

Вальцы для профильной трубы своими руками чертежи и видео
Для качественного осуществления строительного процесса необходимо иметь полный перечень инструмента. При работе с трубами не обойтись без трубогиба – специальное устройство, с помощью которого профильной трубе можно придать правильно изогнутой формы. Но профессиональное оборудование стоит денег, поэтому рассмотрим, как можно сделать вальцы своими руками.
Содержание
- Виды
- Как работают?
- Изготовление трубогиба своими руками
- Покупать станок или делать самому?
Виды
Основываясь на особенностях конструкции и источнике используемой силы, направленной на изгиб труб, инструмент можно разделить на такие виды:
- С электроприводом. Это устройство для изменения формы труб практически полностью автоматизировано и не требует силы человека для осуществления рабочего процесса. Оно позволяет, за максимально короткий отрезок времени, придавать большому количеству элементов нужных форм.

- На гидравлике. Наличие установленного пресса с гидравлическим приводом разрешает изогнуть трубу любого диаметра – сила устройства очень большая. Но огромными габаритами и невозможностью переноса с места на место они проигрывают мобильным моделям.
- Ручные. Такие вальцы имеют небольшие размеры, что упрощает транспортировку, но их работа подразумевает наличие у человека определенной силы, необходимой для изгиба профильной трубы.
Первые два типа в большей степени изготавливаются на заводах или соответствующих предприятиях, поэтому остановимся на ручных вальцах, возможность изготовления которых своими руками вполне реальна. Трубогиб
Как работают?
Для осуществления изгиба профильной трубы, нужно:
- Разместить трубу на подающих вальцах устройства.
- Прижать трубу к любому из двух вальцов, наращивая силу прижима до тех пор, пока элемент не начнет изгибаться под нужным углом.
- Включить механизм передачи. Труба начнет проходить через устройство и по всей длине получиться равномерный изгиб.
Если с первого раза не получается желаемый результат – операция проводится повторно, но уже с измененной силой прижима.
Изготовление трубогиба своими руками
Самодельный трубогиб
Самостоятельное изготовление – процесс вполне осуществимый в домашних условиях, но требующий от исполнителя некоторых навыков проведения механических работ. Не менее важно выбрать правильный чертеж, по которому и будут изготавливаться все детали будущего механизма в точном соответствии.
В зависимости от того, какой выбран чертеж, механизм может иметь следующие элементы:
- Опорная рама.
- Вальцы. В большинстве случаев их 3: 2 обводных и 1 прижимной.
- Подшипники.
- Направляющие кольца.
- Стопор (нужен, чтобы и фиксировать определенный уровень изгиба).
- Шток для подачи валка прижима.

Этапы сборки:
- Основание должно выдерживать большие нагрузки – для его изготовления своими руками используют швеллер, а лучше – трубчатый каркас.
- Часть, которая будет отвечать за подачу усилия для изгиба, выполняют из П-образного каркаса. В его верх вваривается гайка. В этом случае используется струбцина с резьбой. В шпильку вкручивается болт подходящего диаметра и на его конец приваривается круглая металлическая пятка.
- Для изготовления механизма подачи нужно найти цепь от мотоцикла или велосипеда. На вальцы привариваются 2 звездочки: 1 на деформирующий и 1 на ведомый. Натягивается цепь и проверяется. Только после того, как убедились, что вальцы с натянутой цепью вращаются без затруднений – приваривается ручка.
- Вальцы должны иметь высокий уровень прочности, который позволит не поддаваться воздействию профильной трубы (нужно гнуть трубы, а не наоборот). Их можно изготовить из обычной стали, которая после вытачивания должна быть закалена.
- Для крепления вальцов используют подшипники качения, которые устанавливаются на станинах (расположены на стаканах).
