

Производство ОСП (OSB, ОСБ) плит в России. Завод по производству OSB плит
Приемка и хранение древесного сырья.
Для изготовления ОСП плит на предприятии ООО ДОК «Калевала» используется балансовое сырье 1 и 3 сорта хвойных пород, а также дровяная древесина всех пород в качестве источника тепловой энергии.
Диапазон диаметров баланса от 60 до 500 мм. На площадку завода балансовое сырье поступает в сортиментах длиной – 3, 4, 6 метров. Лесоматериалы длиной 6 метров со склада сырья передаются мобильными подъемно-транспортными средствами на линию разделки на сортименты длиной 3 метра.
Гидротермическая обработка бревен.
Целью гидротермообработки балансового сырья является увеличение пластичности древесины при строгании на древесные частицы.
В холодное время года, когда сырьё в поперечном своём сечении имеет отрицательную температуру, бассейны осуществляют его гидротермическую обработку при температуре водной среды от 300 С до 350 С с целью оттаивания. В тёплый период года, когда сырье имеет положительную температуру, его обработка в водной среде происходит без искусственного поддержания температуры воды в бассейне. Длительность обработки древесного сырья составляет 20-24 часа. При этом достигается некоторая стабилизация влажности сырья и оно обмывается.
В тёплый период года, когда сырье имеет положительную температуру, его обработка в водной среде происходит без искусственного поддержания температуры воды в бассейне. Длительность обработки древесного сырья составляет 20-24 часа. При этом достигается некоторая стабилизация влажности сырья и оно обмывается.
Окорка.
После гидротермообработки древесного сырья производится удаление коры с поверхности бревен.
Процесс окорки древесного сырья осуществляется в тихоходном двухсекционном роторном окорочном станке проходного типа фрикционным способом, путём трения круглых сортиментов друг о друга и о выступы на поверхности вращающихся частей станка.
Изготовление стружки.
Окоренная древесина, вышедшая из окорочного станка, попадает на конвейер, где бревна выравниваются и формируются в штабель. Сформированный штабель поступает в стружечный станок с ножевым барабаном. Во время работы станка штабель фиксируется зажимом, а ножевой барабан перемешается относительно бревен, измельчая древесину в лепестковую стружку специальной формы «стрэнд».
Стренд (Strand, анг. дер.–крупномерная стружка) – древесная частица заданных геометрических размеров и пространственной ориентации. Геометрические размеры составляют: длина – 120 мм; ширина – 10-100 мм; толщина – 0,7-1,0 мм. Длиной такой частицы всегда считают направление, совпадающее с направлением древесного волокна.
Сушка.
Полученные сырые древесные частицы поступают в бункер хранения, а затем в барабан сушильной установки с целью получения стружки равномерной фиксированной низкой влажности. Процесс сушки осуществляется горячими топочными газами, полученными в энергоцентре. Равномерность сушки достигается за счет постоянного перемешивания стружки путем вращения сушильного барабана.
По окончании процесса сушки сухая стружка поступает в дальнейшее производство, а топочные газы проходят двухступенчатую систему очистки. Первая ступень – механическая очистка газа от древесной пыли и прочих мелких частиц. Вторая ступень – очистка газа от летучих органических соединений в мокром электростатическом фильтре высокого напряжения.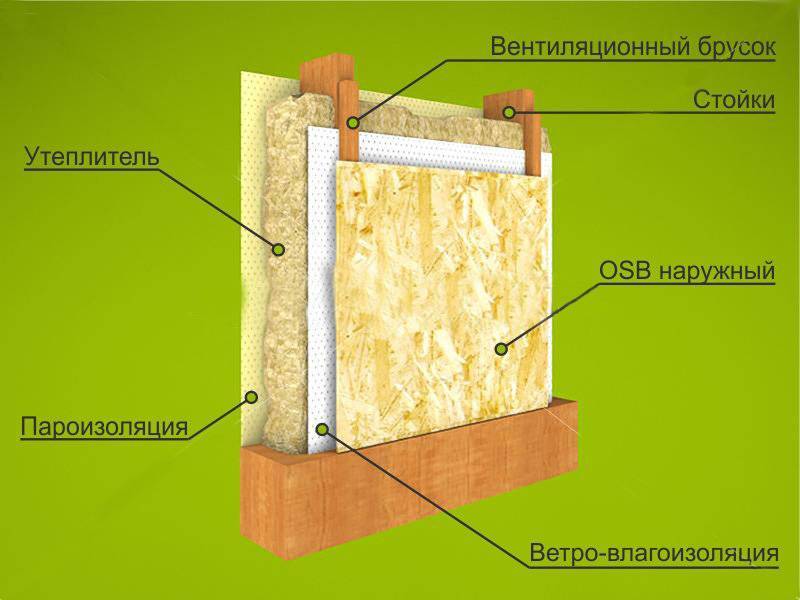
Сортировка стружки.
