Кладка печей и дымоходов – ТД «Кирпичник»
29/02/2012
Первая и главная рекомендация по кладке печей каминов и дымоходов – доверьте эту работу профессионалу с многолетним опытом проведения таких работ! Отделку печи рекомендуется делать из полнотелого керамического облицовочного кирпича, а в качестве конструктивного элемента использовать печной кирпич рядовой. Лицевой кирпич скрепляется металлическими прутьями, проволокой и скобами, что препятствует в результате термического расширения смещению печного кирпича и соответственно появлению трещин. Для кладки печей или каминов используется глиняно-песчаный раствор в соотношении 1:3–1:4, в зависимости от степени жирности глины. При кладке печей, каминов и обогревательных щитков не рекомендуется добавлять к раствору цемент. Исключением может быть банная печь, если во время эксплуатации она подвергается воздействию воды. Нужно помнить, что каминные и печные топки необходимо выкладывать огнеупорным шамотным кирпичом, где в качестве кладочного раствора используется шамотный глиняно-песчаный раствор, имеющий такую же степень расширения как и шамотный кирпич, что предотвращает растрескивание. Ни в коем случае нельзя перевязывать между собой керамический печной кирпич и шамотный кирпич, так как у обоих этих материалов разный коэффициент термического расширения, что во время эксплуатации гарантированно приведет к образованию трещин в конструкциях печи или камина. Перед началом кладочных работ кирпичи нужно несколько минут вымачивать в воде, чтобы предотвратить стремительное впитывание по капиллярам кирпича воды из используемого кладочного раствора. Нужно учитывать, что при кладке печей и других отопительных устройств оптимальная толщина шва кладки печного кирпича должна быть 3–8 мм. В случае с шамотным кирпичом, при кладке топки, толщина швов кладки не должна превышать 3 мм. Для кладки дымоходов используются полнотелые строительные или полнотелые облицовочные кирпичи. Необходимо учитывать, что для кладки дымоходов используются смешанные растворы с использованием цемента, глины и песка. Толщина шва кладки дымохода не должна превышать 10–12 мм. Для возведения дымоходов в одноэтажных строениях допускается использование глиняно-песочный кладочного раствора.
Ни в коем случае нельзя перевязывать между собой керамический печной кирпич и шамотный кирпич, так как у обоих этих материалов разный коэффициент термического расширения, что во время эксплуатации гарантированно приведет к образованию трещин в конструкциях печи или камина. Перед началом кладочных работ кирпичи нужно несколько минут вымачивать в воде, чтобы предотвратить стремительное впитывание по капиллярам кирпича воды из используемого кладочного раствора. Нужно учитывать, что при кладке печей и других отопительных устройств оптимальная толщина шва кладки печного кирпича должна быть 3–8 мм. В случае с шамотным кирпичом, при кладке топки, толщина швов кладки не должна превышать 3 мм. Для кладки дымоходов используются полнотелые строительные или полнотелые облицовочные кирпичи. Необходимо учитывать, что для кладки дымоходов используются смешанные растворы с использованием цемента, глины и песка. Толщина шва кладки дымохода не должна превышать 10–12 мм. Для возведения дымоходов в одноэтажных строениях допускается использование глиняно-песочный кладочного раствора. В случаях, когда к изготовляемому дымоходу будет подключаться печь или камин с достаточно высоким КПД, то есть температура воздуха на выходе из печи или камина не выше +40°C, то такие дымоходы необходимо футеровать нержавеющей стальной оболочкой соответствующего диаметра с возможностью отведения конденсата. Опыт показывает, что если пренебрегать этим требованием, то существенно уменьшается эксплуатационный срок дымохода. В остальных случаях нужно контролировать, чтобы внутренние швы кладки дымоходов и вертикальных вентиляционных каналов были полностью заполнены кладочным раствором, а внутренние плоскости стен были вертикальными и ровными. Это значительно уменьшит образование и накопление сажи в дымоходе. Верхняя часть дымохода (часть дымохода над конструкцией крыши, которая подвергается прямому атмосферному воздействию) кладется из полнотелого керамического облицовочного кирпича, с использованием цементно-песчаного кладочного раствора и толщиной шва 10–12 мм. Начиная эксплуатацию новой печи, камина и дымохода, нужно выполнить ряд обязательных действий.
