 5
50 3302 5
1304765 Вертикальный приямок
Вращающийся под, встряхивающий под Плазменный индукционный лазер
2510 Вакуум
Пламенные головки с электрическим лучом
Оборудование для термообработки Газовые печи
• • •
Термические печи могут быть периодического действия непрерывно Печи нагреваются с помощью: газовых горелок прямого действия, радиационных труб или электрических нагревательных элементов Более 60% всей энергии, используемой для термообработки, используется для нагрева нагрузки
Компоненты типовой линии термообработки • Станция загрузки • Мойка и сушилка деталей • Печь для термообработки (науглероживание, печь HDI, вакуумная печь для закалки и т.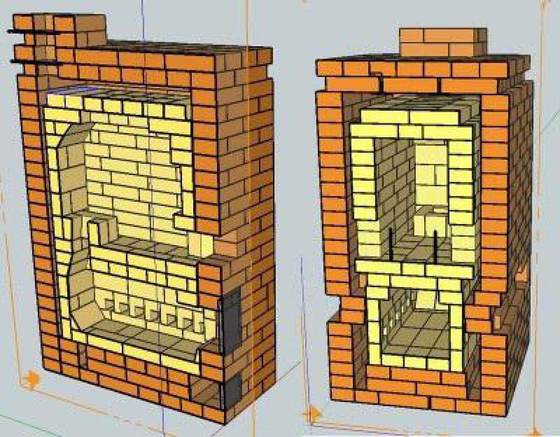 Д.) • Подача атмосферы (генераторная или коммерческая) • Закалка • Стиральная машина и сушилка • Закалочная печь • Разгрузка • Контроль качества – проверка
Д.) • Подача атмосферы (генераторная или коммерческая) • Закалка • Стиральная машина и сушилка • Закалочная печь • Разгрузка • Контроль качества – проверка
Обычно используемые печи • Встроенная закалочная печь (т.е. печь AllCase) • • • • • •
Типы нагрева Обработка
Вакуум
Атмосферное p при окружающем ƒ Рабочее (атмосферное) давление.
ƒ
Работает при вакууме или давлении ниже атмосферного.
ƒ Загрузка нагревается и охлаждается в присутствии воздуха или специальных газов (технологическая среда),
ƒ
Может включать охлаждение газа под высоким давлением с использованием специальных газов.
в жидких ваннах или в псевдоожиженном слое.
ƒ
Включает оборудование для ионной или плазменной обработки.
Основные компоненты технологической атмосферы печи
Роликовый под, вибрационный под, толкатель, сетчатая лента, реторта и т. Д.
Вакуумная печь Печь с псевдоожиженным слоем тележная печь с подовой печью с соляной ванной Печь с ямкой
Печи
Выхлопные газы
Теплоизоляция Производство теплаИсточник энергии (топливо, электричество и т. Д.)
Теплопередача
Рекуперация тепла
Воздух Обработка материалов
Обработка материалов
Печи для термообработки, два основных типа
• Атмосфера – работают при атмосферном давлении. – Загрузка нагревается и охлаждается в присутствии воздуха или специальных газов (технологическая среда), в жидких ваннах или в псевдоожиженном слое.
• Вакуум – работает при вакууме или давлении ниже атмосферного. – M Может включать охлаждение газа под высоким давлением с использованием специальных газов.- Включает оборудование для ионной или плазменной обработки.
Источник тепла для газовых печей • Горелки с прямым нагревом * • Излучающие трубы * • Глушитель или реторта, обогреваемые внешними горелками / электрическими элементами • Нагревание горячим маслом или паром
Муфель
Горелки
Прямые муфельная печь с огневым обогревом
* Они могут подвергаться прямому воздействию на работу или могут находиться вне глушителя или реторты.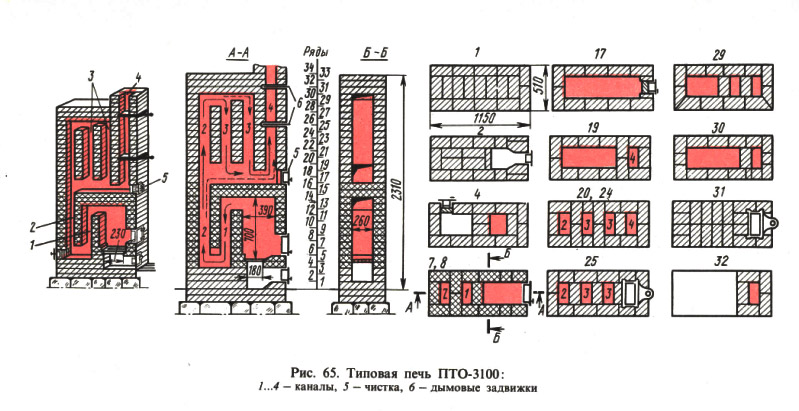
Типовая система сжигания Печи с прямым нагревом Многозонная, многогорелочная система
Топка с косвенным нагревом излучающих труб с p для предварительного нагрева g Рекуператор воздуха для горения
Две основные проблемы, связанные с выбросами NOx при нагревании природного газа и эффективностью
• Низкий уровень NOx горелки доступны для всех температурных диапазонов.Low NOx
High Velocity
• Использование рекуператоров, регенеративных горелок b может повысить эффективность использования газа на 25-40%. • Правильный контроль горения и выбор правильных горелок.