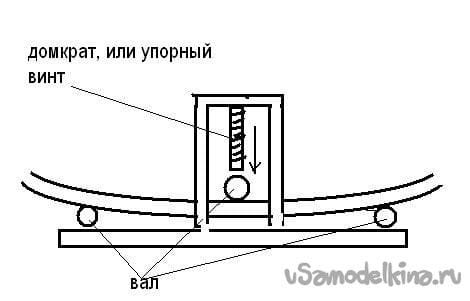
Обратите внимание. Конструкция может быть усовершенствована гидравлическим домкратом. Он устанавливается под станиной. Это позволит передавать изгибающее усилие с помощью давления поступающего типа на верхние вальцы подачи.
Покупать станок или делать самому?
Ручной трубогиб своими руками
Сравнивать самодельные механизмы с покупными не имеет смысла. Но, если выполнять работу при самостоятельном изготовлении правильно, выбран хороший чертеж и нет необходимости в ежедневном использовании трубогиба – лучше обойтись без лишних трат (особенно, если учитывать стоимость на устройства подобного назначения).
Перед началом работы определите степень предполагаемой нагрузки на устройство и предусмотрите возможность его изготовления с применением электропривода. Также нужно учитывать, что чем функциональнее будет трубогиб, тем меньше останется возможностей для его транспортировки – с увеличением функций растет и масса.
Выбирайте понятные чертежи и выполняйте работу в полном их соответствии. Тогда механизм, сделанный собственноручно, будет выполнять качественные изгибы и прослужит много лет.
требования, варианты и инструкция по изготовления Роман Волков, блог Малоэтажная Страна
В работе на загородном участке часто использую не пластичную профильную металлическую трубу. При этом регулярно возникает необходимость ее изогнуть. Поэтому решил изготовить трубогиб своими руками. После его испытания хочу поделиться с требованиями к нему, а также возможными вариантами станка. Расскажу еще, как я делал распространенную модель.
Вариант самодельного трубогиба
Требования к ручному трубогибу
Из профильной трубы создают садовые арки, козырьки над входами в дом, на территорию и так далее. Самодельный трубогиб своими руками позволяет изогнуть металлопрокат с нужным радиусом без надлома. С помощью станка при необходимости даже можно сделать аккуратный круг из прямолинейной трубы.
С помощью станка при необходимости даже можно сделать аккуратный круг из прямолинейной трубы.
Использование механического трубогиба
Когда металлопрокат изгибается, тогда происходит растягивание его наружной стороны. При этом у него сжимается внутренняя поверхность. Чтобы изготовить трубогиб, позволяющий выполнять качественный и нужный изгиб, я определил требования, которыми он должен обладать:
- надежно фиксировать заготовку, что позволит выполнить изгиб в требуемом направлении;
- равномерно распределять приложенное усилие по изгибаемому участку;
- иметь в конструкции деталь-шаблон, с помощью которой станет возможным задавать угол изгиба;
- позволять одному человеку изготавливать гнутые заготовки без приложения запредельной физической силы.
Перечисленные требования позволили выбрать наиболее подходящую конструкцию станка из распространенных вариантов. Однако перед тем как сделать трубогиб своими руками в домашних условиях, мне пришлось изучить особенности популярных приспособлений. Ведь они отличаются сложностью устройства и даже предназначением.
Ведь они отличаются сложностью устройства и даже предназначением.
Одна из распространенных моделей гибочного станка
Простой обкаточный трубогиб с роликами
Этот вариант популярен как у сантехников, так и у домовладельцев. Станок позволяет гнуть не только круглые, но и профильные трубы, но с небольшим поперечным сечением. Оно может составлять, например, 25*25 мм или 40*20 мм.Основа приспособления представляет собой прочную станину (1). Ее делают из листового металла. Можно также использовать швеллер, потому что он выдерживает существенные нагрузки механического характера. Для крепления основы к неподвижному верстаку обычно используют болты. Вместо них нередко применяют мощные тиски.
В станочной основе делают отверстие для резьбовой шпильки. Она может быть заменена болтом. Любой из крепежей является осью (2). На нее надевают дисковый элемент, у которого с обеих сторон имеются реборды (3). Данная деталь является шаблоном. Он нужен для обкатки металлопроката.