Сухие древесные частицы, используемые в производстве ОСП, должны иметь определенные линейные размеры и границы по фракционному составу, пригодные для формирования наружных и внутреннего слоёв выпускаемой продукции.
При сортировке происходит разделение всей массы древесных частиц на три размерные группы. Две из них соответствуют по линейным размерам требованиям формирования технологических потоков наружных и внутреннего слоёв, а третья представляет собой отсев.
Осмоление.
Для производства ОСП на предприятии ООО ДОК «Калевала» одновременно используются два вида связующих веществ.
Используются меламинокарбамидоформальдегидная смола как связующее наружных слоев плит и полимерный 4,4′-метилендифенилдиизоцианат (pMDI) как связующее внутреннего слоя плит. Смешивание древесных частиц со связующим осуществляется раздельно по потокам в смесителях непрерывного действия.
Формирование стружечного ковра.
Смешанные со связующим (осмоленные) древесные частицы передаются на участок формирования древесностружечного ковра системой отдельных конвейеров.
Формирование древесностружечного ковра осуществляется комплексом состоящим из четырех формирующих машин, две крайние из которых предназначены для формирования наружных слоев ковра, а две средние для формирования внутреннего слоя.
Прессование.
Древесностружечный ковер по промежуточному ленточному конвейеру поступает в гидравлический пресс горячего непрерывного действия ContiRoll.
Попадая в пространство между движущимися стальными лентами ковер под действием давления и тепла прогревается и уплотняется, спрессовываясь и преобразуясь в непрерывную ленту древесноплитного материала типа ОСП.
Обрезка.
Лента ОСП, вышедшая из пресса, попадает на станцию обрезки и торцовки.
По выпускному конвейеру плита поступает к продольно-обрезному устройству, предназначенному для непрерывной обрезки кромки ленты с целью формирования ее номинальной ширины. Лента ОСП, сформированная по ширине, далее подвергается поперечной распиловке на предварительно выбранную длину «мастер-плиты» с помощью диагональной пилы.
Охлаждение.
Далее плиты проходят первую секцию веерного кантователя охлаждения по вмонтированному в него конвейеру. В ней происходит частичное охлаждение плит в процессе их переворачивания на 1800.
Перевернутая плита ложится на приемный конвейер и переносится им во вторую секцию веерного кантователя охлаждения, вращающуюся в обратную сторону по отношению к первой. При повторном переворачивании плита продолжает охлаждаться и в перевернутом состоянии четвертым конвейером выносится из веерного охладителя на следующий конвейер.
Промежуточное хранение.
Далее конвейер передает плиту на пакетообразующий стол, где из плит формируются пакеты высотой до 150 мм.
Из этих пакетов по обе стороны пакетообразующего стола с помощью захватной тележки формируются штабели высотой до 4000 мм. Сформированный из пакетов плит штабель перемещается на склад промежуточного хранения для 24-часовой выдержки. По истечении срока выдержки штабель мастер-плиты отправляется на окончательную обработку.
Форматная обрезка.
Поступивший со склада промежуточного хранения штабель подается на приемный стол, откуда осуществляется поштучная подача мастер-плиты к двум блокам пил для разрезки на плиту заданного формата.
Также на этом участке осуществляется маркировка каждой плиты на верхней ее пласти. После обрезки и маркировки плиты собираются в готовые пакеты и отправляются на упаковку.
Упаковка.
Готовые пакеты плит поступают на линию упаковки, где под каждый пакет подкладываются бруски и производится его обвязка пластиковой упаковочной лентой.
Процесс упаковки пакетов полностью автоматизирован.
Хранение.
Хранение пакетов ОСП перед отгрузкой осуществляется на складе готовой продукции.
Наиболее распространенные форматы плит всегда имеются на складе и готовы к отгрузке потребителю в любое время суток.
Обработка боковой грани плиты (шпунт-гребень).
Помимо стандартной плиты ОСП, ООО ДОК «Калевала» предлагает покупателям плиты со специально подготовленными кромками в виде шпунта и гребня. Такая форма торца плиты облегчает стыковку плит при укладке больших площадей, а также создает дополнительную теплоизоляцию в месте стыка двух плит.