Регенеративные горелки
Газовые печи для термообработки металла
Печь для интегральной закалки (IQ) • «Рабочая лошадка» в термической промышленности • Печь периодического действия для закалки и науглероживания • Включает в себя камеру закалки и охлаждения • Может быть Однокамерный (вход-выход) (вход-выход) или двухкамерный • Нагрузка от 800 # с до 6000 # с • Рабочая температура – обычно до 1800 ° F
Печь с интегральной закалкой (IQ)
• Излучающие трубы (с газовым обогревом ) или с электрическим подогревом.• Может или не может быть муфты для разделения нагрузочных и излучающих трубок. • Технологическая среда: эндогаз, смесь эквивалентного науглероживающего газа или нейтральная атмосфера. Атмосфера • Циркуляционный вентилятор для конвекционного теплообмена.
Печь для отпуска или вытяжки • Печь периодического действия для предварительного нагрева, T отпуска i (после (f закалки), h) снятия напряжений и отжига. • O Рабочая температура T t Диапазон: от 350 ° F до 1400 ° F. • Может включать систему охлаждения с использованием теплообменника воздух-вода для ускорения охлаждения.• Прямое сжигание в атмосфере дымовых газов (используются некоторые вакуумные печи для отпуска).
Печь для отпуска или вытяжки • Конвекционный нагрев с использованием рециркуляционного вентилятора. • Грузоподъемность; От 1000 # до 3500 #. • Включает камеру Plenum Pl для распределения f газа G и однородности температуры. y
y
Резервуар для закалки Q •
Непосредственно подключен к печи или встроен в нее. Печь
•
Жидкостью может быть вода, охлаждающее масло или полимер.
•
Требуется система нагрева и охлаждения для поддержания контролируемой температуры закалки.
•
Основная проблема для тушения нефти: пожар, для всего прочего: разлив.
•
Чрезвычайно важно для качества производимых деталей.
Мойка деталей
(периодическая система) y
• Используется для очистки деталей (удаление грязи, машинного масла, металлической стружки и т. Д.). • Можно использовать химические вещества – моющие средства. • Включает несколько этапов стирки, ополаскивания, сушки и т. Д. • Требуется система обогрева внутри и d снаружи d (для (f жидкостей) d) h Стиральная машина. • Можно использовать вакуумное обезжиривание.g • Требуется обширная система обработки жидкостей для обеспечения соответствия требованиям EPA.
A Типичная передняя секция линии термообработки с предварительной промывкой и печью
Линия термической обработки
Задняя секция с отпуском и последующей промывкой
Печи для термообработки цветных металлов Типы печей • Змеевик / фольга Отжиг li Печи F • Прутковые / проволочные печи для отжига • Печи для гомогенизации log g gg • Печи для предварительного нагрева слитков • Печи для старения • Косвенный нагрев (радиационные трубы или электрическое сопротивление)
• Диапазон температур p от 350 ° F до 1150 ° F • Атмосфера с росой Контроль точки • Может включать закалку в воде или контролируемое охлаждение g
Технологические среды для термообработки
Что такое технологическая атмосфера (термообработка)? Смесь газов (CO, h3, CO2, h3O и N2), которая защищает нагрузку или вступает в реакцию с ней во время термообработки
Зачем использовать защитную атмосферу? •
для предотвращения окисления, потери углерода (обезуглероживания) и предотвращения коррозии. –
–
Большинство газов, содержащих кислород (например, воздух, водяной пар [h3O], двуокись углерода [CO2] вступают в реакцию с железом, углеродом и другими элементами, присутствующими в стали.
–
Реакционная способность зависит от температуры и смеси газов, контактирующих с Сталь.
