

10 глупых ошибок при пайке паяльником
При подключении светодиодной ленты, ремонте Led лампочек, микроконтроллеров и радиодеталей, никак не обойтись без такого полезного навыка, как пайка.
Именно качественная пайка обеспечивает надежное и долговечное контактное соединение.
Однако, в этом нехитром деле есть масса нюансов, которые могут испортить раз и навсегда не только ремонтируемую деталь, но и сам паяльник. А иногда даже привести к серьезной травме.
Даже опытные мастера, впитавшие, что называется пары канифоли с молоком матери 🙂 нет-нет, да и забывают элементарные правила пайки. Как правильно паять светодиодную ленту можно ознакомиться в отдельной статье.
Мы же давайте подробнее рассмотрим вопрос как паять нельзя, и к чему приводят подобные ошибки.
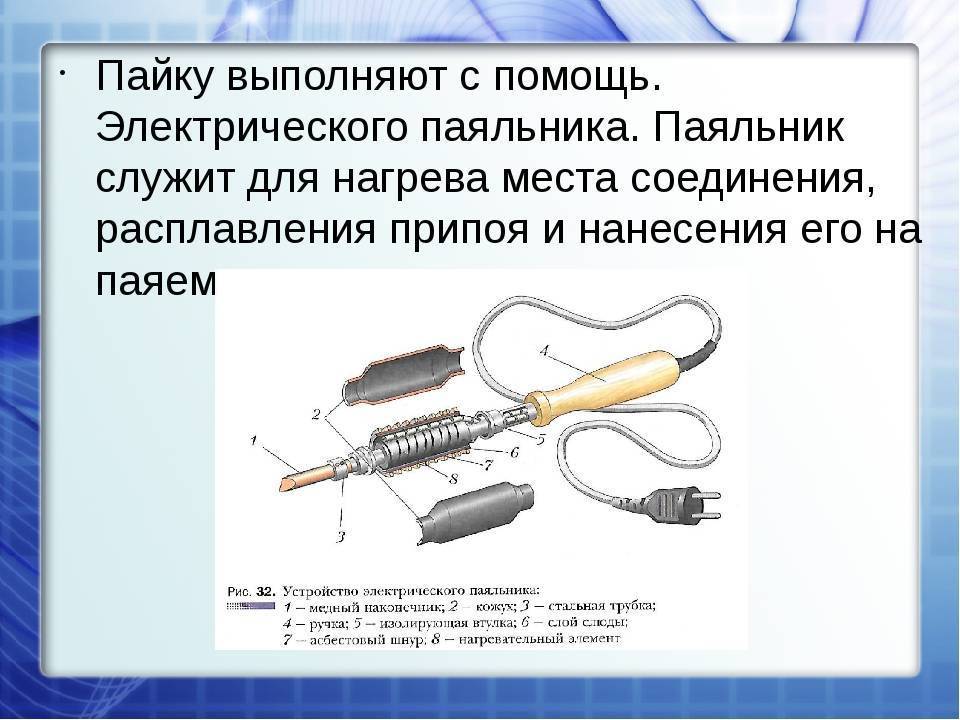
Пайку в
некоторой степени можно сравнить с процессом склеивания. Только здесь для
соединения деталей используется расплавленный металл. В качестве такового
выступает припой.
У него довольно низкая температура плавления. При этом она ниже, чем t плавления самой детали.
Например, у меди этот показатель достигает 1050С. В то время как у оловянно-свинцового припоя ПОС-61 он равняется всего 190С.
То есть, разогревая или капая таким металлом на деталь, повредить ее проблематично.
Итак, какие же глупые ошибки не стоит совершать при пайке?
Ошибка №1
Не пытайтесь поймать падающий паяльник – пусть падает!
Как бы ни было вам дорого покрытие пола, однако рефлекторное движение словить упавший инструмент, не приведет ни к чему хорошему.
При этом никогда не забывайте главное правило ремонтника – горячий паяльник выглядит также, как и холодный.
Ошибка №2
Обстукивание и размахивание паяльником.
Не вздумайте обстукивать современный паяльник об стол. При достаточно сильном ударе керамический элемент внутри может треснуть и разрушиться.