Трубогиб с пластинчатой основой
Вокруг оси (2) также выполняется поворот рычага (5). Его изготавливают большой длины. Это позволяет прикладывать существенное усилие, чтобы изогнуть заготовку. На рабочем рычаге закрепляют прижимной роликовый элемент (4). Он нужен для передачи усилия на металлопрокат. Прижимную роликовую деталь и обкаточный дисковый элемент размещают на расстоянии друг от друга, которое должно немного превышать толщину трубной заготовки.
Если делают трубогибочный станок своими руками, тогда его часто оснащают несколькими комплектами дисков. Это позволяет гнуть трубы с разным профилем.
В конструкции трубогиба также предусматривают фиксирующую систему. Она нужна для закрепления конца трубы (7). Часто такая система представляет собой простой крючок или стопорный узел, который оснащен гайками (6).
Комплектация и принцип работы трубогиба
Чтобы выполнить изгиб металлопроката, сначала нужно отвести рабочий рычаг. Это позволит вставить прямолинейную трубу между прижимным роликом и обкаточным диском.
Самодельный и простейший ручной трубогиб для профильной трубы своими руками, чертежи с размерами которого позволяют быстро изготовить станок, обычно применяется для изгиба заготовок на 90°. Он не подходит для создания пологих дуг большого радиуса.
Чертеж для сборки и деталировка самодельного станка
Намоточный трубогиб
Это более сложный вариант для трубы с круглым сечением. По данной причине он менее популярен у домовладельцев. Этот трубогиб для круглой трубы своими руками или промышленного производства позволяет создавать детали криволинейной формы, которые могут быть изогнуты в трех направлениях. Изготовленные элементы на нем применяются, например, при прокладке трубопроводных систем сложной конфигурации.
Этот трубогиб для круглой трубы своими руками или промышленного производства позволяет создавать детали криволинейной формы, которые могут быть изогнуты в трех направлениях. Изготовленные элементы на нем применяются, например, при прокладке трубопроводных систем сложной конфигурации.
При использовании намоточного трубогиба сначала край заготовки фиксируют на рабочем колесе (1) с помощью зажимного механизма (3). В непосредственной близости от него находится упорный ролик (2). Это неподвижный элемент для подачи прямолинейного отрезка трубы. Именно он задает начало изгиба. После включения конструкции начинает медленно вращаться рабочее колесо. Оно крутится за счет наличия в конструкции, например, редуктора. Для этой цели также может использоваться гидравлическая передача. В результате вращения на колесо-шаблон происходит как бы наматывание трубной заготовки.
Детали и работа намоточного приспособления
Собирают также для профильной трубы намоточный трубогиб своими руками, чертежи которого обязательно подготавливают на первом этапе. Некоторые его варианты позволяют изгибать заготовки с небольшим радиусом кривизны. Часть таких приспособлений способна даже полностью разворачивать прямолинейную трубу на 180°. Эти устройства часто используют мастера, изготавливающие кованые изделия.
Некоторые его варианты позволяют изгибать заготовки с небольшим радиусом кривизны. Часть таких приспособлений способна даже полностью разворачивать прямолинейную трубу на 180°. Эти устройства часто используют мастера, изготавливающие кованые изделия.
Чертеж варианта гибочного приспособления
Собственноручное изготовление трубогиба из утиля без токарных работ
Для своих нужд решил делать вальцовочный станок для гибки профильной трубы своими руками, чертежи для которого подготовил заранее. Его еще называют прокаточным устройством. Конечно, оно не представляет собой полностью идеальную конструкцию. Однако возможностей приспособления вполне хватило, чтобы изготовить дуги для теплицы и козырьков над входными группами.
Один из чертежей трубогиба
Для создания моего варианта гибочного станка использовал материал, который подлежал утилизации. Его я подготовил, когда выполнял уборку в гараже и разбирал накопившийся хлам. При этом мне даже не пришлось обращаться за помощью к токарю, чтобы изготовить опорные валики. В результате получилось приспособление, на которое было потрачено минимум денег.
В результате получилось приспособление, на которое было потрачено минимум денег.