Источник термической обработки Атмосфера •
Природный газ (углеводород) – реакция с воздухом
•
Природный газ – реакция с паром
•
Диссоциация аммиака или реакция аммиак-воздух
или O •
Смесь технических газов (N2, h3 и углеводороды)
Типы технологических сред термической обработки •
•
•
Защитные – для защиты металлических деталей от окисления или потери углерода и других элементов с металлических поверхностей.Реактивный – T Добавление неметаллических элементов к N t lli (IE, (IE углерод, C b кислород, O азот) или металлическим (IE, хром, бор, ванадий) элементам к основному металлу. Очистка – Удаление воздуха или легковоспламеняющихся газов Из печей или резервуаров. V l
Обычно используемые для термической обработки атмосфер •
Богатый и обедненный эндотермический (DX) газ
•
Богатый и обедненный экзотермический газ (RX)
(Они могут иметь низкую или высокую точку росы ) •
Диссоциированный аммиак
•
Смесь водорода и азота
•
Реакция природного газа (углеводород) с воздухом
•
Природный газ – реакция с паром
•
Смесь промышленных газов h3 и углеводороды)
Зачем использовать защитные атмосферы? • T для предотвращения окисления P tO, id ti потери L углерода C b (обезуглероживание), (D bii) и предотвращения коррозии.- Большинство газов, содержащих g-кислород yg (т. Е. (Воздух, водяной пар p [h3O], двуокись углерода [CO2] вступают в реакцию с железом, углеродом и другими элементами, присутствующими в стали и других металлах. – Реакционная способность зависит от температуры и состава газов в Контакт со сталью
• Чтобы избежать и исключить образование горючих смесей или взрывоопасных смесей
Типы рабочих сред • Защитные – для защиты металлических деталей от окисления или потери углерода и других элементов с металлических поверхностей.
• Реактивный – для добавления неметаллических (например, углерода, кислорода, азота) или металлических (например, хрома, бора, ванадия) элементов в основной металл.
• Очистка – удаление воздуха или легковоспламеняющихся газов из печей или сосудов.
Важность защитной атмосферы при термообработке •
Правильный состав и концентрация в печи необходимы для придания требуемых свойств поверхности термообработанных деталей.
•
Потеря «контроля» атмосферы может привести к неприемлемым деталям и серьезным экономическим потерям – это может стоить очень дорого!
•
Атмосфера содержит потенциально опасные (взрывоопасные, опасные для жизни) газы и требует «уважительного отношения».
•
Новые достижения в области измерения и контроля атмосфер при термообработке позволяют точно контролировать атмосферу для производства качественных деталей.
Атмосферы, обычно используемые при термообработке, защитной и продувке – Эндотермические газы • Бедная – высокая и низкая точка росы • Богатая – высокая g и низкая точка росы
– Азот – смесь N2 и небольшого количества CO
Реактивные – экзотермические газы – Смесь (или отдельная) газов: водород, CO, Ch5, азот и другие Ch5, углеводороды – диссоциированный аммиак (h3 + N2)
Источник атмосферы Требование:
Смесь газов (CO, h3, CO2, h3O и N2), которые дают необходимый q состав p для обрабатываемой атмосферы.p • Реакция природного газа (углеводорода) с воздухом • Природный газ – реакция пара • Диссоциация аммиака или реакция аммиак-воздух или: • Смесь коммерческих газов (N2, h3 и углеводороды)
Использование атмосфер в установке Требование:
A Смесь газов (CO, h3, CO2, h3O и N2), дающая q состав p для обработки атмосферы. p
• Большинство заводов имеют собственные, расположенные в центре, генераторы p-газа g для различных типов yp атмосферных атмосфер, требуемых на заводе • В некоторых случаях один или несколько генераторов могут быть p или производственными p площадями, расположенными для каждого “ магазин »• Во многих случаях другие газы (т. е.е. N2, h3, Nh4) поступают от резервуаров-хранилищ, расположенных на территории завода p p, и распределяются по системе трубопроводов pp g в печи. • Газовый поток смешивается, измеряется и регулируется до j в печи. до его впрыска
е.е. N2, h3, Nh4) поступают от резервуаров-хранилищ, расположенных на территории завода p p, и распределяются по системе трубопроводов pp g в печи. • Газовый поток смешивается, измеряется и регулируется до j в печи. до его впрыска
Электрические нагревательные системы для термообработки
Тип электрического нагрева Сопротивление нагрева
Сравнение стоимости электроэнергии и природного газа центов / кВт · ч
$ / млн британских тепловых единиц
4 5 6 7 8 9 10 11 12
12,34 15,42 18,51 21,59 24,67 27.76 30,84 33 93 33,93 37,01
Индукционный нагрев Постоянный ток Лазерный нагрев Электронно-лучевым нагревом Плазменный нагрев Дуговый нагрев
На основе эффективности распределения 90% Преимущества, заявленные поставщиками электросистем
Основные области применения электрического нагрева для термообработки •
Вакуум Печи для термообработки
•
Печи для спекания (порошковый металл)
•
Плазменное или ионное азотирование, науглероживание или нанесение поверхностных покрытий
•
Низкотемпературные печи для отпуска или вытяжки
• Liquid Oils
ench или полимер) Нагрев в резервуарах
•
Газогенераторы (диссоциаторы газа эндо и аммиака)
•
Печи с соляной ванной
•
Шахтные (подземные) печи
•
“100% КПД 100%
•
Лучшая однородность и управляемость температуры
•
Может быть Используется для высокотемпературных процессов
Более высокие эксплуатационные расходы: от 2 до 3 раз для термических печей
•
Капитальные и эксплуатационные затраты
•
Нагревание нагревательных элементов, короткий срок службы и дорогостоящая замена
•
Потеря продукции
•
Опасность короткого замыкания элементов из-за возможности падения металлических частей
•
Экология, безопасность и
•
Могут потребоваться расходы на подстанцию, трансформатор и т. Д.