Также с
размаху не стряхивайте с паяльника расплавленный припой.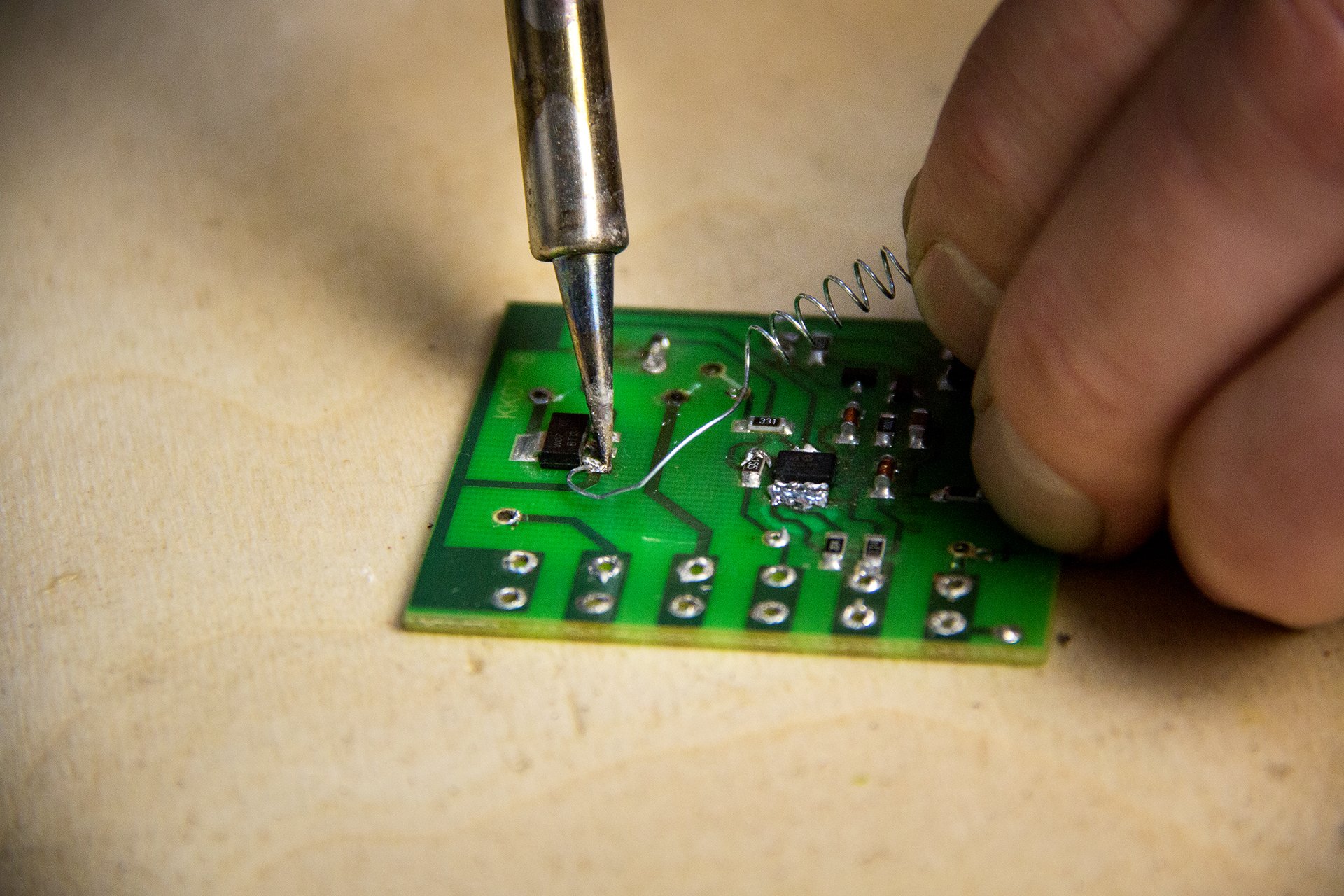 Мало того, что он
может попасть в глаза, от этого еще могут пострадать и ваши дети.
Мало того, что он
может попасть в глаза, от этого еще могут пострадать и ваши дети.