Итак, перед тем как сделать трубогиб своими руками, чертежи и описание которого уже были подготовлены, я нашел в гараже:
- много болтов;
- ненужный швеллер, длина которого составляла 1 м;
- обрезки труб;
- резьбовую шпильку М18 длиной 1 м;
- металлический уголок длиной 2 м;
- кучу б/у подшипников;
- металлическую пластину толщиной 5 мм;
- большое количество широких шайб, а также гаек.
Гайки, подшипники, шайбы, резьбовая шпилька для будущего станка
После подготовки необходимых материалов начал изготавливать гибочный станок для профильной трубы своими руками, чертежи которого уже были подготовлены. Процесс осуществлял следующим образом:
- Вырезал станину из швеллера. Ее длина составила 400 мм.
- Нарезал металлический уголок 25*25 мм. Из него получилось четыре стойки-опоры. Длина каждой из них составила 250 мм.
 Длина каждой из них составила 250 мм.
Длина каждой из них составила 250 мм.Обрезанный швеллер и стойки
- Очистил заготовки от ржавчины и грязи, чтобы дальнейшие операции проще выполнялись, включая сварочные работы. Для этого использовал металлическую щетку, которую установил на электродрель.
Щетка с металлической щетиной
- Перевернул швеллер, чтобы его полка оказалась внизу.
- Отметил на боковых частях швеллера месторасположение стоек из металлического уголка.
- Приварил четыре опоры к швеллеру. Эти стойки одинаковой высоты, перпендикулярные горизонту и параллельные друг другу образовали конструкцию в виде короба точно по центру. Именно в ней будет двигаться прижимная головка, укомплектованная соответствующим ведущим роликом.
Закрепленные стойки на швеллере
- Вырезал из металлического листа пластину размером 130*80 мм и сделал в ней отверстие диаметром 19 мм точно по центру. Из этой же листовой стали подготовил еще одну пластину 80*70 мм. В ней тоже сделал точно такое же отверстие по центру. Кроме того, подготовил еще пару одинаковых деталей, в которых сделал вырезы углом.
 В ней тоже сделал точно такое же отверстие по центру. Кроме того, подготовил еще пару одинаковых деталей, в которых сделал вырезы углом.
В ней тоже сделал точно такое же отверстие по центру. Кроме того, подготовил еще пару одинаковых деталей, в которых сделал вырезы углом.Две подготовленные пластины
- Начал изготавливать прижимной ролик. Его конструкция состоит из нескольких частей. Одной из них является ось. Для нее использовал часть шпильки. Длина этого кусочка составила 200 мм.
- Сделал на шпильке временные упор из широкой шайбы и гайки.
- Отрезал от трубы диаметром 1 дюйм кусочек длиной 40 мм.
- Надел часть обрезанной трубы на шпильку.
Кусочек трубы на шпильке
- Вставил в зазор между шпилькой и надетой трубкой кусочки электродов диаметром 3 мм. Их распределил равномерно. При этом следил, чтобы они плотно расположились в зазоре.
Вставленные электроды в собираемый валик
- Сделал еще одну оболочку для прижимного валика. Для ее изготовления использовал трубу с внутренним диаметром 32 мм.
- Надел вторую оболочку. Однако пришлось предварительно ее разрезать только с одной стороны и чуть-чуть расширить. Когда в дальнейшем выполнял сварку, получившийся разрез заполнил расплавленным металлом.

Надетая вторая оболочка с разрезом
- Обварил аккуратно всю конструкцию сначала с открытой стороны.
- Снял временную шайбу с гайкой.
- Обварил прижимной вал с другой стороны.
- Отшлифовал места сварки.
- Подготовил опорную пластинку для подшипников прижимного валика. Для этого приварил к ней строго симметрично друг другу две цапфы. В противном случае валик перекосит. Из-за этого ухудшится качество изгиба трубы.
Приваренные две одинаковые цапфы
- Надел подшипники на шпильку с каждой стороны прижимного валика.
Надетые подшипники на шпильку
- Установил надетые подшипники в вырезы цапф и приварил их. Крепление сделал точечное. Иначе подшипники могли перегреться.