Д.
•
Коррозия, отложения сажи и т. Д. Для приложений с технологической атмосферой
•
Большая длина печи для того же тепловложения, особенно для печи непрерывного действия
• •
Безопасно – нет опасности взрыва
•
Отсутствуют дымовые газы, с которыми можно справиться
•
Отсутствие загрязнения или выбросов NOx и т. Д.
•
Низкая начальная стоимость печи
•
Простота установки и эксплуатации
•
Легкость автоматизации
Di d Недостатки t – Недостатки D bk Основные проблемы и проблемы
Здоровье •
Производительность и качество
•
Другие факторы
Условия и стоимость электрического отопления
центов / кВт · ч 4 5 6 7 8 9 10 11 12
•
Энергия gy измеряется в киловатт-часах (кВт · ч).
•
1 кВтч = 3 413 БТЕ / час.
•
Эффективность производства электроэнергии составляет примерно 33%, исходя из энергии, необходимой на электростанции.
•
Для эквивалента (доставленного на нагрузку) при производстве электроэнергии на основе британских тепловых единиц выделяется в 2–5 раз больше NOx, чем в газовых печах.
•
Фактическая эффективность использования тепла может находиться в диапазоне от 65% до 85%.
$ / млн британских тепловых единиц 12,34 15,42 18,51 21,59 24,67 27,76 30.84 33,93 37,01
На основе эффективности распределения 90%
Преимущества, заявленные поставщиками электрических систем •
Эффективность «100–100%»
•
Лучшая однородность температуры и управляемость
•
Может использоваться для более высоких Температурные процессы
•
Безопасно – нет опасности взрыва
•
Не используются дымовые газы
•
NP Нет загрязнения II или выбросов E II за счет NOx и т. Д.E
•
Более низкая начальная стоимость печи
•
Простота установки и эксплуатации
•
Можно легко автоматизировать
Недостатки – недостатки •
Более высокие эксплуатационные расходы: в 2-3 раза для термической печи Приложения
•
Нагревательные элементы перегорают, короткий срок службы и дорогостоящая замена
•
Опасность короткого замыкания элементов из-за возможности падения металлических деталей
•
млн. bstation T Трансформатор отвечает мне и т. д. и т. д.
bstation T Трансформатор отвечает мне и т. д. и т. д.
•
Коррозия, отложения сажи и т. Д. Для приложений с технологической атмосферой
•
Большая длина печи для того же тепловложения, особенно для непрерывной печи
Первичные применения электрического нагрева для термообработки •
Вакуумная термообработка Печи
•
Печи для спекания (порошкового металла)
•
Плазменное или ионное азотирование, науглероживание или покрытие поверхностей
•
Низкотемпературные печи отпуска или вытяжки
•
Li t Quench Q h Oils Oil или Polymer) P l) Нагревание H ti in i Резервуары T k
•
Газогенераторы (эндогаз и диссоциаторы аммиака)
•
Печи с соляной ванной
•
Шахта ) Печи
Электрические нагревательные системы для термообработки •
Электрические нагревательные системы сопротивления – –
•
•
90 002 Обычные печи с электрическим нагревом Печи с электрическим нагревом в атмосфереВакуумная печь с электрическим нагревом –
Нагрев и термообработка
–
Плазменное азотирование
–
Плазменное азотирование
a Плазменное науглероживание
a
Основные j Компоненты системы электрического обогрева • Нагревательные элементы l • Источник питания • Система управления мощностью, подключенная к печи T Температура t C Система управления tl • Система водяного охлаждения
Атмосферная печь с электрическим подогревом
Примечание: • Соединения электрических нагревательных элементов • Отсутствие горелок, вентиляционных отверстий, трубопроводов воздух-воздух-газ, вентиляционных отверстий или каналов для дымовых газов
Характеристики вакуумной печи с электрическим обогревом •
Вакуумный резервуарВ V l с водяным охлаждением C ld Shell Sh ll – Высокотемпературные нагревательные элементы (графит, молибден и др.)) – Изолированный экран между элементами и кожухом с водяным охлаждением
• • • • •
Вентилятор циркуляции газа с теплообменником с водяным охлаждением и газовым аккумулятором Система рециркуляции и охлаждения воды Система вакуумного насоса управляет системой транспортировки материалов
Основные причины для Использование вакуумной термообработки Отрицательные: N i • Более высокие капитальные затраты • Более высокие коммунальные расходы (электричество) g в целом • Более высокие эксплуатационные расходы • Более низкая общая мощность • Меньшая гибкость
Положительный результат: P ii • Повторяемость процесса • Однородность температуры • Надежность операций • Лучшая рабочая среда • Отсутствие или низкие экологические (предполагаемые выбросы) проблемы • Автоматизация – лучшее приложение для компьютерного управления
Индукционный нагрев для H-обработки тепла T i A Applications li i
Что такое индукционный нагрев? ж • Способ нагрева электропроводящих предметов. • Не требуется контакта q между объектом и источником тепла. • Тепло можно применять к определенным участкам или поверхностным зонам. • Высокий поверхностный тепловой поток относительно короткое время нагрева. time
• Не требуется контакта q между объектом и источником тепла. • Тепло можно применять к определенным участкам или поверхностным зонам. • Высокий поверхностный тепловой поток относительно короткое время нагрева. time
Применение индукции для нагрева металла • Точечный нагрев i – Пайка,
Пайка, местный нагрев, точечная закалка.