В случаях, когда к изготовляемому дымоходу будет подключаться печь или камин с достаточно высоким КПД, то есть температура воздуха на выходе из печи или камина не выше +40°C, то такие дымоходы необходимо футеровать нержавеющей стальной оболочкой соответствующего диаметра с возможностью отведения конденсата. Опыт показывает, что если пренебрегать этим требованием, то существенно уменьшается эксплуатационный срок дымохода. В остальных случаях нужно контролировать, чтобы внутренние швы кладки дымоходов и вертикальных вентиляционных каналов были полностью заполнены кладочным раствором, а внутренние плоскости стен были вертикальными и ровными. Это значительно уменьшит образование и накопление сажи в дымоходе. Верхняя часть дымохода (часть дымохода над конструкцией крыши, которая подвергается прямому атмосферному воздействию) кладется из полнотелого керамического облицовочного кирпича, с использованием цементно-песчаного кладочного раствора и толщиной шва 10–12 мм. Начиная эксплуатацию новой печи, камина и дымохода, нужно выполнить ряд обязательных действий.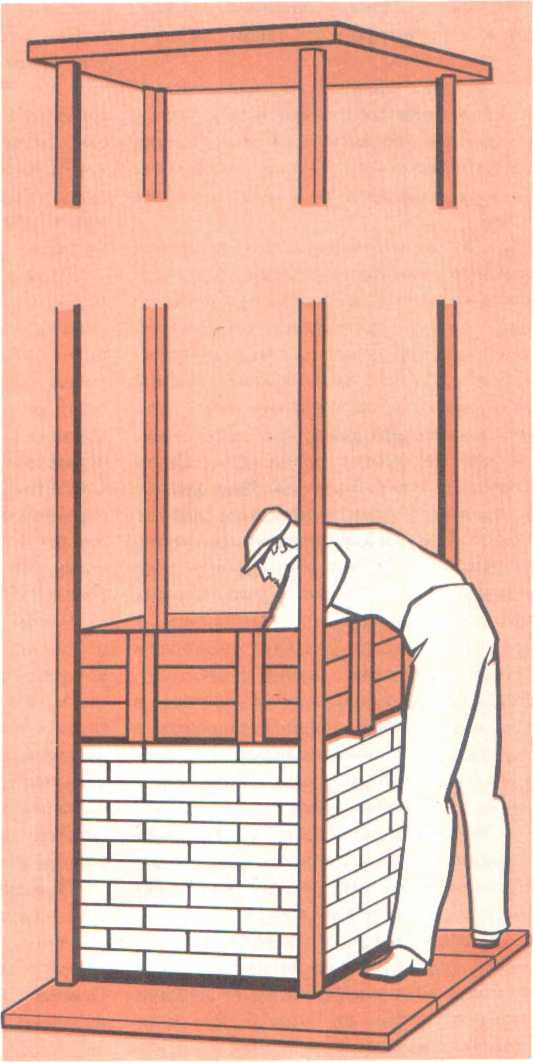 . В первую очередь, нужно соблюдать режим сушки этой новой конструкции. При сравнительно высокой относительной влажности воздуха новую печь, не топя ее, нужно сушить 6–8 недель, пока из конструкции печи не выпарится вода, которая попала туда в ходе строительства. Сушку нужно проводить с открытыми дверцами топки и открытой заслонкой дымохода. Топку печи нужно начинать постепенно. Начальная схема топки может быть следующей: в первый раз топится только одно полено, которое раскалывается на щепки. На второй день объем топящегося материала можно увеличить до двух поленьев. В следующие дни количество топящегося материала продолжает постепенно увеличиваться, пока не будет достигнут оптимальный объем топящегося материала в условиях эксплуатации. При топке печи в режиме сушки дверцы топки и заслонка дымового канала должны быть открыты. Топка в режиме сушки продолжается до тех пор, пока полностью не прекратится образование конденсата (запотевание) на наружной поверхности стен печи и заслонке дымового канала.