Точечно приваренные подшипники
- Отрезал от шпильки еще один кусочек длиной 400 мм. Он нужен, чтобы сделать силовую передачу для вала.
- Завел обрезанную шпильку в отверстие пластины с цапфами и накрутил гайку. При этом резьбовой стержень вышел из нее на 2 мм.
Накрученная гайка на шпильке
- Приварил гайку к шпильке.
- Навинтил еще одну гайку на шпильку, но уже с другой стороны. При этом ее не затягивал до конца. Оставил зазор около 0,5 мм. Это нужно, чтобы пластина свободно крутилась на шпильке.
- Приварил гайку к стержню.
Вторая гайка на шпильке
- Опустил собранный элемент между направляющими деталями.
- Установил сверху подготовленную пластину. При этом через отверстие в ней пропустил шпильку.
Установка крышки-пластины
- Приварил пластину к направляющим.
- Накрутил на шпильку, которая торчала из отверстия пластины, еще одну гайку.

Вариант изготовления трубогиба для трубы с круглым сечением показан в этом видео:
- Приварил накрученную гайку к крышке-пластине.
- Прикрепил перекладину (маховик-рычаг) к резьбовому стержню с помощью сварки. Для изготовления рычага использовал профильную трубу. Он нужен, чтобы вручную вкручивать или выворачивать шпильку.
Приваренный рычаг к шпильке
- Установил пластиковые пробки на торцевые части маховика для исключения получения травм на ладонях, когда буду использовать изготовленный трубогиб для профильной трубы своими руками без токарных работ.
Еще одно видео по изготовлению трубогиба:
На следующем этапе приступил к созданию 2-х опорных роликов из шпилек и подшипников. Сначала отрезал два резьбовых стержня.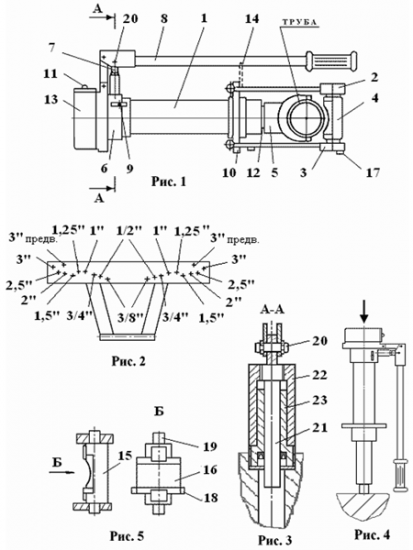 Длина каждого из них составила 120 мм. Затем на шпильки накрутил гайки. Далее, надел на каждую из них сначала широкую, а потом узкую шайбу.
Длина каждого из них составила 120 мм. Затем на шпильки накрутил гайки. Далее, надел на каждую из них сначала широкую, а потом узкую шайбу.
Затем на шпильках разместил по три подшипника. Потом на стержни надел по маленькой и большой шайбе. Далее, на шпильки накрутил еще по одной гайки и обрезал торчащие концы с резьбой. В завершение приварил накрученные гайки к большим шайбам и шпикам.
Об ошибках при изготовлении гибочного станка рассказывается в данном видео:
На следующем этапе приступил к изготовлению рычага длиной 250 мм, который нужен для вращения прижимного вала. Его сделал из куска квадратной трубы с вырезом на конце под ось приводного вала. С другой стороны рычага прикрепил ручку из шпильки диаметром 8 мм.
Дополнительно вертикально приварил с каждой стороны швеллера по четыре отрезка шпилек диаметром 6 мм, чтобы можно было меняет положение опорных роликов относительно оси всего приспособления – прижимного вала.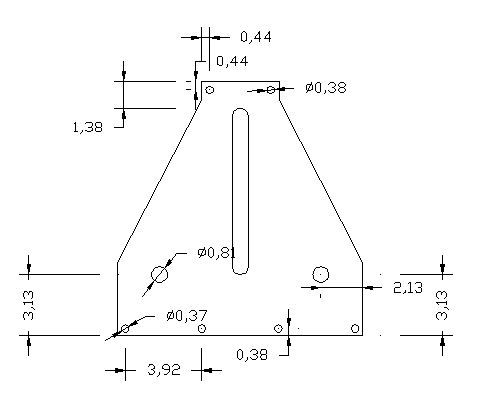
В завершение изготовления станка хорошо отшлифовал прижимной валик. Для этого использовал наждачку с крупным зерном. При этом мелкую абразивную бумагу не применял, так как грубая поверхность вала позволила улучшить процесс прокатки металлопроката.