•
Поверхностный нагрев – Поверхность
Закалка, отверждение, горячая посадка
• Сквозной нагрев H ti – отпуск, ковка, отжиг, сквозное упрочнение.
• Плавка – сталь, медь, латунь, алюминий
Газовые вакуумные печи www.gasfiredvacuum.com
Представлено в разделе «Доступные / развивающиеся технологии»
Инструменты для технологического нагрева и модели Модели *
Эти инструменты помогут вам добиться процветания!
Спасибо, что показали нам, как! Понимание – ключ к достижению результатов!
* Контент, частично предоставленный посредством участия Dominion в Консорциуме осведомленности о термической обработке Центра энергетических решений и в программе DOE BestPractices
Как использовать эти инструменты и модели 1.
Обсудите фундаментальные различия в стоимости природного газа и электроэнергии с i-ми потребителями. Затраты на электроэнергию обычно в 3–5 раз превышают затраты на газ на основе общих БТЕ, поставленных на технологическое оборудование.
2.
Для большинства предприятий относительно небольшое количество всех установленных процессов q p обычно потребляет наибольшее количество энергии g. gy Определите основных пользователей оборудования и соберите основную информацию об использовании энергии для всего основного энергопотребляющего оборудования на заводе.
3.
Для основного оборудования, использующего энергию, запишите данные с заводской таблички и проанализируйте, как и когда используется энергия. Затем оцените эффективность процесса на основе возраста существующего оборудования (обычно более старое означает более низкую эффективность), фактических данных, обращаясь к таблицам, включенным в эти инструменты и модели, или обратившись к поставщику оригинального оборудования.
4 4.
Сравнение эксплуатационных затрат для выбранного оборудования может быть выполнено путем ввода информации об эффективности и стоимости энергии в ячейки модели калькулятора сравнения затрат ИЛИ путем чтения общих результатов, в некоторых случаях, из диаграмм (см. Стр. 4 и 5).
Сравнение затрат на газ и электрическое отопление
Факторы, влияющие на стоимость энергии, включают: 1)) КПД печей с отходящим газом и электричеством 2) Стоимость газа и электроэнергии и 3) Количество часов работы оборудования.
Факторы, влияющие на эффективность газового оборудования 1. 2 2. 3. 4.
Температура дымовых (выхлопных) газов Кислород (или CO2) в дымовых газах Температура воздуха для горения (к горелке) Впрыск или обогащение кислорода (если есть ) в поступающем воздухе для горения
Факторы, влияющие на КПД электрооборудования 1.Коэффициент мощности 2. Потери в распределительной системе (от счетчика до использования) 3. Водяное охлаждение компонентов 4 Индукционная катушка и соединение нагрузки 4.
Сравнение затрат на технологический нагрев
Эквивалент стоимости газа для электрического процесса
* 1: Если КПД равен отличные от трех, показанных здесь, используйте Калькулятор сравнения затрат
Стоимость газа по сравнению с затратами на электроэнергию («КПД» электрического отопления при 60 60, 75 или 85%) * 1
Стоимость газа $ / млн БТЕ за
35,00 30 00 30.00
КПД электрооборудования – 60%
25.00
75%
20,00 15 00 15,00
85%
10,00 5,00 0,00 3,0
4,0
5,0
6,0
7,0
8,0
Стоимость электроэнергии центов / кВт
Сравнение затрат на технологическое отопление
Эквивалент затрат на электроэнергию для газового процесса
* 1: Если КПД отличается от трех показанных, используйте Калькулятор сравнения затрат
Затраты на электроэнергию и затраты на газ (газовое оборудование. КПД нагрева при 40, 40 60 и 80%) * 1 1
КПД нагрева при 40, 40 60 и 80%) * 1 1
Стоимость электроэнергии C, центов / кВт Вт
8,0 7,0
Газовое оборудование qp КПД y – 40%
6,0 5,0
60%
4,0 3,0
80%
2,0 10 1,0 0,0 5,00
6,00
7,00
8,00
9,00
Стоимость газа $ / млн. Британских тепловых единиц
10,00
11,00
Электроэнергетический калькулятор для сравнения затрат на оборудование Найти эквивалент Эффективность Стоимость газа
60% 85% 5 долларов США.50
% – Процент% – Процент на миллион британских тепловых единиц (тыс.футов)
Газовое оборудование обеспечивает экономию затрат, когда стоимость электроэнергии равна (или выше) этой ставки мощности
2,7
центов / кВт
Примечание: TN Чтобы E Введите данные об эффективности и затратах на энергию, «дважды щелкните» зеленую часть ячейки таблицы. Затем «Щелкните» еще раз в ячейке и сделайте желаемый ввод. Наконец, «Щелкните» один раз за пределами ячейки, чтобы просмотреть результаты. НЕ вводите информацию в синие ячейки.