. В первую очередь, нужно соблюдать режим сушки этой новой конструкции. При сравнительно высокой относительной влажности воздуха новую печь, не топя ее, нужно сушить 6–8 недель, пока из конструкции печи не выпарится вода, которая попала туда в ходе строительства. Сушку нужно проводить с открытыми дверцами топки и открытой заслонкой дымохода. Топку печи нужно начинать постепенно. Начальная схема топки может быть следующей: в первый раз топится только одно полено, которое раскалывается на щепки. На второй день объем топящегося материала можно увеличить до двух поленьев. В следующие дни количество топящегося материала продолжает постепенно увеличиваться, пока не будет достигнут оптимальный объем топящегося материала в условиях эксплуатации. При топке печи в режиме сушки дверцы топки и заслонка дымового канала должны быть открыты. Топка в режиме сушки продолжается до тех пор, пока полностью не прекратится образование конденсата (запотевание) на наружной поверхности стен печи и заслонке дымового канала. Важно помнить, что и находящуюся в эксплуатации, но длительное время не топящуюся печь, которая к тому же находится в помещении с низкой температурой воздуха, нужно начинать топить постепенно. В случае несоблюдения этих условий существует возможность образования трещин в конструкции печи. Инструменты: Мастерок; Молоток каменщика; Отвес; Уровень; Эластичная причалка (направляющая).
Важно помнить, что и находящуюся в эксплуатации, но длительное время не топящуюся печь, которая к тому же находится в помещении с низкой температурой воздуха, нужно начинать топить постепенно. В случае несоблюдения этих условий существует возможность образования трещин в конструкции печи. Инструменты: Мастерок; Молоток каменщика; Отвес; Уровень; Эластичная причалка (направляющая).
Вернитесь к списку новостей
Кладка печей и каминов из кирпича
Требования к качеству печной кладки существенно более высокие, чем к какой бы то ни было ещё. Толщина швов должна быть минимально возможной. В идеальном варианте она не может превышать пяти миллиметров. Горизонтальные ряды и вертикальные углы постоянно контролируются по уровню. Поверхность выполненной кладки должна быть гладкой. Максимально разрешённым, на всю высоту конструкции печи разрешается уход от вертикали максимум на 10 миллиметров. Неровности, наличие которых на лицевых сторонах допустимо, не должны быть более 5 миллиметров, а на тех сторонах, которые имеют облицовку изразцами, допустимая величина снижается до 2 миллиметров.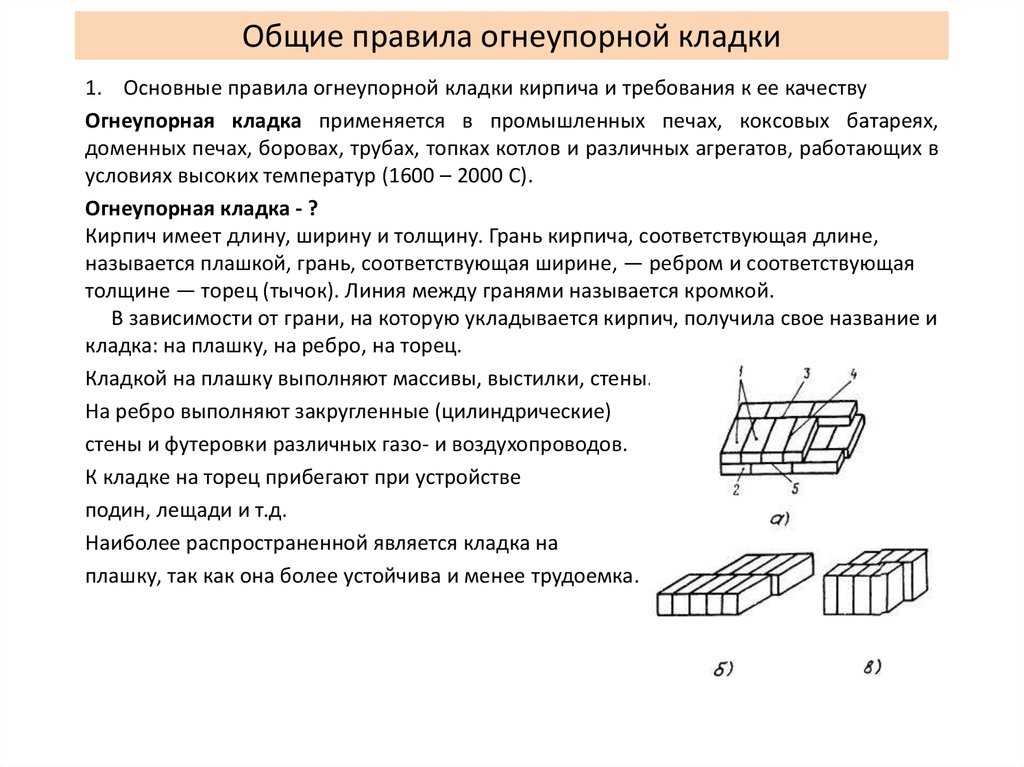