Обработка кромок плит производится на линии выборки шпунт-гребень. Пакет готовой продукции поступает на приемный стол линии, откуда поштучно подается на два блока фрез, придающих кромкам плиты нужную форму.
Новости
- ДОК «Калевала» – дипломант конкурса «100 лучших товаров России» 30 Января 2023
- ДОК «Калевала» стал победителем в экологическом рейтинге «Гуд Вуд® 2018» 23 Ноября 2018
- Петрозаводску – 100 тысяч деревьев! 17 Октября 2018
- Дмитрий Медведев посетил ДОК “Калевала” 23 Июля 2018
- ДОК «Калевала» исполнилось пять лет! 25 Июня 2018
Все материалы пресс-службы ДОК “Калевала”
ОСБ плита – вредность для здоровья
Содержание статьи
- 1 Производственный процесс – какие потенциальные опасности несут синтетические смолы
- 2 Что собой представляет меламино-, мочевино- и фенолформальдегид?
- 3 Гарантии и исследования производителей
- 4 Вредность не подтверждается
Вредность для здоровья такого актуального строительного материала как ОСБ-плиты обсуждается давно. Это связано с технологией производства, которая предполагает применение для полимеризации слоев специальных синтетических смол. Именно они, по мнению некоторых исследователей, являются источником токсических веществ, которые по замерам в помещениях превышают допустимые нормы.
Это связано с технологией производства, которая предполагает применение для полимеризации слоев специальных синтетических смол. Именно они, по мнению некоторых исследователей, являются источником токсических веществ, которые по замерам в помещениях превышают допустимые нормы.
Следует отметить, что ОСБ плиты являются не только конструкционным материалом, из которого могут быть сделаны перегородки и облицовка, но и часто применяются для изготовления мебели. Европейские производители, соблюдающие экологический протокол E1, утверждают, что отделка их продукцией внутренних помещений полностью безопасна. Давайте разберемся в деталях технологического процесса и проценте токсинов, попадающих в помещении при эксплуатации плит.
Производственный процесс – какие потенциальные опасности несут синтетические смолы
Чтобы понять, вредны ли для здоровья доступные в продаже ОСБ-плиты, стоит разобраться в особенностях производства подробнее. Конструкционная жесткость этого вида материалов в несколько раз превосходит прочные сорта дерева. При этом нужно учитывать, что продукция отличается бюджетной стоимостью и изготовлена в значительной доле из натурального сырья. Предметом спора специалистов является состав, который используется для полимеризации стружки.
При этом нужно учитывать, что продукция отличается бюджетной стоимостью и изготовлена в значительной доле из натурального сырья. Предметом спора специалистов является состав, который используется для полимеризации стружки.
Каждая ОСБ плита представляет собой мультислойную конструкцию. Направление стружечной массы в одном слое перпендикулярно к направлению другого слоя. Благодаря этому материал имеет отличные показатели на излом. Применение синтетических смол обуславливает приобретение «дополнительной» жесткости ориентированно-стружечными материалами, а также «нулевую» биодоступность. OSB не поражается грибком, плесенью и насекомыми.
Мультислойная конструкция ОСБ плитыЭти качества наряду с доступной стоимостью сделали эти плиты лидерами современного строительного рынка, особенно каркасного и частного домостроения. Листы используются для возведения надежных конструкций, применяются как опалубка в SIP-панелях. Для наружных целей применяются специальные виды смол, обеспечивающих влагостойкость.
Производство ОСБ основано на следующих полимерах:
- меламиноформальдегидном синтетическом воске, используемом для скрепления наружных слоев;
- мочевиноформальдегидной смоле, используемой для внутренних слоев плиты.
Некоторые производители в производстве применяют фенолформальдегиды, которые в теории наряду с формальдегидами выделяют токсичный фенол. Данные вещества входили в состав ДСП периода СССР, сейчас и эта технология полностью изменена, также соответствует современным требованиям экобезопасности.
Что собой представляет меламино-, мочевино- и фенолформальдегид?
Принцип «работы» синтетических смол, входящих в ОСБ, состоит в высоких адгезионных качествах клея и его последующей необратимой полимеризации (перехода из текучего в твердое состояние). Современные полимеры имеют неразрушаемую обычными методами конструкцию, это качество называются когезионной прочностью. В «правильном» составе клея для OSB плита не изменяет свои характеристики при температурном воздействии или добавлении растворителей. Именно это качество позволяет добиваться водостойкости полимерного клея и результирующего продукта.