Видео поможет узнать, как изготовить трубогиб своими руками или как сделать трубогиб в домашних условиях:
Коротко о главном
При самостоятельном изготовлении трубогиба уделяют особое внимание ряду нюансов. Он должен надежно фиксировал заготовку, равномерно распределять прикладываемое усилие, иметь в конструкции при необходимости деталь-шаблон. Станок также обязан позволять работать с ним одному человеку.
Самостоятельно собрать можно приспособление для круглой и профильной трубы. Оно создается с простой и более сложной конструкцией, включая устройство намоточного типа. Я изготавливал вальцовочный станок из утиля без токарных работ. Использовал швеллер и уголки в качестве основы, а также подшипники, гайки, шпильки, шайбы для создания валиков.
Использовал швеллер и уголки в качестве основы, а также подшипники, гайки, шпильки, шайбы для создания валиков.
Напишите в комментариях, как думаете – все ли соединения должны быть сварными при изготовлении гибочного станка с вальцами?
Как найти подходящий трубогиб?
Woodward Fab
Трубогибы представляют собой тип оборудования для изготовления труб и труб, которые используются для гибки труб. Это оборудование доступно в различных типах, функциях и спецификациях для удовлетворения требований вашего приложения. Важно знать о трубогибах, чтобы правильно выбрать трубогиб. Также важно проанализировать свои потребности в изгибе. Наряду с этим существует множество факторов, которые вам, возможно, придется учитывать при выборе правильного трубогиба. Этот пост дает представление о факторах, которые помогают выбрать лучший гибочный станок в соответствии с вашими потребностями.
Если вы работаете в металлообрабатывающей промышленности, то, возможно, знаете, как важно покупать правильное оборудование. Конечный результат в любом металлообрабатывающем проекте зависит от качества и типа используемого оборудования. Таким образом, если вы хотите купить трубогиб, необходимо учитывать множество факторов. Давайте обсудим факторы, которые помогут вам выбрать правильный трубогиб.
- Типы трубогибочных станков: Как правило, трубогибочные станки классифицируются в зависимости от механизма их работы. Давайте обсудим несколько основных типов гибочных станков.
- Открытые ротационные гибочные станки: Этот тип гибочного станка изгибает трубу, вытягивая ее по кривизне. Он использует наборы штампов определенного радиуса и подходит для гибки металлических труб.
- Станки для гибки оправок: Станок для гибки оправок использует ряд стальных шариков, называемых оправкой с шарами. Серия шариков проходит через трубку, опираясь на изогнутый радиус, чтобы согнуть трубку. Эта машина используется для массовых операций по гибке труб.
- Роликовые гибочные станки: Эти гибочные станки имеют пирамидальную структуру с тремя роликами, расположенными треугольным образом. Трубка прокатывается на роликах, чтобы согнуться до определенного диаметра.
- Трубогибочные станки типа Ram: В этом типе трубогиба матрица вставляется внутрь трубы с помощью домкрата, чтобы согнуть трубу определенной формы. Ползун может приводиться в действие гидравлическим, пневматическим или ручным усилием.
Наряду с этими основными типами гибочных станков существует несколько типов гибочных станков, названных в зависимости от их источников питания. Это гидравлические трубогибочные станки, пневматические трубогибочные станки, ручные трубогибочные станки, электрические гибочные станки и электромеханические гибочные станки с ЧПУ/ЧПУ. Функция каждого гибочного станка связана с типом привода, и, соответственно, эффективность варьируется. Чтобы выбрать правильный трубогиб, вам необходимо рассмотреть типы и выбрать в соответствии с вашими требованиями.
