

Перевод обогрева технологического оборудования смесильно-прессового цеха на высокотемпературный органический теплоноситель (ВОТ) с утилизацией тепла отходящих газов прокалочных печей ЗАО “ЭПМ-Новосибирский электродный завод”
Please use this identifier to cite or link to this item: http://hdl.handle.net/10995/29443
| Title: | Перевод обогрева технологического оборудования смесильно-прессового цеха на высокотемпературный органический теплоноситель (ВОТ) с утилизацией тепла отходящих газов прокалочных печей ЗАО “ЭПМ-Новосибирский электродный завод” |
| Authors: | Спекторук, А. А. Руденко, А. С. Дзюбайло, Р. В. Фатхутдинов, А. Р. Подгорбунских, М. С. |
| Issue Date: | 2014 |
| Publisher: | Уральский федеральный университет |
| Citation: | Перевод обогрева технологического оборудования смесильно-прессового цеха на высокотемпературный органический теплоноситель (ВОТ) с утилизацией тепла отходящих газов прокалочных печей ЗАО “ЭПМ-Новосибирский электродный завод” / А. А. Спекторук, А. С. Руденко, Р. В. Дзюбайло, А. Р. Фатхутдинов, М. С. Подгорбунских // Творческое наследие В. Е. Грум-Гржимайло: прошлое, современное состояние, будущее : сборник докладов международной научно-практической конференции (27-29 марта 2014 г., г. Екатеринбург). — Екатеринбург : УрФУ, 2014. — Ч. 1. — С. 422-429. А. Спекторук, А. С. Руденко, Р. В. Дзюбайло, А. Р. Фатхутдинов, М. С. Подгорбунских // Творческое наследие В. Е. Грум-Гржимайло: прошлое, современное состояние, будущее : сборник докладов международной научно-практической конференции (27-29 марта 2014 г., г. Екатеринбург). — Екатеринбург : УрФУ, 2014. — Ч. 1. — С. 422-429. |
| Abstract: | В докладе представлено техническое перевооружение Новосибирского электродного завода — перевод технологического оборудования смесильно-прессового цеха на высокотемпературный органический теплоноситель (ВОТ) с утилизацией тепла отходящих газов прокалочных печей прокалочного цеха. В ходе проведенной работы были разработаны различные схемы утилизации тепла дымовых газов прокалочных печей прокалочного цеха и перевод отопления пекоиспользующего оборудования (СПЦ и наземного пекосклада) на высокоорганический теплоноситель. На основе выполненных тепловых, электрических и конструктивных расчетов был определен состав оборудования и был произведен расчет экономических показателей, таких как: единовременные затраты, среднегодовые затраты, годовые прибыли, сроки окупаемости. По результатам рассмотрения выполнено технико-экономическое обоснование строительства. На основании технико-экономического обоснования ОАО «Уралэнергочермет» был выполнен проект (проектная и рабочая документация) предусматривающий строительство комплекса в несколько очередей без остановки основного производства завода. Проектом предусмотрено строительство камеры дожига, установка котлов утилизаторов, подвод высокотемпературного теплоносителя к технологическому оборудованию СПЦ. Спроектированная камера дожига обеспечивает дожигание летучих веществ и каменноугольной пыли. Реализация проекта технического перевооружения позволяет решить задачу использования высокотемпературного пека и утилизации тепла отходящих газов прокалочных печей. По результатам рассмотрения выполнено технико-экономическое обоснование строительства. На основании технико-экономического обоснования ОАО «Уралэнергочермет» был выполнен проект (проектная и рабочая документация) предусматривающий строительство комплекса в несколько очередей без остановки основного производства завода. Проектом предусмотрено строительство камеры дожига, установка котлов утилизаторов, подвод высокотемпературного теплоносителя к технологическому оборудованию СПЦ. Спроектированная камера дожига обеспечивает дожигание летучих веществ и каменноугольной пыли. Реализация проекта технического перевооружения позволяет решить задачу использования высокотемпературного пека и утилизации тепла отходящих газов прокалочных печей. |
| Keywords: | УТИЛИЗАЦИЯ ТЕПЛА ТЕПЛООБМЕН ДЫМОВЫЕ ГАЗЫ КОТЕЛ-УТИЛИЗАТОР ВЫСОКООРГАНИЧЕСКИЙ ТЕПЛОНОСИТЕЛЬ (ВОТ) ВЫСОКОТЕМПЕРАТУРНЫЙ ПЕК ПЕКОСКЛАД ТЕПЛОВОЙ БАЛАНС ЭКОНОМИЧЕСКИЕ ПОКАЗАТЕЛИ ЭКОНОМИЧЕСКИЕ РАСЧЕТЫ СРОК ОКУПАЕМОСТИ ЭКОНОМИЧЕСКАЯ ЦЕЛЕСООБРАЗНОСТЬ СТАДИЯ СТРОИТЕЛЬСТВА КАМЕРА ДОЖИГА ПРОКАЛОЧНАЯ ПЕЧЬ ВЫСОКОТЕМПЕРАТУРНЫЙ ПЕК ДОЖИГАНИЕ ЛЕТУЧИХ |
| URI: | http://hdl. handle.net/10995/29443 handle.net/10995/29443 |
| Conference name: | Международная научно-практическая конференция «Творческое наследие В. Е. Грум-Гржимайло: история, современное состояние, будущее» |
| Conference date: | 27.03.2014-29.03.2014 |
| ISBN: | 978-5-321-02409-6 978-5-321-02410-2 |
| Origin: | Творческое наследие В. Е. Грум-Гржимайло: история, современное состояние, будущее. Ч. 1. — Екатеринбург, 2014. |
| Appears in Collections: | Конференции, семинары |
Show full item record Google Scholar
Items in DSpace are protected by copyright, with all rights reserved, unless otherwise indicated.