Именно это качество позволяет добиваться водостойкости полимерного клея и результирующего продукта.
При взаимодействии отдельных компонентов, например, фенола и формальдегида образуются низкомолекулярные структуры – резолы, которые в процессе полимеризации меняют свою структуру с линейной (разветвленной) на пространственную, напоминающую кристаллическую решетку. Процесс загустения клея включает в себя постепенный переход резолов в резитолы с редкой пространственной решеткой, затем – в резиты, имеющие пространственную сетку с частым соединениями молекул (полимеры).
Таким образом, фенолы, формальдегид, мочевина, меламин в составе смолы находятся не только в связанном химическим соединением состоянии, но еще имеют пространственную структуру. Высвобождение чистых веществ из пространственной решетки затруднительно, а при улучшении рецептуры максимально минимизируется. В свободном состоянии вещества, входящие в состав синтетической смолы, также имеют ограниченную токсичность. В совокупности, нельзя даже теоретически предположить, что плиты ОСБ вредны для здоровья.
Меламин
МеламинМеламин – широко используется в производстве смол и дубильных веществ, канцерогенные свойства меламинформальдегидных смол минимальны, вещество разрешено для изготовления пищевой посуды. Некоторая токсичность наблюдается у чистого меламина, на его основе выпускаются губки для бытового применения, их не используют для мытья посуды. Токсичность меламина мала, однако не рекомендуется употребление продуктов с его содержанием.
Мочевина
МочевинаМочевина – вещество широко используемое в сельском хозяйстве, производстве косметики, в промышленности. Мочевина содержится в организме человека и участвует в клеточном метаболизме. При использовании в производстве ОСБ плит придает слоям повышенные адгезивные свойства, способствующие установлению прочных соединений в мультислойных конструкциях.
Фенол
ФенолФенол – вещество, оказывающее повышенную токсичность на людей и окружающую среду. При этом необходимая человеку аминокислота тирозин является также производной фенола. Токсичность этого вещества снижается при образовании устойчивых химических соединений. Применяется в производстве поликарбона, эпоксидных красок и смол. В процессе гидрирования становится нейлоном и капроном. Применяется для дезинфекции животных и входит в косметические средства, лекарства в качестве консерванта. При отравлениях значительными количествами всасывается через кожу и вызывает паралич дыхательного центра.
Токсичность этого вещества снижается при образовании устойчивых химических соединений. Применяется в производстве поликарбона, эпоксидных красок и смол. В процессе гидрирования становится нейлоном и капроном. Применяется для дезинфекции животных и входит в косметические средства, лекарства в качестве консерванта. При отравлениях значительными количествами всасывается через кожу и вызывает паралич дыхательного центра.
Формальдегид
ФормальдегидФормальдегид входит в состав многих растворителей, в том числе в технический формалин. Применяется в сельском хозяйстве для фумигации зерна перед зимним хранением и транспортировкой. Используется в пищевой и косметологической промышленности в качестве консерванта, зарегистрирован под пищевым кодом Е240. Безопасен в количестве 0,5%, применяется в средствах от потливости. В количестве 0,05% свободно используется в пищевой и косметологической промышленности для обеззараживания составов. Проявляет токсичность только при контакте с кожей человека в превышающих норму объемах.
Из приведенных характеристик становится понятно, что токсичное влияние на организм человека смол, входящих в состав ОСБ крайне мало. Это подтверждается гигиеническими сертификатами РФ на продукцию, которые получают крупные заводы с целью поставок на рынок Российской Федерации. ОСБ плиты европейских и американских производителей прошли так называемую «детскую» сертификацию.
Однако предположение о полной безопасности OSB для взрослых и детей не касается продукции с сомнительным происхождением и поддельными сертификатами качества, что характерно для многих азиатских производителей. Если есть сомнения в качестве ОСБ плиты и в соблюдении норм экобезопасности производителем, такую продукцию лучше использовать для наружной отделки.
Гарантии и исследования производителей
Если вы читаете отрицательные отзывы об использовании ОСП продукции, обратите внимание на производителя плиты. Согласно компьютерному анализу фирмы Egger после полной полимеризации клея эмиссия формальдегида из готовых плит высокоточными приборами не обнаруживается. Согласно американским нормам (одним из самых строгих современных стандартов) SIP панели могут выделять до 0,1 ppm (10-6, одна миллионная доля) формальдегида. Этот показатель на несколько порядков меньше допустимой безопасной концентрации.