Красивая капелька незаметно упадет куда-нибудь на пол, а малолетний ребенок впоследствии ее найдет и съест.
Ошибка №3
Работа без очков.
При пайке не забывайте, что вы имеете дело с расплавленным металлом. И если капелька олова, упавшая на руку, мало кого может напугать, то вот отпружинившая раскаленная ножка с радиодетали, случайно попавшая в глаз, приводит к печальным последствиям.
Особенно опасна пайка на весу или под потолком. В этом случае провода могут отскочить со своего места и олово “пульнет” вам в глаз.
Поэтому старайтесь в подобных случаях всегда одевать и использовать защитные очки. А еще не забывайте про органы дыхания.
Хотя бы элементарное проветривание помещения или маленький USB вентилятор-карлсон на рабочем столе, никогда не будут лишними.
Ошибка №4
Применение паяльника не по назначению.
Запомните,
паяльник предназначен для пайки жил эл.
Это не только не эстетично, но и портит сами жилы. Расплавленный пластик попадает между проволочек и застревает там.
Нормально залудить такие жилы уже не получится. Хотя у некоторых по этому поводу имеется совсем другое мнение.
Также паяльником для радиолюбителей не стоит запаивать дырки в пластиковых трубах, и тем самым пытаться устранить в них течь.
Применяйте каждое устройство по своему назначению и у вас не возникнет никаких неприятностей. Хотя как говорит народная примета – “Если вы связаны, ваш рот заклеен скотчем и вы видите перед собой человека с паяльником, то это скорее всего к неприятностям.” 😊
Ошибка №5
Пайка под напряжением.
Казалось бы, какой дурак будет паять деталь под напряжением? Тем не менее, многие люди на самом деле занимаются подобной работой. Они выключают встроенный микропереключатель на корпусе ремонтируемого устройства, при этом, забывая отключить питание из розетки.
Делается это намеренно, чтобы тут же после ремонта по-быстрому проверить работоспособность элемента. Однако с такими кнопочками часто путаешься в каком они состоянии, отключенном или включенном.
Если на вашей плате случайно окажется напряжение, и вы коснетесь жалом токоведущей части, то произойдет короткое замыкание и вы перейдете в режим “точечной сварки”. 😊
Кстати, этот момент относится не только к сети 220V, но и ко всем элементам с питанием от батареек и встроенных АКБ. Например, сотовые телефоны.
То же самое касается и блоков питания с конденсаторами.
Сперва убедитесь, что они разряжены и только после этого лезьте во внутрь. Разрядить можно нагрузкой – высокоомным резистором, либо лампочкой (более наглядно).
Если вы забудете это сделать или отключить батарейку, то ваш девайс при данном ремонте может умереть окончательно и бесповоротно.
Ошибка №6
Неправильный подбор флюса.
Почему
нельзя паять без флюса? Дело в том, что на любых деталях или проводах
присутствует, так называемая оксидная пленка, содержащая микроскопические
частички жира, пота, грязи и т.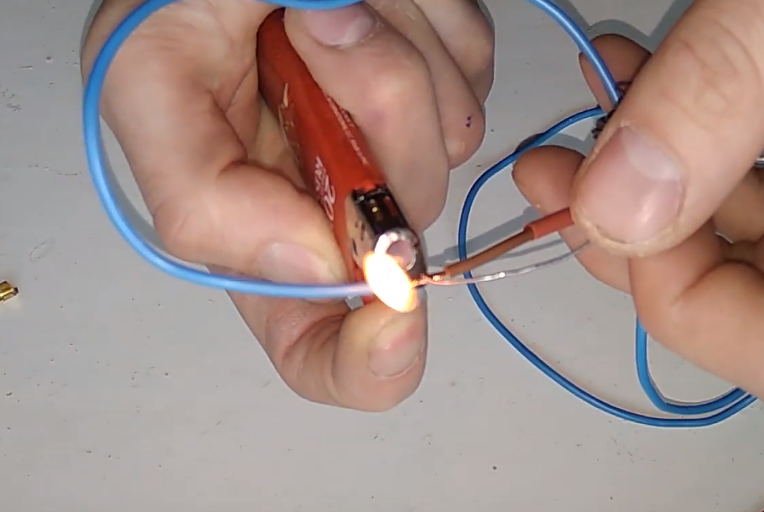 д.