Электродные котлы – что досталось нам от подводных лодок!
Электродные котлы – это, по сути, лучшее открытие конца 20 века. Из неиссякаемых просторов интернета многие знают, что существующий тип обогревательных приборов был изобретен и успешно использовался военной промышленностью в собственных целях. Ввиду технических сложностей с применением на ограниченных участках источников обогрева немалых размеров, ионные теплогенераторы стали очень популярны в этой области. Без их работы не обходились: подводные лодки, корабли, паромы, буровые платформы, полярные станции. Для таких объектов и производились электродно-электрические котлы большой мощности. Плюсы которых: большой срок эксплуатации, простота в обслуживании, компактность, эффективность, экономичность. По безопасности им просто трудно было найти равных.
Ввиду технических сложностей с применением на ограниченных участках источников обогрева немалых размеров, ионные теплогенераторы стали очень популярны в этой области. Без их работы не обходились: подводные лодки, корабли, паромы, буровые платформы, полярные станции. Для таких объектов и производились электродно-электрические котлы большой мощности. Плюсы которых: большой срок эксплуатации, простота в обслуживании, компактность, эффективность, экономичность. По безопасности им просто трудно было найти равных.
Познакомится с принципом работы ионных котлов, население нашей страны смогло исключительно во второй половине 80 – начале 90 годов. Когда каждый военный завод пытался наладить выпуск товаров повседневного потребления. Для многих, в это непростое безденежное время, такая продукция была основным подспорьем для выживания. А после того, как мировые цены на газ, твердое топливо, нефтепродукты начали стремительно расти, то новым источникам альтернативной энергии была открыта прямая дорогая на пик популярности и любви всего трудового народа.
Принцип работы
Функциональная способность этих электродных агрегатов – преобразовывать электрическую в тепловую энергию. При этом КПД самих котлов достигает почти 100%. В энергоустановках такого типа, высоких результатов удалось достичь за счет значительного сокращения времени нагрева воды. В ионных котлах отсутствует “нагревающий посредник” – электрический тэн. Теплоноситель, имеющий определенную удельную емкость, сам выступает в роли нагревательного источника. Выделяет большую тепловую энергию, в процессе разделения молекул на отрицательно и положительно заряженные частицы (ионы).
Остановимся на некоторых ТОП моделях электродных котлов
Электродные котлы ГАЛАННастенные электродные котлы “ГАЛАН” – разработка отечественных инженеров и конструкторов, производится на заводах Украины. По сравнению с электрическими ТЭНОВыми котлами, имеют большую производительность и долговечность. Нет необходимости дополнительно устанавливать элемент нагрева. В случаи отсутствия теплоносителя электрическая цепь разомкнется, котел перестанет работать, следовательно, пожароопасной ситуации не возникнет.
В случаи отсутствия теплоносителя электрическая цепь разомкнется, котел перестанет работать, следовательно, пожароопасной ситуации не возникнет.
Почему стоить купить котлы ГАЛАН
- Себестоимость и розничная цена – значительно ниже аналогов;
- КПД достигает 98-99%;
- Монтаж и установка без оформления разрешительных документов от инспекций и органов контроля;
- Экономят энергоносители до 55%;
- Небольшие размеры;
- Работают в паре с автоматикой, не требуют вмешательства человека;
- Устанавливается в отапливаемых системах с естественной и принудительной циркуляцией.
Не маловажной особенностью есть то, что в таких обогревательных котлах можно использовать не специально подготовленную жидкость определенной удельной плотности, а обыкновенную дистиллированную воду. Дешево и практично. Круглого вида электроды (диаметр 19 мм), изготавливаются из специального сплава стали, имеют повышенный срок эксплуатации, зачастую он составляет не меньше 28 лет.
Для комфортной эксплуатации, котлы фирмы «Галан» поставляются с автоматическими блоками управления и контроля. Установка дешевых механических регуляторов – не предусмотрена. Гарантия на весь комплекс оборудования – три года.
Электродные котлы ION (ИОН)С развитием научно-технического прогресса, в сфере отопительных приборов появилась новые, востребованные, недорогие по цене электродные котлы ИОН. Среди всех моделей, нагреватели с электродным принципом работы занимают ведущие позиции, являются наиболее энергосберегающими. Экономия средств порой достигает 35%. Все электродные котлы качественно изготовлены, сертифицированы. Производится обогревающая техника из стали высококачественных образцов. Эксплуатировать по гарантии оборудование можно 3 года, а период безупречной работы ИОН составляет от 15 до 25 лет. Котлы ION (ИОН) изначально комплектуются автоматикой.