Если планируется класть новую печь на старом фундаменте, то до начала работы следует тщательно проверить качество последнего и, в случае необходимости, выполнить его ремонт. До начала кладки нового фундамента необходимо ещё раз внимательно просчитать, в каком именно месте его следует разместить, на каком расстоянии от стен окажутся выложенные стены печи, не будут ли мешать выводу через крышу здания печной трубы, имеющиеся потолочные балки и стропила. Если всё в порядке, то выбранное место для работы утверждается. Если появляются вопросы, то печь рекомендуется перенести на другое место.
Формы и размеры возводимой вами конструкции требуется постоянно контролировать правилом, угольником, метром или шпагатом (проверка диагонали кладки). В процессе предварительной сухой раскладки кирпичи подбираются по качеству и размерам, обращается внимание на перевязку швов и учитывается примерная их толщина. Только выполнив в полном объёме указанные предварительные мероприятия можно приступать непосредственно к кладке кирпича на раствор. Обращаем внимание на то, что КАЖДЫЙ выложенный ряд необходимо контролировать по трём параметрам: выдерживанию горизонтали, вертикали и ровности боковых сторон. Несмотря на то, что времени на указанные операции уходит достаточно много, пренебрегать ими не следует. В противном случае это обязательно скажется на качестве вашей работы.
Обращаем внимание на то, что КАЖДЫЙ выложенный ряд необходимо контролировать по трём параметрам: выдерживанию горизонтали, вертикали и ровности боковых сторон. Несмотря на то, что времени на указанные операции уходит достаточно много, пренебрегать ими не следует. В противном случае это обязательно скажется на качестве вашей работы.
Для удобства работы кладку, чаще всего, ведут в стойках направляющих, либо в передвижной опалубке, что гораздо предпочтительнее. Выглядит передвижная опалубка как ящик, не имеющий дна, и перемещаемый по вертикально установленным стойкам (смотри рисунок). И стойки и опалубка до начала их эксплуатации должны быть тщательно обработаны, чтобы добиться лёгкого перемещения опалубки в вертикальной плоскости.
Обычно опалубку выполняют либо на один, либо сразу на несколько рядов кладки. После заполнения ограниченного ей пространства, опалубку перемещают выше и фиксируют на новом месте. Обратите внимание на то, что рекомендуемая толщина шва при кладке обычного красного кирпича не должна быть более 3-5 миллиметров, а кирпича тугоплавкого (огнеупорного) – 3 миллиметров. Если кладка будет вестись на известковом, либо на сложном растворе, то допустимой для неё считается толщина швов до 10 миллиметров.
Если кладка будет вестись на известковом, либо на сложном растворе, то допустимой для неё считается толщина швов до 10 миллиметров.