- Анализ ваших эксплуатационных требований: Когда дело доходит до выбора лучшего трубогиба, соответствующего вашим потребностям, вы должны проанализировать свои требования. Следующие факторы важно учитывать в соответствии с вашими эксплуатационными требованиями.
- Скорость работы: Если требуется высокоскоростная гибка труб, ручной гибочный станок может не подойти. Как правило, электрические приводы и пневматические приводы отлично подходят для высокоскоростных операций. Таким образом, электрические или пневматические гибочные станки будут предпочтительным выбором для высокоскоростного смешивания. В случае гибки на низкой скорости или в тяжелых условиях подходят гидравлические гибочные станки, поскольку гидравлические приводы хорошо реагируют на приложения с высокой нагрузкой.
- Размер производственной партии: Размер производственной партии следует учитывать при выборе правильного трубогиба. Для пакетной гибки предпочтительнее гибка на оправке или гибка с ЧПУ.
- Стоимость и потребность в эксплуатации: Бюджет и потребность являются двумя важными факторами выбора. Нужно инвестировать больше, только если спрос больше. При высоком спросе оператор должен инвестировать в эффективный гибочный станок с ЧПУ или электрические блендеры. Если операции гибки выполняются редко, оператор может выбрать менее дорогой ручной гибочный станок.
- Соответствие станку и материалу: Гибочный станок должен быть совместим с используемым материалом. Необходимо учитывать материал трубы, толщину стенки, диаметр трубы и т. д. В соответствии с этими соображениями необходимо выбрать подходящий трубогиб.
- Подробнее Инструменты и принадлежности: Трубогибы поставляются с набором штампов и инструментов для гибки. При выборе гибочных станков вы должны искать аксессуары, такие как набор инструментов для гибки труб, вальцовочные станки, многоцелевые трубогибы и т. д.
- Требования к заявке: Ответить на этот вопрос может быть немного сложно, поскольку необходимо учитывать несколько требований. Пожалуй, можно сосредоточиться на следующих вопросах:
- Тип сгибаемого материала
- Достигаемый максимальный и минимальный размер трубы
- Достигаемые формы деталей
- Размеры изгибаемой трубы
- Толщина стенки изготавливаемой трубы
- Радиус центральной линии (CLR) желаемого изгиба
- Рассмотрение объема: Это будет зависеть от типа проектов по гибке, которые предпринимаются. Вот некоторые из основных соображений:
- Количество деталей, которые нужно согнуть в час
- Количество часов, в течение которых машина будет работать
- Количество операций в день или месяц
- Количество смен инструмента
- Бюджет: Возможно, это основа любой коммерческой или промышленной инвестиции, и трубогиб не будет исключением. Хотя большинство владельцев металлообрабатывающих предприятий сосредотачиваются только на высокой стоимости при низких инвестициях, этого недостаточно. Иногда один тип трубогибочного станка может заряжаться от разных марок; поэтому вы должны сравнить преимущества и рентабельность инвестиций, которые они предлагают.
- Качество: Оборудование для гибки труб — это единовременная инвестиция, и вы не можете позволить себе принять неправильное решение. Качество гибки будет зависеть от качества используемого станка.
Наряду со всеми вышеперечисленными факторами при выборе правильного трубогиба важно обращаться за советом к специалистам. Woodward Fab — это компания, в которой есть команда экспертов, которые помогут вам в этом выборе. Эта компания с 1966 года активно поставляет оборудование для изготовления труб и труб, такое как гибочные станки. Их опыт и качество продукции доказывают их компетентность.
Обзор лучших трубогибов и трубогибов Ассортимент продукции:
Связанный пост:
- Полное руководство по выбору трубогибочных матриц
- Обсуждены различные методы и оборудование для резки труб и труб
- Как эффективно использовать труборез?
- Распространенные ошибки, которых следует избегать при покупке трубогибочного станка
- Пошаговое руководство Woodward Fab по сборке трубогибочного станка с ручным управлением