Согласно американским нормам (одним из самых строгих современных стандартов) SIP панели могут выделять до 0,1 ppm (10-6, одна миллионная доля) формальдегида. Этот показатель на несколько порядков меньше допустимой безопасной концентрации.
Согласно европейским нормам ОСБ плиты соответствуют номам безопасности протокола E1, допускающего выделение до 0,1 ppm. Для сравнения фанера относится к классу E2. Из ОСБ-плит, выполненных по стандарту E1, допускается изготавливать детскую мебель.
Согласно исследованиям плиты OSB-3 выделяют формальдегид в таком же объеме как и древесина. Пос внутрифабричным требованиями плита ОСБ фирмы Kronospan, Egger может выделять до 0,03 ppm, условно соответствуя несуществующему стандарту E0.
Если у вас есть сомнения в качестве или поставке выбранной продукции, поинтересуйтесь сертификатами качества и исследованиями производителя в области экобезопасности. Это поможет сформировать конечное мнение о характере использования древесно-стружечных плит для отделки внутренних помещений.
Вредность не подтверждается
Заводы, занимающиеся выпуском ОСБ-продукции, относятся к высокооснащенным компьютеризированным производствам. На каждом этапе контролируются всевозможные параметры, особенно связанные с экобезопасностью. Европейские нормы считаются одними из самых строгих, причем проверкой продукции занимаются научно-исследовательские институты, которые гарантируют объективность своей оценки.
Из этого можно сделать вывод, что OSB, имеющие стабильные фабричные технические характеристики, полностью безопасны для здоровья и могут использоваться в облицовки детских помещений и изготовления мебели. Если у вас есть сомнения, поинтересуйтесь сертификатами производителя и стандартами, на которые он ссылается. Европейские и американские производители, а также их авторизованных дилеры реализуют гарантированно безопасную и качественную продукцию.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Понравилась статья?
Подпишитесь на новые
Что такое OSB и как это делается?
Независимо от того, являетесь ли вы ветераном строительной отрасли или новичком в этой сфере, есть большая вероятность, что вы использовали OSB в своих проектах.
Что такое ОСБ?
Если вы когда-нибудь задавались вопросом: «Что такое OSB?» вы пришли в нужное место для ответов. Ориентированно-стружечная плита (OSB) – универсальный древесный продукт, широко используемый в строительстве. Обычно он используется в конструкционном и неконструкционном производстве и является лучшим выбором для кровли и обшивки. Панели изготовлены из инженерной древесины со спрессованными поперечно-ориентированными древесными волокнами. Они обработаны водостойким клеем, чтобы получилась прочная, устойчивая к деформации доска. В процессе берутся деревья, которые в противном случае были бы потрачены впустую, разрезаются на пряди и создаются прочные и долговечные доски.
В процессе берутся деревья, которые в противном случае были бы потрачены впустую, разрезаются на пряди и создаются прочные и долговечные доски.
Как это делается
Теперь, когда у вас есть более четкое представление о том, что такое OSB, давайте посмотрим, как это делается. В приведенном выше видео на YouTube мы познакомим вас с каждым этапом процесса на нашем производственном предприятии в Окдейле, штат Луизиана.
Штабелирование и старение
Сначала грузовики привозят бревна на лесопилку. Затем бревна выгружаются из грузовиков с помощью двух козловых кранов Kone. Чтобы дать представление о том, насколько мощные эти краны, они могут поднять целый грузовик пиломатериалов за один «укус». Краны используются для укладки древесины в зоны, где она выдерживается примерно две недели.
Сепарация и сушка
После завершения процесса старения бревна подаются на входные деки и подаются в окорочные барабаны. После удаления коры бревна пропускают через прядильную машину, которая разрезает их на пряди размером 2 дюйма на 6 дюймов на 0,03 дюйма. Пряди перемещаются в бункеры до тех пор, пока они не будут готовы к поступлению в сушилки: большие обогреваемые вращающиеся цилиндрические барабаны.
Пряди перемещаются в бункеры до тех пор, пока они не будут готовы к поступлению в сушилки: большие обогреваемые вращающиеся цилиндрические барабаны.
Затем пряди сушат, перемещают в здание сита и разделяют по размеру. Меньшие нити становятся материалом сердцевины, а более крупные нити становятся лицевым материалом. После разделения оба типа отправляются в сухие бункеры для хранения.