Эксплуатация
Электродный котел ИОН, во время своей работы, использует обыкновенную воду, с добавлением в неё специальной уплотнительной жидкости. Отличительной особенностью таких электродных систем от других, есть наличие уникальных электродов, которые изготавливаются при помощи инновационных технологий, с использованием новейших сплавов из разных материалов.
Отличительной особенностью таких электродных систем от других, есть наличие уникальных электродов, которые изготавливаются при помощи инновационных технологий, с использованием новейших сплавов из разных материалов.
Для обеспечения равномерного давления на стенках котлов, все электродные обогреватели выпускаются в виде цилиндра, с диаметром не больше 135 мм, а высотой 420 мм, при этом весят они, как правило, не больше 5,5 кг. Выпускаются с минимальной мощностью от 1,9 квт и мощностью 35 квт.
Преимущества котлов ИОН перед другими электродными моделями:- Низкая стоимость;
- Супер компактны;
- Для работы не нужен дымоход.
- Возможность использование напряжения 220 -380 V;
- Улучшенные электроды;
- При работе на разных режимах имеет устойчиво – высокий КПД.
- Срок работы 20 лет;
- Экономия во время работы – до 35%, при температуре теплоносителя – не больше 74 грд.


Электрические обогреватели электродного типа «Обрий» (Обрій») имеют большой КПД – 99%, экономичные и производительные. Автономный котёл при номинальной мощности двух киловатт, без проблем обогреет 42 м², нагреет в отопительной энергосистеме закрытого типа 82 л воды. При этом, поддерживая в системе комфортную температуру 55 ºС и находясь в работе, не больше 9 часов в сутки. По своей конструкции электродные системы «Обрій» можно разделить на несколько видов: простые – с одним электродом, сложные – с тремя электродами.
1. С одним электродом котлы:
- напряжение 220 – 240 V;
- имеют один режим работы;
- размеры — 281×1220×82 мм;
- немного весят 2,2 кг;
- подключающие выходы: на входе 25 мм, на выходе 32 мм;
- могут обогреть помещение площадью до 99 м².

2. С тремя электродами модели:
- напряжение 220 – 380 V;
- могут включаться пошагово – одновременно работать с несколькими ступенями;
- габариты — 382×222×142 мм;
- весят не более 7,2 кг;
- размеры подключающих выходов – 32 мм;
- обогреют площадь 740 м².
Комфортную работу сложных моделей обогревателей всегда обеспечит автоматика, входящая в базовую комплектацию таких котлов.
Меры безопасности и недостаткиКак недостаток, нужно отметить то, что электродные котлы работают с переменным током. Для безопасной работы необходимо изготовить заземление с сопротивлением не больше 3,99 ом. Сам котёл необходимо подключить к контуру (заземлить).
P.S.
У Вас возникла проблема с обогревом жилых помещений, магазинов, офисов, дач, коттеджей. Нет возможности подключиться к газопроводу. Не хотите морочить голову с обслуживанием и эксплуатацией твердотопливных котлов, то знайте – решение уже есть. Для этих целей прекрасно подойдут надежные в повседневной работе, безопасны в эксплуатации отопительные энергоустановки – электродные котлы.
Нет возможности подключиться к газопроводу. Не хотите морочить голову с обслуживанием и эксплуатацией твердотопливных котлов, то знайте – решение уже есть. Для этих целей прекрасно подойдут надежные в повседневной работе, безопасны в эксплуатации отопительные энергоустановки – электродные котлы.
Решили купить электродный котел – простой в установке генератор тепловой энергии высоким КПД? Но не можете определиться с моделью, мощностью и другими техническими характеристиками. Тогда смело звоните в компанию Котел в Доме, Здесь получите бесплатные, исчерпывающие консультации. Также, Вас ждет приличная скидка на электродные котлы.
Мы с Вами 7 дней в неделю!
Читайте также:
Рейтинг твердотопливных котлов отечественного производства
Что нужно знать при выборе котлов
Как в самому сделать котел на пеллетах
Больше на нашем канале YouTube
Кількість переглядів: 2 757
Печи для сварки штучными электродами
Часто задаваемые вопросы
Что такое стержневые электроды и что такое дуговая сварка металлическим электродом в среде защитного газа (SMAW)?
Почему мне нужно хранить сварочные электроды в нагретой печи?
Как правильно хранить и повторно запекать удилища?
В чем разница между выдержкой сварочного электрода и повторным обжигом сварочного электрода?
Каковы ключевые различия между печами для выдержки сварочных электродов и печами для повторного обжига сварочных электродов?
Могу ли я использовать переносную печь для выдержки Keen для длительного хранения?
Используются ли большие печи только для длительного хранения?
Как определить потребляемый ток для конкретной модели стержневой печи?
Каково допустимое воздействие атмосферы на сварочные электроды с низким содержанием водорода?