д.
Она то и не дает возможности нормально прилипнуть припою к поверхности.
При обработке флюсом картинка радикально меняется.
Флюс не только помогает растворить эту пленку, он в процессе пайки не дает ей возможности образоваться вновь. За счет этого олово самостоятельно обволакивает, пропитывает и проникает во все поры между жил.
Раньше наши деды вместо флюса использовали аспирин. Казалось бы, почему нет? Канифоль – это абиетиновая кислота, а аспирин – ацетилсалициловая. А чем как не кислотой окислы счищать?
Однако будьте весьма осторожны в этом вопросе.
Некоторые советуют в качестве флюса использовать только паяльную кислоту. Якобы эффект от нее лучше.
По сути, кислота это тот же самый флюс, но не простой, а активный. А это означает, что вместе с пленкой она отлично растворяет и сами компоненты.
Это конечно
происходит не сразу, но через несколько месяцев место пайки может превратится в
кисель. Подобное происходит, если на поверхности останутся и задержатся хотя бы
несколько микрокапелек кислоты.
А она проникает во все поры, и простое протирание тряпочкой не всегда спасает. Кислоту нужно удалить как можно быстрее.
Для этого используйте зубную щетку или кисточку, смоченную в изопропаноле или спирте.
Работая со старыми деталями, покрывшимися толстым слоем грязи и окисла, не рекомендуется соскрябывать все это дело ножиком.
Профессионалы советуют воспользоваться стиральной резинкой.
При пайке строго различайте флюсы (канифоль, это кстати тоже флюс). Они бывают:
- активные, содержащие кислоту
- нейтральные
Все эти жидкости с поверхности материала после пайки нужно удалять в любом случае.
Очень осторожно используйте активные и не применяйте их при работе со светодиодными лентами, электронными платами.
Кислота помимо разъедания поверхности способна проводить ток, и тем самым ненароком провоцировать короткое замыкание.
Ошибка №7
Чистка жала.
Через
какое-то время эксплуатации жало любого паяльника обрастает нагаром. В первую
очередь это касается работы с канифолью.
В первую
очередь это касается работы с канифолью.
Она выгорает и оставляет несмываемые следы. Старые советские паяльники делались с нагревательным элементом из нихромовой проволоки и медным жалом.
После такого “загрязнения” все элементарно обтачивалось напильником. А вот с новыми моделями данный фокус уже не пройдет.
У них керамический нагревательный элемент и никелированное медное жало с напылением для лучшего прилипания олова. Если вы пройдете пару раз наждачкой или напильником по такому жалу, то вы просто сотрете весь чудо состав.
После такой обработки можете сразу заказывать себе новый девайс.
В связи с этим обстоятельством, казалось бы, нужно делать однозначный выбор в пользу медного инструмента. Однако и с медью не все так просто.
При частой работе, жала у таких паяльников выгорают до такой степени, что через некоторое время приходится покупать новые, либо целиком менять паяльник. У современных моделей такой проблемы нет.
Для того, чтобы безопасно очистить жало нового образца, существует специальная губка.
Некоторые этого до сих пор не знают, но ее нужно смачивать.
Каждый раз при пайке вытирайте об нее все остатки нагара и проблем с продолжительной эксплуатацией инструмента не возникнет.
При выборе паяльника правильно подбирайте подходящее жало. Диаметр жала должен быть на порядок больше диаметра провода, иначе температура жала будет сильно падать при контакте с проводом и прогреть место пайки не получится.
Наибольшее распространение получили 4 вида из них:
- отвертка
Для пайки крупных компонентов.
- скошенная кромка
Для переноса припоя.
Для средних по размеру компонентов.
Для работы с мелкими деталями (SMD диоды).
У качественных моделей в комплекте идет сразу несколько видов с разной формой.
Ошибка №8
Новый паяльник плохо паяет!
Запомните, что сразу после покупки или обработки напильником, блестящее медное жало паять нормально не будет.
Для этого
его необходимо залудить до такого состояния, чтобы оно целиком было покрыто
ровным слоем припоя.