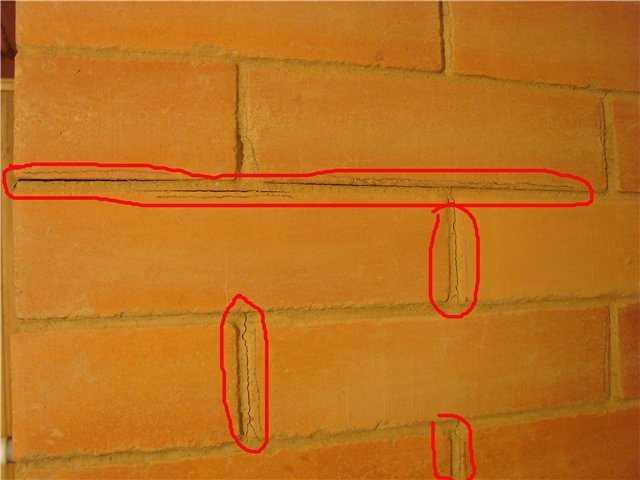
Швы, независимо от того, горизонтальные они или вертикальные, необходимо тщательно забивать раствором. В противном случае там могут остаться пустоты и через указанные пространства между кирпичами стеновой кладки могут вылетать искры, что создаёт предпосылки к возникновению пожара. В подобных незаполненных швах весьма высока вероятность появления трещин, через которые в печь и её дымовые каналы будет проникать холодный воздух. Подобная ситуация приводит к снижению температуры горячих печных газов, что, в свою очередь, уменьшает тягу и петь начинает сильно дымить.
Наружные и внутренние поверхности печи в процессе кладки обязательно требуется очищать от излишков (остатков) кладочного раствора. Как правило, снимают их раками или кельмой. После зачистки внутренние поверхности топливников и дымовых каналов шабрятся (протираются) влажной тряпкой или мочальной кистью. Важно помнить о том, что топливники и каналы категорически запрещено обмазывать глиняными растворами. Объясняется это тем, что в ходе эксплуатации печи подобные растворы быстро пересыхают, осыпаются и засоряют каналы, нарушая, тем самым, работоспособность печи.
Важно помнить о том, что топливники и каналы категорически запрещено обмазывать глиняными растворами. Объясняется это тем, что в ходе эксплуатации печи подобные растворы быстро пересыхают, осыпаются и засоряют каналы, нарушая, тем самым, работоспособность печи.
Чтобы улучшить перемещение газов и добиться повышения эффективности работы печи внутренние поверхности таких элементов конструкции печи, как каналы дымовые, трубы, топливники, следует класть очень ровно, устраняя малейшие изменения рельефа. Все повороты и углы на каналах следует обязательно закруглять – указанное требование диктуется базовыми законами аэродинамики, а имеющиеся места сужения или расширения кладки должны выводиться плавно, что также способствует повышению тяги. Колосниковые решётки следует размещать не меньше, чем на один-два ряда (70-150 мм), ниже уровня топочного отверстия.
Между кладкой и решёткой всегда оставляется зазор по их периметру в 5 или более миллиметров. Иначе металл, имеющий свойство при нагревании расширяться, повредит вашу кладку. Укладываются колосниковые решётки с уклоном вперёд, в сторону дверки. Перепад по высоте между передней и задней кромкой решётки должен быть не менее 20-30 миллиметров. Подобное конструктивное решение гарантированно обеспечивает скатывание продуктов горения (остатков топлива) от задней стенки вперёд, на решётку, прорези которой всегда направлены вдоль топливника (от дверцы к задней стенке). Используемые на варочных поверхностях чугунные плиты (как целые, так и составные) кладутся на тонкий слой подложки из глины и выставляются по уровню.
Укладываются колосниковые решётки с уклоном вперёд, в сторону дверки. Перепад по высоте между передней и задней кромкой решётки должен быть не менее 20-30 миллиметров. Подобное конструктивное решение гарантированно обеспечивает скатывание продуктов горения (остатков топлива) от задней стенки вперёд, на решётку, прорези которой всегда направлены вдоль топливника (от дверцы к задней стенке). Используемые на варочных поверхностях чугунные плиты (как целые, так и составные) кладутся на тонкий слой подложки из глины и выставляются по уровню.
До начала кладки весь приобретённый вами кирпич следует отсортировать. Лучший кирпич, не имеющий видимых дефектов в виде трещин и сколов, пойдёт на кладку сводов вашей печи, её дымовых каналов и топливников. Кроме того, подобрав кирпич, равный по толщине, можно добиться при кладке максимально тонких швов. Кирпич запрещено укладывать стороной, имеющей дефекты в виде, стёсов, сколов иди трещин, внутрь топки или каналов. Такой кирпич обладает меньшей прочностью по сравнению с неповреждённым. Он может начать разрушаться под влиянием высокой температуры, что создаёт предпосылки к непроизвольному возгоранию.