Существуют ли общеизвестные неадекватные методы хранения сварочной проволоки?
Какие распространенные ошибки при хранении и обращении могут привести к повреждению сварочных прутков?
Какие проблемы могут потенциально возникнуть во время сварки из-за неправильного хранения сварочных электродов?
Какие термины, связанные с неправильным хранением сварочных материалов, следует знать?
Как узнать, повреждено ли покрытие моих электродов для сварки с низким содержанием водорода?
Как я могу найти рекомендации по хранению от производителя моего расходного материала?
Чем отличаются методы хранения стержней с низким содержанием водорода, стержней из нержавеющей стали, стержней из целлюлозы и стержней с низким содержанием водорода?
Можно ли одновременно хранить в стержневой печи сварочные электроды разных типов?
Что такое стержневые электроды и что такое дуговая сварка металлическим электродом в среде защитного газа (SMAW)?
SMAW (дуговая сварка защищенным металлом) — это процесс ручной дуговой сварки, который часто называют сваркой стержнем . Это один из самых популярных сварочных процессов, используемых сегодня. Его популярность обусловлена универсальностью процесса, простотой и дешевизной оборудования и эксплуатации. SMAW обычно используется с такими материалами, как мягкая сталь, чугун и нержавеющая сталь.
Это один из самых популярных сварочных процессов, используемых сегодня. Его популярность обусловлена универсальностью процесса, простотой и дешевизной оборудования и эксплуатации. SMAW обычно используется с такими материалами, как мягкая сталь, чугун и нержавеющая сталь.
Для этого процесса требуется расходуемый электрод, покрытый флюсом (палочный стержень), для прокладки сварного шва, а электрический ток используется для создания электрической дуги между электродом и металлами, которые свариваются вместе. Электрический ток может быть либо переменным, либо постоянным током от сварочного источника питания.
При прокладке шва флюсовое покрытие электрода разрушается. При этом образуются пары, которые обеспечивают защитный газ и слой шлака. И газ, и шлак защищают сварочную ванну от атмосферного загрязнения. Флюс также служит для добавления поглотителей, раскислителей и легирующих элементов в металл сварного шва.
Для получения более подробной информации о сварке электродами щелкните здесь: http://www. keenovens.com/products/stick-electrodes-details.html
keenovens.com/products/stick-electrodes-details.html
Зачем мне хранить сварочные электроды в печи с нагретым стержнем?
При электродуговой сварке (SMAW) чаще всего используется сварочный электрод с низким содержанием водорода 7018. Он покрыт флюсом, который является гигроскопичным (легко поглощает влагу из воздуха). Это флюсовое покрытие сгорает и превращается в защитный газ, который защищает сварочную ванну от атмосферных загрязнений, таких как водород, азот, кислород и другие. Если эти загрязняющие вещества попадут в сварочную ванну, они вызовут дефекты, такие как растрескивание и пористость (червоточины). Эти дефекты могут создать слабое место, в котором сварной шов может выйти из строя под нагрузкой или напряжением.
Стержни 7018 с низким содержанием водорода — это именно то, что указано в их названии… с низким содержанием водорода. Они пропускают очень мало водорода в сварочную ванну, если они не хранились ненадлежащим образом и не были загрязнены влагой. Влага пропускает водород в флюс, который затем неблагоприятно попадает в сварочную ванну . Это загрязнение влагой перегревается в процессе сварки, превращается в пар, а затем пузырится на поверхности, оставляя открытый карман в готовом валике сварного шва. Таким образом, в этом конкретном месте сварной шов слабее, потому что это не сплошной валик. Это будет происходить в начале бусины с каждым новым используемым стержнем и уменьшаться по мере того, как стержень нагревается и выжигает влагу по мере ее потребления.
Влага пропускает водород в флюс, который затем неблагоприятно попадает в сварочную ванну . Это загрязнение влагой перегревается в процессе сварки, превращается в пар, а затем пузырится на поверхности, оставляя открытый карман в готовом валике сварного шва. Таким образом, в этом конкретном месте сварной шов слабее, потому что это не сплошной валик. Это будет происходить в начале бусины с каждым новым используемым стержнем и уменьшаться по мере того, как стержень нагревается и выжигает влагу по мере ее потребления.
Загрязненные влагой стержни сначала могут образовывать красивый сварной шов, но они будут подвержены продольному растрескиванию либо сразу после сварки, либо позднее (продольное растрескивание возникает, когда трещина начинается в одной точке и следует по длине сварного шва) . Дефекты также могут быть замечены выездным инспектором по сварке, как описано одним из наших опытных сварщиков здесь:
http://www.keenovens.com/articles/welding_spectors. htm
htm
На многих сварочных площадках и в мастерских не соблюдаются надлежащие правила хранения электродов, установленные производителями сварочных электродов и Американским обществом сварщиков.
Каковы рекомендации по правильному хранению и повторной выпечке удилищ?