Нанесение последних штрихов
Затем пряди направляются в блендер, где наносятся смола и воск. Затем на ленте формовочной линии короткие нити (основной материал) помещаются между длинными полосами (лицевой материал) в поперечном порядке. Маты разрезаются на панели с помощью пилы, перемещаются в клетку погрузчика и прессуются.
Пресс нагревается до 415°F и отверждает смолу в прядях по мере их прессования. Затем панели разрезаются на нужные формы и размеры с помощью пил. Наконец, панели укладываются в блоки, окрашиваются и герметизируются и готовятся к отправке клиентам.
Выберите RoyOMartin OSB за качество, на которое можно положиться
Мы надеемся, что это ответило на вопрос «Что такое OSB?» и рассказал о процессе производства OSB. В следующий раз, когда вы увидите OSB с логотипом RoyOMartin, вы будете точно знать, как эти панели были сделаны, от начала до конца. Если у вас есть какие-либо вопросы об OSB или любой другой нашей продукции, позвоните по телефону 1-800-299-5174 или свяжитесь с нами через Интернет. Стройте лучше с RoyOMartin.
В следующий раз, когда вы увидите OSB с логотипом RoyOMartin, вы будете точно знать, как эти панели были сделаны, от начала до конца. Если у вас есть какие-либо вопросы об OSB или любой другой нашей продукции, позвоните по телефону 1-800-299-5174 или свяжитесь с нами через Интернет. Стройте лучше с RoyOMartin.
Как производится OSB :: Weyerhaeuser
Если вам нужна подробная информация об OSB, идеальным сценарием было бы посидеть в комнате с Алексом Кучаром, техническим менеджером по OSB компании Weyerhaeuser. Алекс, проработавший в Weyerhaeuser более 13 лет, много знает об OSB.
Поскольку мы не можем усадить всех в комнате с Алексом, мы поступаем следующим образом. Вот его взгляды на то, как компания Weyerhaeuser производит плиты OSB на своих шести заводах в Канаде и США.
В: Большинство людей никогда не видели, как собирают деревья. Каковы первые шаги?
A: Лесозаготовители по контракту или Weyerhaeuser прибывают в специально отведенное место, чтобы выбрать и спилить деревья, готовые к вырубке. Ветки снимаются, а деревья транспортируются на завод OSB.
Ветки снимаются, а деревья транспортируются на завод OSB.
В: Каков первый шаг на заводе OSB?
A: С деревьев снимают кору (кора и все оставшиеся ветки сжигаются в качестве топлива), а затем помещают на «прялку», имеющую набор ножей внутри круглого колеса. Ножи вращаются, когда древесина проходит через кольцо, разрезая дерево на отдельные пряди заданной ширины, толщины и длины.
В: Что происходит с древесной стружкой?
О: Их сушат при высоких температурах. Затем в ходе отдельной операции их пропускают через сито, чтобы отфильтровать различные размеры. Пряди большего размера выбираются для поверхностных слоев панелей OSB, а пряди меньшего размера используются для сердцевинных слоев.
В: Что дальше?
A: Пряди разных размеров смешиваются во вращающемся барабане со смолой и воском. Пряди со смолой и воском затем транспортируются к ориентаторам. Ориентирующие пряди выравнивают так, чтобы пряди для верхней и нижней поверхностей панели шли в одном направлении, а внутренние пряди шли в противоположном направлении. Это придает устойчивости панелям.
Это придает устойчивости панелям.
В: Каков размер панели OSB на данный момент?
A: Перед тем, как попасть в пресс, мат может иметь толщину до восьми дюймов. После того, как маты попадают в пресс, они прессуются при давлении около 600 фунтов на квадратный дюйм, при температуре до 425 градусов по Фаренгейту. Давление приводит нити в тесный контакт друг с другом, а тепло отверждает смолу. Прессованные маты бывают высотой от 3/8 дюйма до более дюйма, в зависимости от продукта, который мы производим в то время.
В: Какой процесс отверждения происходит в прессе?
A: Каждое отверстие пресса имеет плиты, и плиты пресса нагреваются с помощью системы горячего масла. Именно сочетание давления и тепла, применяемых в процессе закрытого прессования, отвердевает смолы. Когда панели OSB выходят, их температура может превышать 300 градусов по Фаренгейту.
В: Каковы последние шаги?
A: Панели поступают от пресса на линию отделки, где они обрезаются до необходимой длины и ширины.