Такой кирпич обладает меньшей прочностью по сравнению с неповреждённым. Он может начать разрушаться под влиянием высокой температуры, что создаёт предпосылки к непроизвольному возгоранию.
Категорически запрещено выполнять кладку замораживанием. Если выполняются работы в холодное время года, то все материалы и растворы для кладки должны иметь температуру не ниже + 5 градусов. Холодный раствор не рекомендуется брать руками. После завершения кладки печь следует высушить. Этого можно добиться как искусственным, так и естественным путём. В последнем случае до окончания процесса сушки все вьюшки, задвижки в печи и форточки в помещении следует держать открытыми круглосуточно.
Естественная сушка занимает, как правило, не менее 12 суток. Сушка, выполняемая искусственным методом, подразумевает протапливание печи специальным образом. В качестве топлива в таком случае применяют мелко наколотые дрова, стружку, щепу и солому. В первой закладке максимальный объём используемого топлива не должен превышать четверти того, на который она рассчитана при нормальной эксплуатации. Вторая топка проводится уже с большим объёмом, который может достигать 30 – 40 процентов. При третьей топке количество увеличивают до 69 – 70 процентов. Четвёртую выполняют на полной закладке (100%). Выполняя искусственную сушку, обязательно контролируйте температуру наружной поверхности печи. Она не должна подниматься выше 50, максимум – 60 градусов. После завершения каждой из четырёх вышеназванных топок следует обязательно открыть все печные приборы. Искусственную сушку можно считать законченной после того, как на поверхности сложенной печи перестают проявляться влажные пятна, а на вьюшках и задвижках, после завершения топки, нет конденсата.
Вторая топка проводится уже с большим объёмом, который может достигать 30 – 40 процентов. При третьей топке количество увеличивают до 69 – 70 процентов. Четвёртую выполняют на полной закладке (100%). Выполняя искусственную сушку, обязательно контролируйте температуру наружной поверхности печи. Она не должна подниматься выше 50, максимум – 60 градусов. После завершения каждой из четырёх вышеназванных топок следует обязательно открыть все печные приборы. Искусственную сушку можно считать законченной после того, как на поверхности сложенной печи перестают проявляться влажные пятна, а на вьюшках и задвижках, после завершения топки, нет конденсата.
Швы листового металла – Академия MEP
Глава № 6 – Швы листового металла Швы проходят продольно вдоль длины воздуховода, а стыки проходят поперек (поперек). Швы проходят параллельно потоку воздуха, а стыки перпендикулярны потоку воздуха. Швы скрепляют воздуховод или секцию одного фитинга, в отличие от соединения, которое соединяет две отдельные детали вместе. Шов выделен на изображении ниже.
Шов выделен на изображении ниже.
Каждая секция воздуховода может иметь от 1 до 4 швов в зависимости от размера воздуховода. По-настоящему большие воздуховоды и фитинги могут иметь более 4 швов, что необходимо для обеспечения прочности и охвата больших площадей, но в большинстве случаев будет 1 или 2 шва.
ШвыSnap Lock и Питтсбургский шов являются наиболее типичными швами, используемыми или указанными в коммерческом строительстве HVAC, свидетелями которых мы были. Мы показываем их здесь вместе с некоторыми другими.
Три типа стыков Стоячие стыкиКогда воздуховоды становятся слишком широкими, может потребоваться дополнительный шов для увеличения прочности и охвата больших расстояний. Использование стоячего фальца обеспечивает усиление воздуховодов большего размера. В зависимости от размера воздуховода стоячий шов будет расширяться вверх либо на 1 дюйм, либо на 1-1/2 дюйма.
Стоячий фальц Питсбургский стык Питтсбургский фальц Питтсбургский фальц используется для классов давления и размеров воздуховодов, которые больше, чем может выдержать фальц Snap Lock. Питтсбургский шов бывает малого и большого размеров в зависимости от требований к давлению в воздуховоде.
Питтсбургский шов бывает малого и большого размеров в зависимости от требований к давлению в воздуховоде.