Только в этом случае инструмент считается готовым к полноценной работе.
Ошибка №9
Низкая и высокая температура.
При наличии на паяльнике функции регулировки температуры, не выставляйте для разогрева самые высокие значения. На более низких температурах жала живут дольше.
Однако и через чур уменьшать t не следует. Иначе припой перестанет нормально плавиться и приставать к поверхности.
Какую же оптимальную температуру выставить? Здесь все зависит от используемого припоя. Перед каждой пайкой ищите в интернете его характеристики, а именно – температуру плавления.
После этого смело добавляйте к этому значению 50 градусов и выставляйте требуемые цифры на паяльнике. Для обычных припоев это значение равно – 200С+50С.
С таким нагревом хороший результат пайки будет гарантирован.
Ошибка №10
Излишки припоя.
Бывает, что
при пайке электронных плат можно случайно переборщить с припоем. Либо
элементарно перепутать место пайки.
Что в этом случае делать? Казалось бы, все просто. Достаточно заново разогреть место и убрать все излишки олова.
Однако проделывать эту процедуру при помощи одного лишь паяльника не всегда безопасно. Дело в том, что такая чистка занимает много времени, и каждый раз касаясь компонента, вы разогреваете участок пайки все сильнее и сильнее.
В конечном итоге у вас выгорит кусочек платы, а дорожки просто расплавятся.
Кто-то советует в этом месте по возможности цеплять “крокодильчик”, который должен забирать излишки тепла на себя.
А что делать, если на плате не одна точка пайки, а несколько в ряд?
Чтобы безопасно выпаять длинный компонент, профессионалы рекомендуют использовать оплетку.
Это что-то вроде медной косички с флюсом внутри. Прикладываете ее в нужную точку, сверху придавливаете паяльником и не спеша протягивать вдоль.
При этом она впитает в себя все излишки припоя, освобождая место пайки. Есть еще и специальные оловоотсосы, но эти приспособы для тех, кто постоянно и профессионально занимается пайкой.
Для всех остальных достаточно будет и косички. В качестве нее можно приспособить медную оплетку от экранированного провода (антенный или телевизионный кабель РК).
Только перед использованием обработайте “сеточку” жидкой канифолью.
Источники – AmperkaRu, AlexGyver
Ручная пайка контактов и проводов в Чебоксарах
Производство
- Литьё и Гальваника
- Механическая обработка
- Сварка
- Монтажно-сборочное производство
- Изготовление кабельной продукции
- Сборка узлов и оборудования
- Производство элементов декора
Пайка контактов паяльником – один из самых проверенных и надежных методов соединения проводов. Во время проведения пайки пространство между контактами заполняется расплавленным припоем, температура плавления которого должна быть ниже, чем у соединяемых металлов. Мощность паяльника для нормальной работы должна быть выше 80 Вт.
Во время проведения пайки пространство между контактами заполняется расплавленным припоем, температура плавления которого должна быть ниже, чем у соединяемых металлов. Мощность паяльника для нормальной работы должна быть выше 80 Вт.