Найти сопоставимый расход газа Эффективность электрического оборудования qp y Эффективность газового оборудования Стоимость электроэнергии Газовое оборудование обеспечивает экономию затрат, когда стоимость газа равна (или ниже) этой стоимости газа
85% 60% 4,5
9,31
% – Процент% – Процент центов / кВт / ч $ / млн британских тепловых единиц (тыс. Куб. Футов)
Допущение по выбору тепла в газовых системах; 10% избыточного воздуха или 2% O2 в дымовых газах Доступное тепло – это максимально возможный «КПД».
Обычно КПД составляет от 75% до 90% доступного тепла, показанного на этом графике.
Процент доступного тепла (%)
90 80 70 60 50 40 30 600
800
1,000
1,200
1,400
1,600
E h Выхлоп t Температура отходящих газов G Температура T t (град. (DF)
1,800
2,000
• Типовая электрическая система • Доступное тепло для факторов эффективности процесса В системах с электрическим обогревом ВСЕ 9 вакуума – 60% такие же потери, как у газовых горелок 9 Индукция I d ti U Менее 22 000 000 F – 65% систем, кроме дымовых газов 9 Индукция Более 2000 F – потери 40%.Потери в линии от 9 SCR – 75% измерения до приложения 9 Сопротивление R it El Elements t – 85% также существуют. 9 Все прочее – 75% • Если не уверены в фактических данных Примечание. Обратитесь в C по вашему оборудованию i Effi i Эффективность используйте 75% у поставщика i для проверки фактических данных Калькулятора коэффициентов сравнения затрат.
Как использовать две модели для определения основного и модифицированного использования энергии 1.
В модели базового случая введите измеренные данные в зеленые ячейки, которые относятся к текущему горению в рабочем состоянии системы.diti Если данные t i не известны, то для получения этих значений избыточного O2 и температуры дымовых газов необходимы портативный анализатор дымовых газов и термопара. Информация.
2.
Для большинства систем сгорания без рекуперации, температура дымовых газов на выходе из процесса будет в среднем на 100-200 F выше, чем температура процесса. Кроме того, содержание кислорода в дымовых газах для многих старых систем сжигания будет составлять от 3 до 9%. Кроме того, температура воздуха для горения будет соответствовать условиям окружающей среды рядом с оборудованием.Если вы не знаете, используйте 100 F.
3.
Для модифицированного случая системы рекуперативного сгорания могут обеспечивать диапазон температур предварительно нагретого воздуха для горения. Большинство систем предварительно нагревают воздух как минимум до 400–600–600 FF. Некоторые из них обеспечивают значительно больше (на 200 F ниже рабочей температуры). Если вы не уверены, используйте 500 F и помогите клиенту уточнить возможную температуру у квалифицированного представителя компании-производителя горелок или поставщика оборудования.
Сравнение затрат на газ и электроэнергию
Факторы, влияющие на стоимость энергии, включают 1) КПД печей с газовым и электрическим нагревом 2) Стоимость газа и электроэнергии и 3) Количество часов работы оборудования.
Базовая модель затрат на тепло
Базовый вариант
Температура дымовых газов в печи t
Кислород в дымовых газах
Избыточный воздух
Град. F.
%
%
Град. F.
% от валовой теплотворной способности
1600 1600
61 6,1
38 3 38,3
100
43 50 43,50
Газовое оборудование обеспечивает экономию, когда стоимость газа равна (или ниже) этой стоимости газа
Стоимость электроэнергии (центов / кВтч), введите 0.045 Входные данные в зеленых ячейках
$
30,31
0,045
Температура воздуха для горения, доступная теплота t
Примечание. Экономия
Посмотреть результат
Модель затрат на технологическое тепло Модификация Модифицированная
Модифицированная модель
Температура воздуха для горения
Температура дымовых газов в печи p
Кислород в дымовых газах
Избыточный воздух
Град.F.
%
%
Град. F.