Чтобы соединить два конца питтсбургского шва вместе, его пропускают через машину Pittsburgh Lock, которая загибает стоячую кромку, эффективно скрепляя две части вместе. Если в производственном цехе нет автоматической швейной машины Pittsburgh, то есть ручные модели, или ее может забить мастер по старинке.
Сборка питтсбургского шва Закрытие питтсбургского шва Питтсбургский шов на воздуховодеВот видео ручного питтсбургского шва.
Уплотнитель швов Pittsburgh Шов на фитинге Pittsburgh В следующем видео показан работник цеха по изготовлению листового металла, использующий швы Питтсбург на колене.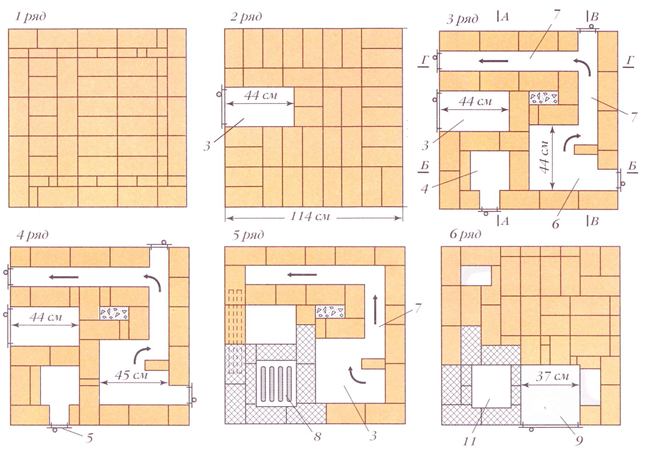
Профилегибочная машина с защелкой будет одной из широко используемых производственных машин, так как она выполняет шов для небольших воздуховодов и фитингов низкого давления. Каждая деталь закручивается на один из концов, образуя, по сути, соединение с наружным и женским продольным швом, которое сбивается вместе и фиксируется на месте. Затем детали сгибаются, образуя букву «L» в случае фитинга, состоящего из двух частей. Для изготовления более крупных деталей может потребоваться четыре детали.
Snap Lock SeamЭти машины различаются в зависимости от их производства. Где-то около 60 футов в минуту для шва.
Посмотрите видео ниже, чтобы увидеть, как быстро делается и собирается этот шов.
Для систем воздуховодов, требующих более прочного шва, который можно найти в некоторых лабораторных вытяжных системах, шов может быть полностью сварным в продольном направлении. Кусок листового металла будет обрезан до нужной ширины в зависимости от окружности необходимого круглого размера, а затем пропущен через ролик, чтобы придать металлу круглую форму. Продольные швы будут скрепляться по мере сварки шва. К концам может быть приварен фланец, так что участок прямого круглого воздуховода может быть скреплен между собой или к фитингу с фланцем.
Полностью сварные круглые фитинги Рифленые швы Машина для скользящих роликов Как показано ниже, металл вставляется в ролик, а затем вращается вокруг трех роликов. Чтобы сделать большую или маленькую окружность, вы регулируете положение заднего ролика.
Чтобы сделать большую или маленькую окружность, вы регулируете положение заднего ролика.
Подписаться на рассылку новостей
Теперь давайте посмотрим на главу № 7, чтобы узнать, как делать соединения из листового металла.
- Глава №1 – Введение в производство листового металла
- Глава № 2 — Материалы из листового металла
- Глава № 3 — Линия рулонного листового металла
- Глава № 4 — Стол для плазменной резки
- Глава № 5 — Спиральный станок
- Глава № 6 — Швы листового металла
- Глава № 7 — Соединения листового металла
- Глава № 8 – Кожухи и камеры из листового металла
- Глава № 9 – Производительность цеха по производству листового металла
Архитектурные детали: Кровельные системы – плоская кровля
Описание: Кровельные системы с плоским фальцем обычно используются на плоских крышах или крышах с малым уклоном или же на очень крутых скатах. Они также используются на изогнутых поверхностях, таких как купола и цилиндрические своды.
Они также используются на изогнутых поверхностях, таких как купола и цилиндрические своды.