Для получения конкретных указаний по температуре хранения и повторного обжига мы рекомендуем обращаться непосредственно к производителю сварочных материалов. Также важно свериться с местными нормами сварки и/или попросить инспектора по сварке предоставить некоторую информацию. Стандарты сварки часто меняются, и каждый производитель часто дает разные рекомендации относительно хранения сварочных электродов. Проверьте упаковку, а также веб-сайты производителя для получения информации. Keen предлагает широкий ассортимент продукции для решения практически любых задач по хранению сварочных материалов.
В чем разница между выдержкой сварочного электрода и повторным обжигом сварочного электрода?
Обычно существует два процесса, связанных с надлежащим обслуживанием электродов для электродной сварки: выдержкой (также называемой хранением) и повторным обжигом (также называемой восстановлением).
Процесс выдержки относится к краткосрочному* или долгосрочному** хранению сварочных электродов в горячем состоянии для поддержания заводской сухости. Хранение стержней при повышенных температурах предотвращает попадание атмосферной влаги на гигроскопическое флюсовое покрытие электрода. Существуют различные температурные требования в зависимости от типа электрода, а также требования, установленные правилами сварки. Для получения рекомендаций по температуре выдержки обратитесь к производителю расходных материалов.
Процесс повторного обжига относится к кратковременному* высокотемпературному нагреву сварочных прутков, которые были или могли быть загрязнены атмосферной влагой. Процесс повторного обжига «восстанавливает» сварочный стержень, то есть он выжигает влагу, попавшую в покрытие, тем самым восстанавливая электрод и делая его пригодным для повторного использования. Во многих крупных магазинах есть печь для повторного обжига стержней в ящике для инструментов, в которой электроды, возвращаемые с поля, процедурно повторно обжигаются в качестве меры предосторожности для удаления влаги, а затем помещаются в печь для длительного хранения при низкой температуре для повторного использования. Для получения рекомендаций по температуре повторного обжига обратитесь к производителю расходных материалов.
Для получения рекомендаций по температуре повторного обжига обратитесь к производителю расходных материалов.
* – Применительно к нашим продуктам мы считаем краткосрочным сроком до 8 часов.
** – Применительно к нашим продуктам, мы считаем, что долгосрочная перспектива означает 24 часа в сутки 7 дней в неделю.
Каковы основные различия между печами для выдержки сварочных электродов и печами для повторного обжига сварочных электродов?
Стержневые печи Keen специально разработаны в соответствии с температурным диапазоном процесса и количеством хранимых электродов. Стандартные печи выдержки рассчитаны на максимальную температуру 550F, а печи повторного обжига рассчитаны на достижение 999Ф. Печи с более высокой температурой имеют большую толщину стенок для большей изоляции, взрывозащищенные защелки и цифровые программируемые регуляторы температуры. Большие напольные печи для выдерживания имеют базовое цифровое регулирование температуры, а настольные и переносные печи имеют аналоговое регулирование температуры или постоянный ввод без термостатического контроля.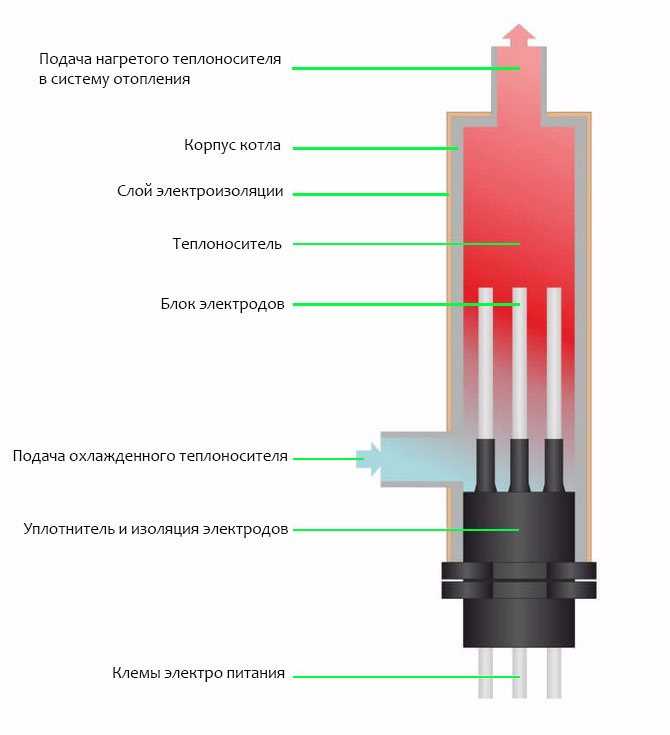
Могу ли я использовать переносную печь для выдержки Keen для длительного хранения?
Переносные печи для сварочных электродов предназначены в первую очередь для кратковременной выдержки, а не для долговременной выдержки. Портативные устройства обычно используются отдельными сварщиками в полевых условиях, чтобы электроды оставались сухими на сварочной станции. Как правило, сварщикам предоставляются электроды, которые хранятся в более крупной печи длительного хранения в инструментальной кроватке. Они загружают свой портативный компьютер для работы в течение дня, а все, что остается в конце дня, возвращают в кроватку для повторной выпечки или длительного хранения. Портативное устройство отключается до следующего использования в полевых условиях.