% от брутто теплотворной способности
1400 1400
21 2,1
10 2 10,2
500
66 17 66,17
Примечание: Газовое оборудование обеспечивает экономию, когда стоимость газа равна (или ниже) этой стоимость газа
Стоимость электроэнергии (центов / кВтч)
Входные данные в зеленых ячейках
$
19,93
0,045
Чтобы ввести данные, нажмите «DoubleClick» на зеленой части ячейки таблицы.Затем «Щелкните» еще раз в ячейке, пока не появится курсор, и сделайте желаемый ввод. Наконец, «Щелкните» один раз за пределами ячейки, чтобы просмотреть результаты. Просмотреть результат
E Emerging i Gas Gas G-Fired Fi d Process P Отопление H i Оборудование E i •
• Газовый вакуум www.gasfiredvacuum.com
• Топливный азот www industrialcenter org www.industrialcenter.org
• Flame Системы обработки [адрес электронной почты защищен]
ƒ Композитные излучающие трубы T bes www.griweb.gastechnology.org www.flox.com www shunk-ex www.shunkex.com com
• Кипящий слой www.rapidheattreat.com (скоро будет доступно)
Газовые газовые вакуумные печи (GFVF)
•
•
(GFVF ) являются надежной альтернативой электровакуумным печам и не требуют особого ухода. печи
•
GFVF использует инновационные конструкции горелок для обработки большего количества деталей с меньшими затратами, при соблюдении или превышении стандартов однородности температуры и качества поверхности. стандарты
•
Эта постоянно развивающаяся технология имеет множество приложений.
A li ti Области применения
Термическая обработка до 1850 F (в ближайшее время будут доступны более высокие температуры), включая нормализацию, отжиг, снятие напряжений и другие •
К кому обратиться?
Surface Combustion, Thermotech и AFC-Holcroft предлагают GFVF. Посетите раздел «Ресурсный центр» на сайте www.gasfiredvacuum.com, чтобы связаться с ними. Веб-сайт: www.gasfiredvacuum.com
Азот на топливной основе (FBN) Атмосфера h Генератор G Пар для снижения выбросов NOx и O2
•
Создает ОБА высококачественную технологическую атмосферу и пар.Природный газ, используемый для котла и атмосферы, совмещен.
•
Измеренные сокращения NOx более 90% по сравнению со стандартными системами.
•
Существенно снижает эксплуатационные расходы. По существу, последние установки сообщают, что ежегодная экономия природного газа, технического обслуживания и рабочей силы превышает 250 000 долларов. Ежегодная экономия составила 500 000 долларов США.
Очистка (опционально)
Воздух
Реактор горения
Компрессор
Топливо
Очистка
Выход Входной Raito Control
•
Резервуар для хранения
Применение черных металлов, синтезов
и цветных металловПайка и цинкование прутка / проволоки, листа, труб и других деталей / форм •
К кому обратиться?
Energy Resource Control Corp., Кливленд, Огайо Телефон: 440.734.2560 Факс: 440.779.9184 Веб-сайт: www.industrialcenter.org (нажмите кнопку «Technology Technology Tour Tour»)
Flame Treating Systems, Inc. (FTSI)
•
•
Установки FTSI для природного газа эффективны, экономичны и просты в установке. Универсальный дизайн с упакованными и индивидуально разработанными опциями. ПЛК контролируется для повторяемой и надежной работы.
•
FTSI снижает затраты на электроэнергию и может быть установлен в приложениях с низкими и высокими температурами.
•
Конкурирует с индукцией при значительно более низких капитальных затратах.
A li ti Области применения
Упрочнение поверхностей деталей путем нагрева перед формовкой или ковкой и предварительного нагрева. Металлы, пластмассы и другие технологические процессы существуют •
К кому обратиться?
Flame Treatment Systems, Inc. Дарем, Северная Каролина 1.800.435.5312 Веб-сайт: www.flamesys.com
Композитные излучающие трубки (CRT)
•
•
Доступный с конца 1980-х годов, CRT увеличивает тепловыделение, позволяют повысить максимальную температуру процесса для газовой системы и обеспечивают более длительный срок службы по сравнению со стандартными трубами из сплава.
•
Системы сжигания с ЭЛТ могут быть поставлены почти каждым поставщиком горелок косвенного действия.
•
Производительность печей, оборудованных ЭЛТ, обычно увеличивается.
A li ti Области применения
Сталь, термическая обработка металлов, керамика, стекло и другие промышленные процессы •
С кем связаться?
Упомянутые три группы – GTI, WS Thermal и Shunk-Inex. Остальные активны. См. Веб-сайты Веб-сайты: www.griweb.gastechnology.org, www.flox.com & www.shunk www.shunk-inex.comex.com
Газовый псевдоожиженный слой (FB)
•
•
FB, по сравнению с другими методами нагрева, сокращает время нагрева и обеспечивает превосходную однородность температуры, что приводит к более стабильному качеству детали от детали к детали.
•
Косвенный нагрев позволяет вводить технологические газы и уменьшает или устраняет нормальный объем воздуха, необходимый для псевдоожижения слоя.
•
Этот новый подход FB получил финансирование Министерства энергетики США для обработки алюминиевых отливок.Изучаются приложения для более высоких температур (сталь).
A li ti Области применения
Термообработка на растворе, закалка и старение алюминиевых отливок (песок, литье под давлением, пенопласт) и поковок в автомобильной и другой промышленности •
К кому обратиться?