Плоская фальцевая кровля имеет размеры 18 на 24 дюйма и 20 унций. прямоугольные холоднокатаные медные листы. Две смежные стороны листов загибаются, а две загибаются вниз, образуя замки 3/4 дюйма. В каждый из продольных и поперечных швов устанавливаются медные планки из холоднокатаной меди весом 16 или 20 унций. и поперечно, со смещенными поперечными швами.Применение этой системы для облицовки стен см. в разделе 12.7.Горизонтальные плоские замковые системы.
При уклонах 3:12 или меньше швы пропаяны, см. Кровельные системы – Особенности проектирования и монтажа особых кровель. Края листов должны быть зачищены, обработаны проволочной щеткой, офлюсованы и залужены до ширины 1-1/2 дюйма перед складыванием. После того, как закрытые швы будут заделаны, их следует обработать киянкой или зачистить и тщательно пропитать припоем.  Более тяжелые медные детали лучше сохраняют тепло, что, как правило, приводит к более эффективной пайке столярных изделий с плоским швом.Головка паяльного котла, нагреваемого горелкой, должна весить не менее 3 фунтов.
Более тяжелые медные детали лучше сохраняют тепло, что, как правило, приводит к более эффективной пайке столярных изделий с плоским швом.Головка паяльного котла, нагреваемого горелкой, должна весить не менее 3 фунтов.
Чтобы компенсировать накопление расширения, крыши более 30 футов в направлении непрерывных продольных швов должны быть разделены расширительными рейками. Эти конические рейки должны располагаться на расстоянии не более 30 футов друг от друга. Они покрыты 20 унций. медные листы длиной от 8 до 10 футов, соединенные и спаянные вместе. См. Деталь 8.5E для получения дополнительной информации.
Особые условия: Там, где скат крыши превышает 4 дюйма на фут, швы могут быть заполнены герметиком на резиновой или синтетической основе вместо припоя. См. Кровельные системы – Особые соображения по проектированию и монтажу кровли.
Требования к настилу: Настил или планки для гвоздей.
8,5А. Стандартный кровельный квадрат
Показан типичный кровельный квадрат и формованные поддоны. Углы листа обрезаются до того, как края будут загнуты.
Углы листа обрезаются до того, как края будут загнуты.
Загрузить файл САПР
8.5Б. Типовая плоская фальцевая крыша
На этом чертеже показана общая концепция плоскофальцевой кровли. Продольные швы обычно непрерывные, тогда как поперечные швы располагаются в шахматном порядке. Каждый поддон крепится к настилу крыши. Поддоны должны быть установлены таким образом, чтобы вода всегда лилась из одного поддона в нижний поддон.
Загрузить файл САПР
8,5С. Деталь края
Показана типичная деталь края. Такая конструкция позволяет воде стекать с крыши по этому краю. В других методах, препятствующих этому течению, используются обрешетки, аналогичные фронтонным рейкам для фальцевых крыш (деталь 8.3A).
8.5Д. Карниз и торец фронтона
На этой детали показан 20-унц. медная рейка или карнизный лист. Нижний край этого листа зацепляется за кромочную планку. Верхний край запирается и впаивается в типовые листы крыши.
Загрузить файл САПР
8.5Э. Распорная рейка
Показанная коническая распорная рейка обычно имеет ширину 3 дюйма вверху и 2-1/4 дюйма внизу. Высота должна быть не менее 1-1/2 дюйма. Медные листы покрытия весом 20 унций являются непрерывными от 4 дюймов с одной стороны до 4 дюймов с другой. Они согнуты под прямым углом в месте соединения с конической рейкой.
Загрузить CAD-файл
8,5F. Фрагмент ендовы
Медный фартук укладывается в ендову, а его верхние края удерживаются планками, расположенными на расстоянии не более 12 дюймов от наружного угла. Плоский фальц кровли перекрывает фартук не менее чем на 6 дюймов. Показаны два способа зацепления нижнего края кровельного покрытия. Тот, что справа, использует непрерывную полосу замка, припаянную к ендове. Тот, что слева, использует двойную складку в ендове.
Загрузить файл САПР
8,5 г.