Используются ли большие печи только для длительного хранения?
Да. Печи выдержки Keen вместимостью от 200 фунтов и выше предназначены для работы 24 часа в сутки, 7 дней в неделю. Идея состоит в том, чтобы все неупакованные электроды постоянно находились при повышенных температурах, чтобы сохранить целостность электрода и обеспечить оптимальные сварные швы.
Идея состоит в том, чтобы все неупакованные электроды постоянно находились при повышенных температурах, чтобы сохранить целостность электрода и обеспечить оптимальные сварные швы.
Как определить потребляемый ток для конкретной модели стержневой печи?
Используйте эту формулу: Ватт/напряжение = Ампер
Каково допустимое атмосферное воздействие низководородных сварочных прутков?
Спецификация AWS для электродов из углеродистой стали (AWS A5.1), максимальный предел E70XX составляет 4 часа.
Спецификацию AWS 5.5 см. ниже:
E70XX-X Максимум 4 часа
E80XX-X Не более 2 часов
E90XX-X Не более 1 часа
E100XX-X 1/2 часа макс.
E1100XX-X Макс. 1/2 часа
Существуют ли общеизвестные неадекватные методы хранения сварочной проволоки?
Один из мифов о хранении сварочных электродов, поддерживаемый некоторыми представителями отрасли, заключается в том, что старый холодильник, оснащенный лампочкой, достаточно нагреет покрытие на электродах с низким содержанием водорода до температуры хранения, рекомендуемой производителем расходных материалов в диапазоне 225-300F. Большинство ламп накаливания не обеспечивают достаточного количества тепла, чтобы нагреть электроды до надлежащей температуры, чтобы предотвратить попадание влаги в покрытие.
Большинство ламп накаливания не обеспечивают достаточного количества тепла, чтобы нагреть электроды до надлежащей температуры, чтобы предотвратить попадание влаги в покрытие.
Еще один миф, с которым мы сталкиваемся на протяжении многих лет, заключается в том, что хранение сварочных электродов в морозильной камере сохраняет электроды сухими. Это, конечно, миф, потому что, как только стержни будут извлечены из морозильной камеры, они станут магнитом для любой атмосферной влаги, которая есть в воздухе, и будут образовывать конденсат на покрытии.
Всегда лучше ознакомиться с инструкциями на упаковке производителя и проконсультироваться у производителя, если у вас есть какие-либо вопросы, касающиеся надлежащего хранения. Обратите внимание, что не все информированы о хранении сварочной проволоки, даже в сервисных службах крупных производителей. Лучше всего поговорить с опытным сварщиком или инспектором, который знает спецификации AWS SMAW и соответствующие отраслевые рекомендации по хранению.
Какие распространенные ошибки при хранении и обращении могут привести к повреждению сварочных прутков?
Сварочные электроды изготавливаются в допустимых пределах влажности в соответствии с типом покрытия и прочностью металла сварного шва, который будет использоваться с электродом. Затем они упаковываются в контейнер, который был разработан для обеспечения степени защиты от влаги, необходимой в промышленности для данного типа покрытия.
Некоторые распространенные ошибки при обращении со сварочной проволокой:
Какие проблемы могут потенциально возникнуть во время сварки из-за неправильного хранения сварочных электродов?
Плохое направление дуги, избыточное разбрызгивание, плохое экранирование, отсутствие проплавления и пористость являются обычными результатами, которые возникают, когда покрытия сварочных электродов были загрязнены влагой. Другим распространенным явлением является «задирание гвоздей» — термин, используемый для описания неравномерного выгорания на одной стороне сварочного стержня. Это часто происходит из-за загрязнения влагой одной области электрода, из-за чего она выгорает медленнее, чем другие области.
Это часто происходит из-за загрязнения влагой одной области электрода, из-за чего она выгорает медленнее, чем другие области.
Пористость: образуется за счет захвата отдельных газовых карманов в затвердевающей сварочной ванне. Газ может образовываться различными способами: плохая газовая защита, поверхностные загрязнения, такие как влага, жир, ржавчина. Пористость также может быть результатом недостаточного количества раскислителей в основном металле, электроде или присадочной проволоке.
Червоточины: Сильная форма пористости, вызванная сильным загрязнением сварочной ванны в результате поверхностного загрязнения или сварки влажными электродами. На рентгенограмме они выглядят как удлиненные поры и указывают на большое количество газа, образовавшегося в сварном шве, который задерживается затвердевающим металлом сварного шва.
Водород: Способствует растрескиванию затвердевшего сварного шва. В сочетании с высокими растягивающими напряжениями и чувствительными сталями водород может вызвать холодное растрескивание через несколько часов или дней после завершения сварки. Для сварки конструкций с использованием высокопрочных сталей часто используются расходные материалы с низким содержанием водорода. Эти типы расходных материалов склонны к впитыванию влаги и должны храниться при повышенных температурах.