Technomics, LLC – Плимут, Миннесота Телефон: 763.383.4720 Факс: 763.383.4717 Электронная почта: [адрес электронной почты защищен] Веб-сайт: www.rapidheattreat.com
печь для гибки и закалки золотой руды
Закаленное стекло – Википедия, Закаленное или закаленное стекло – это тип безопасного стекла, обработанного контролируемой термической или химической обработкой для повышения его прочности по сравнению с обычной закалочной печью
Tamglass – Alibaba.com, 122 продукта Alibaba.com предлагает 122 продукта печи для закалки тамного стекла. Вам доступен широкий выбор печей для закалки из тампонажного стекла, например, тип машины, печь для закалки стекла с двойным изгибом серии GX-SQ для автомобильного стекла. Верхняя часть
LandGlass – ведущий в мире конструктор печей для закалки стекла, интеллектуальное гнутое стекло Закалочные печи · LD-E Машина для закалки большого стекла с двойной кривизной LandGlass в Камбодже 12 декабря 2018 г. Подробнее>
Southtech Машина для гибки и закалки стекла по длине, China Southtech Машина для гибки и закалки стекла (ZWG), составляет менее 1%, и на ней нет видимых ветровых пятен, пятен или белых полос.3.
Liaoda (LAD) Glass Machinery Co., Ltd. – Машина для закалки стекла, проверенный поставщик золота CN на Alibaba.com. Печь для закалки плоского стекла. Машина для закалки плоского / гнутого стекла для душевых, окон, дверей, стекла
Китайская печь для закалки стекла – Alibaba, Gold Plus Поставщик Печь для закалки плоского и гнутого стекла / Машина для производства закаленного стекла для. Стекловаренная печь оптом для плоского и гнутого стекла.
HTBS – Система гибки и закалки Glaston, HTBS позволяет производить высококачественные закаленные гнутые изделия. Сегодня мы инвестируем в новые технологии, такие как печь для гибки и закалки HTBS от Glaston, чтобы изменить определение обычной резки стекла или закалочных печей
по лучшей цене в Индии – IndiaMART, Найдите здесь подробную информацию о ценах компаний, продающих закалочные печи.колпаковые или коробчатые нормализующие печи, закалочные печи, отжиговые печи,. Печь для закалки плоского и гнутого стекла; Печь для закалки для гнутья стекла Jordon Эта печь для закалки mac
Печи для закалки от HHH Tempering Resources, от конвекционных стекловаренных печей до печей для непрерывной и гибки стекла, North и макеты, установка печей и профилактическое обслуживание оборудования.
Машина для закалки стекла – Made-in-China.com, 2743 продуктов Китай Поставщик – Золотой член.Поставщики с малыми или большими печами для закалки и закалки стекла. Цена FOB: США. Станок для обработки закаленного стекла с перекрестным изгибом (HWG) компании Southtech. Цена на условиях FOB: US
Закаленное стекло – Википедия, Закаленное или закаленное стекло – это тип безопасного стекла, обрабатываемого контролируемой термической или химической обработкой для повышения его прочности по сравнению с обычной
Китайской печью для закалки стекла – Alibaba, Gold Plus Поставщик Плоское и гнутое печь для закалки стекла / машина для производства закаленного стекла для.Стекловаренная печь оптом для плоского и гнутого стекла.
LandGlass – ведущий в мире разработчик печей для закалки стекла, интеллектуальные печи для закалки гнутого стекла · LD-E Машина для закалки большого стекла двойной кривизны LandGlass в Камбодже 12 декабря 2018 г. Подробнее>
Китай Гибочная печь, Гибочные печи Производители, поставщики, 9681 продуктов Комбинированная печь для закалки плоского стекла / гибки Southtech (NTPWG) Китайский поставщик – Золотой член. Горизонтальная печь для поперечной гибки и закалки стекла Southtech; Система управления: цифровое управление или ПЛК; Тип машины для мойки стекла:
Поставщики оборудования для закаленного стекла, все закаленное качество, GX-QDLP2436 Машина для закалки стекла с принудительной конвекцией Для оптовой продажи изогнутой машины для закаленного стекла Поставщик закаленной изогнутой печи.
HTBS – Система гибки и закалки Glaston, HTBS позволяет производить высококачественные закаленные гнутые изделия. Сегодня мы инвестируем в новые технологии, такие как печь для гибки и закалки HTBS от Glaston, чтобы изменить определение традиционной резки стекла или
ProBend Glaston, нужно изготавливать гнутое закаленное стекло премиум-класса? Машина имеет отдельные или комбинированные секции гибки и закалки, LB и CB, обрабатывающие
Southtech Станок для гибки и закалки стекла, станок для гибки и закалки стекла China Southtech (ZWG), составляет менее 1%, и нет видимые пятна ветра, пятна или белые полосы.3.
Предыдущая: фото добычи медиСледующая: обогатительная фабрика по обогащению золота в Зимбабве
- На главную
- обработка кварца высокой чистоты / indec.html