Как я могу определить, повреждено ли покрытие моих сварочных электродов с низким содержанием водорода? Визуально осмотрите покрытие стержня, чтобы определить, не изменился ли его цвет во время хранения. Любые обесцвеченные сварочные стержни следует утилизировать или связаться с вашим поставщиком. Также визуально осмотрите покрытие на наличие физических повреждений, которые могли возникнуть во время обращения. Любые участки покрытия стержня, которые могли быть повреждены, сделают стержень бесполезным, и поэтому его следует выбросить.
Проверьте информацию на упаковке расходных материалов, обратитесь к местному поставщику и/или производителю приобретенных вами расходных материалов. Обратите внимание, что не все осведомлены о правильном хранении сварочной проволоки, даже в сервисных службах крупных производителей. Лучше всего поговорить с опытным сварщиком или инспектором, который знает спецификации AWS SMAW и соответствующие отраслевые рекомендации по хранению.
Чем отличаются методы хранения стержней с низким содержанием водорода, стержней из нержавеющей стали, стержней из целлюлозы и стержней с низким содержанием водорода? Необходимо соблюдать надлежащие процедуры хранения для всех типов сварочных электродов. Обратитесь к производителю расходных материалов за конкретными инструкциями. Общепризнано, что те же самые процедуры хранения и повторного обжига для сварочных электродов с низким содержанием водорода применимы и к сварочным электродам из нержавеющей стали..jpg) Целлюлозные электроды не следует хранить в печи, так как воздействие влаги не оказывает отрицательного влияния на рабочие характеристики. Если стержни с низким содержанием водорода подвергались воздействию влаги, их можно нагревать в стержневой печи только при низких температурах (100-120°F).
Целлюлозные электроды не следует хранить в печи, так как воздействие влаги не оказывает отрицательного влияния на рабочие характеристики. Если стержни с низким содержанием водорода подвергались воздействию влаги, их можно нагревать в стержневой печи только при низких температурах (100-120°F).
Это может создать некоторые проблемы, и перед хранением нескольких типов электродов вместе в печи с одним стержнем необходимо всегда связываться с производителем расходных материалов. Сварочные электроды изготавливаются с определенным диапазоном содержания влаги. Например, стержни с низким содержанием водорода имеют влажность примерно 0,1–0,4 процента. С другой стороны, целлюлозные стержни имеют влажность от 4 до 6 процентов. Если эти два типа электродов хранятся в одной и той же печи, стержни с низким содержанием водорода с более низким содержанием влаги будут поглощать влагу из целлюлозных стержней с более высоким содержанием влаги. Важно отметить, что целлюлозные стержни не подлежат длительному хранению в печи для стержней и нагреваются только при низких температурах (100-120°F), если они подвергались воздействию влажного воздуха в течение длительного периода времени.
Важно отметить, что целлюлозные стержни не подлежат длительному хранению в печи для стержней и нагреваются только при низких температурах (100-120°F), если они подвергались воздействию влажного воздуха в течение длительного периода времени.
Вот почему необходимо нагревать сварочные стержни
Сварка — это невероятный талант, который позволяет человеку работать с чем угодно: от небольших проектов в гараже до ремонта линкоров. Сварка развивалась вместе с нашей технологией, но сварка стержнями по-прежнему является наиболее распространенным, а для некоторых предпочтительным методом сварки.
Нужно ли нагревать сварочные прутки? Да, сварочные стержни необходимо нагревать, чтобы они работали наилучшим образом. В зависимости от стержней, которые вы используете для сварки, они будут иметь разные стандарты для их использования и хранения.
Содержание
Как работают сварочные электроды?
Использование сварочных прутков более известно как сварка электродами. Техническое название – дуговая сварка защищенным металлом (SMAW). Простота и универсальность сварки стержнями делают ее наиболее популярным методом сварки.
Техническое название – дуговая сварка защищенным металлом (SMAW). Простота и универсальность сварки стержнями делают ее наиболее популярным методом сварки.
В процессе используется переменный или постоянный (переменный или постоянный) электрический ток, создаваемый генератором. Ток проходит в сварочный стержень, который называется электродом.
Электрод представляет собой твердый металлический стержень, покрытый металлическим порошком и связующим веществом, называемым флюсом. Ток, протекающий через сварочный стержень, взаимодействует со свариваемым металлом, вызывая резкое повышение температуры. Затем стержень плавит металл и сам себя, образуя связь, обычно называемую шариком.
Это, конечно, очень упрощенное объяснение. Практика сварки имеет гораздо больше деталей и требует отработанной техники, чтобы выполнять ее чисто и безопасно. Одной из таких деталей является уход за сварочными электродами перед использованием.
Зачем нужно нагревать стержни?
Если электрический ток создает тепло, необходимое для плавления металла, зачем нагревать стержни? Короткий ответ заключается в том, что нагрев не помогает расплавить металл. Нагрев сварочных стержней предназначен для предотвращения попадания на них влаги.
Нагрев сварочных стержней предназначен для предотвращения попадания на них влаги.
При сварке используется электричество, а, как мы все знаем, электричество и вода плохо сочетаются. Само собой разумеется, что повышенная влажность в электрической системе может привести к нежелательным результатам.
Поскольку сварочные стержни имеют порошковое покрытие, они по своей природе сухие и пористые. Это делает их магнитом для влаги. Кроме того, флюс обычно не любит влаги, поэтому перед сваркой детали очищают. Если вы очищаете и сушите материалы, которые собираетесь сваривать, имеет смысл только то, что материалы, которые вы используете для сварки, также должны быть сухими.
Влага в сварном шве может привести к пористости (небольшим отверстиям) или трещинам в сварных швах. Это также приведет к тому, что ваши бусины потеряют свою однородность и чистый вид. Это происходит потому, что влага превращается в пар и может создать карман горячего воздуха и воды, который оттолкнет флюс и плавящийся металл.
Если ваши сварные швы не являются сплошными и однородными, в них будут слабые места. Слабые сварные швы могут привести к катастрофическому провалу вашего проекта. Сварные швы с такими явными дефектами также не проходят проверку в некоторых областях, что требует повторной работы.
Если вам нужна дополнительная информация о том, как работают стержни для влажной и сухой сварки, вот видео, в котором они представлены рядом друг с другом.
Электроды: ящик для хранения, печь для выдержки и температура восстановления
Для разных типов стали требуются разные сварочные электроды. Точно так же для разной толщины стали могут потребоваться различные сварочные электроды. Каждый из них требует очень специфического напряжения для работы, что подтверждает наше более раннее утверждение о сложности сварки.
Каждый из них требует очень специфического напряжения для работы, что подтверждает наше более раннее утверждение о сложности сварки.
Чтобы немного упростить ситуацию, давайте исходить из того, что вы уже знаете, какие удилища вам понадобятся. В приведенном ниже списке указаны температуры для ваших ящиков для хранения, выдерживающих печей и температуры восстановления, а также время выпечки.
Имейте в виду, что после восстановления сварочные электроды не должны подвергаться обжигу более 4 часов. Кроме того, они должны храниться при температуре не менее 30 минут. Сварочные электроды не следует прокаливать более 3 раз перед их утилизацией.
- E-XX10, E-XX11, E-XX12, E-XX13
- Сохраняйте сухой и при комнатной температуре
- не сохраняют в печи
- E-XX14, E-XX20, E-XX24, E-XX27
- Ящики для хранения при 150-200 F
- Выдерживающая печь при 150-200 F
- HOLDENTIC DOVIN
- Восстановление при 500-600 F в течение 1 часа
- Ящики для хранения в 250-450 F
- Удерживая печь в 200-250 F
- . Переконцентирование в течение 600-7001.
 Переконцентирование в течение 600-7001.
Переконцентирование в течение 600-7001.- Ящики для хранения в 250-450 F
- Держа печь на 200-250 F
- Storage boxes at 250-450 F
- Holding oven at 150-200 F
- Reconditioning at 450 F for 1 hour
- Storage boxes at 250-450 F
- Выдержка в печи при 150-200 F
- Восстановление при 450 F в течение 1 часа
Статья по теме: Различные типы сварочных электродов и их применение
Что можно сделать для сварки?
Самое важное, что нужно сделать для сварочных электродов, — это обеспечить их надежное хранение. Что означает безопасное хранение? Что ж, это НЕ старая морозильная камера или ящик для инструментов, как некоторые склонны считать.
Что означает безопасное хранение? Что ж, это НЕ старая морозильная камера или ящик для инструментов, как некоторые склонны считать.
Прежде всего, он должен быть герметичным. Вы не хотите, чтобы влага могла попасть туда, где вы храните сварочные электроды.
Если вы перевозите свои сварочные электроды с места на место или знаете, что будете работать в условиях повышенной влажности, вам следует рассмотреть контейнер для хранения электродов, чтобы они оставались сухими и сохраняли тепло.
Поскольку сварочные стержни впитывают влагу из воздуха во время транспортировки или хранения, их необходимо просушить. Многие сварщики старой школы могут посоветовать вам включить печь и бросить их внутрь. НЕ следуйте этому совету.
Духовки не держат полностью стабильную температуру. Перегрев сварочных стержней может привести к их серьезному повреждению. Кроме того, температура и время обжига, которые должны быть достигнуты для некоторых сварочных прутков перед использованием, очень высоки, и ваша печь вряд ли безопасно достигнет этих температур.
Вместо этого сварщики используют так называемую печь для сварки электродов, и это просто звучит так. Это печь, разработанная специально для сварки стержней, которая может безопасно достигать и поддерживать необходимую температуру. Они бывают переносными моделями, а также большими печами, предназначенными для вашего магазина.
Переносная печь для сварки электродамиПереносная модель отлично подходит для сварщиков, которые находятся в пути. Он небольшой и достаточно легкий, чтобы его можно было носить с собой на стройплощадке или использовать сварщики, выполняющие мобильный ремонт. Все, что вам нужно, это доступ к электрической розетке, и вы готовы к работе.
Большая печь для сварки электродовБольшие печи не являются переносными. Для тех, у кого есть мастерская по изготовлению или металлообработке, эти печи подойдут .
Некоторые модели позволяют хранить сотни стержней, позволяют выполнять крупномасштабные проекты без необходимости останавливаться, чтобы наполнить печь.