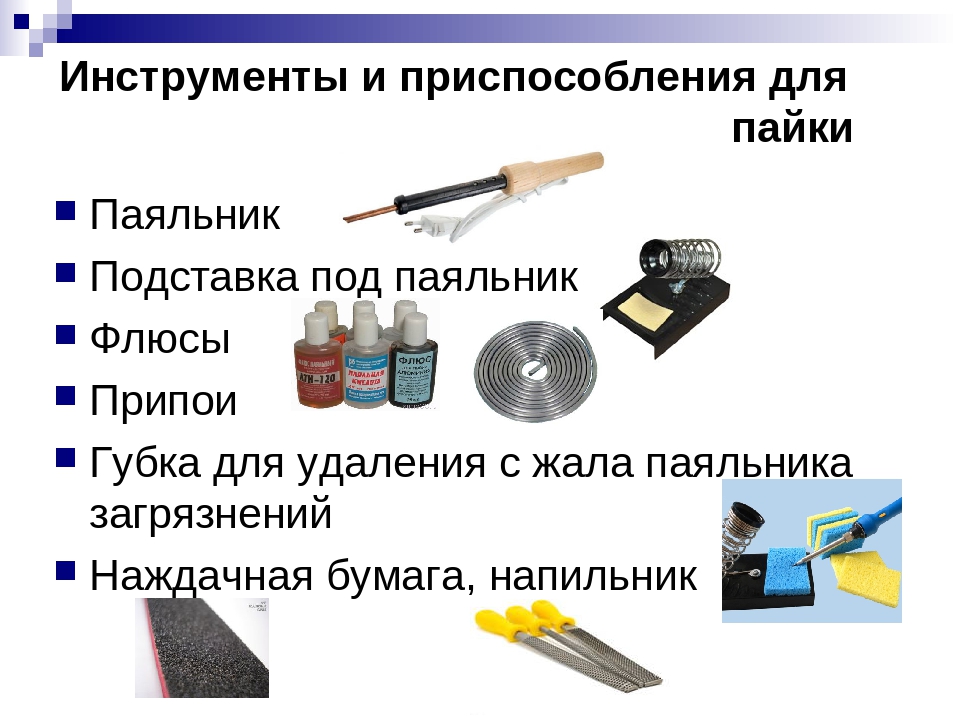
Используемые для пайки материалы и инструменты
- Для выполнения пайки проводов потребуются следующие инструменты и материалы:
- паяльник, имеющий мощность выше 80 Вт;
- подставка под паяльник. Может быть полностью металлическая, второй вариант деревянная с металлическими держателями для прибора;
- припои. Для пайки алюминиевых контактов используют составы на основе цинка. Для пайки медных проводов применяют оловянно-свинцовые составы припоев;
- флюсы и канифоль. Канифоль – универсальное средство используемое для пайки, флюсы подбираются под металл, который подлежит соединению. Буру или флюс ЛТИ – 120 обычно используют, когда требуется соединить два алюминиевых или два медных провода. Часто для пайки медных контактов применяют самодельный флюс из денатурированного спирта и канифоли, который готовится в соотношении 5 к 1;
- небольшой напильник.
 Используется для заточки жала паяльника, оно должно быть без следов нагара, тогда паять легче;
Используется для заточки жала паяльника, оно должно быть без следов нагара, тогда паять легче; - маленькие пассатижи. Используются для удерживания проводов во время пайки. Держать контакты руками не рекомендуется, т.к любой металл быстро разогревается от паяльника;
- спирт. Для смывки флюса после пайки проводов;
- термоусадочные трубки с разным диаметром или изолента. Применяются для изоляции проводов.
 Используется для заточки жала паяльника, оно должно быть без следов нагара, тогда паять легче;
Используется для заточки жала паяльника, оно должно быть без следов нагара, тогда паять легче;Возможна ли пайка для соединения медного и алюминиевого контактов?
Напрямую методом пайки соединение алюминия с медью делать нельзя. Медь – химически активный элемент, при этом с алюминием она имеет разные теплопроводность и токопроводимость. Алюминий при прохождении тока больше чем медь нагревается и расширяется, что приводит к нарушению контакта.
При необходимости соединения алюминиевого и медного контактов, делается болтовое соединение. Есть и другие варианты соединения, но этот способ относится к самому простому и надежному решению вопроса.
Стоимость работ по ручной пайке
В нашей компании высококвалифицированные специалисты выполнят любую пайку на заказ. Если вам требуется пайка контактов или припаять что-либо к контактной площадке, то здесь вы получите качественную работу, выполненную в требуемые сроки. Стоимость работ вы сможете узнать по контактным телефонам компании.
Другие услуги:
Механическая обработка
Механическая обработка сталей, сплавов и цветных металлов – основа нашего производства. Наработав большой опыт, освоив все современные технологии обработки металлов, мы можем предложить нашим клиентам высококачественную продукцию, изготовленную в короткие сроки по конкурентным ценам на высокоточном оборудовании.
Подробнее >>
Сборка узлов и оборудования
Сборка – завершающее звено в производственном цикле предприятия. На счету нашей компании множество реализованных проектов: электрические шкафы, транзакционные терминалы, информационные киоски, оборудование для платных стоянок и платных автодорог.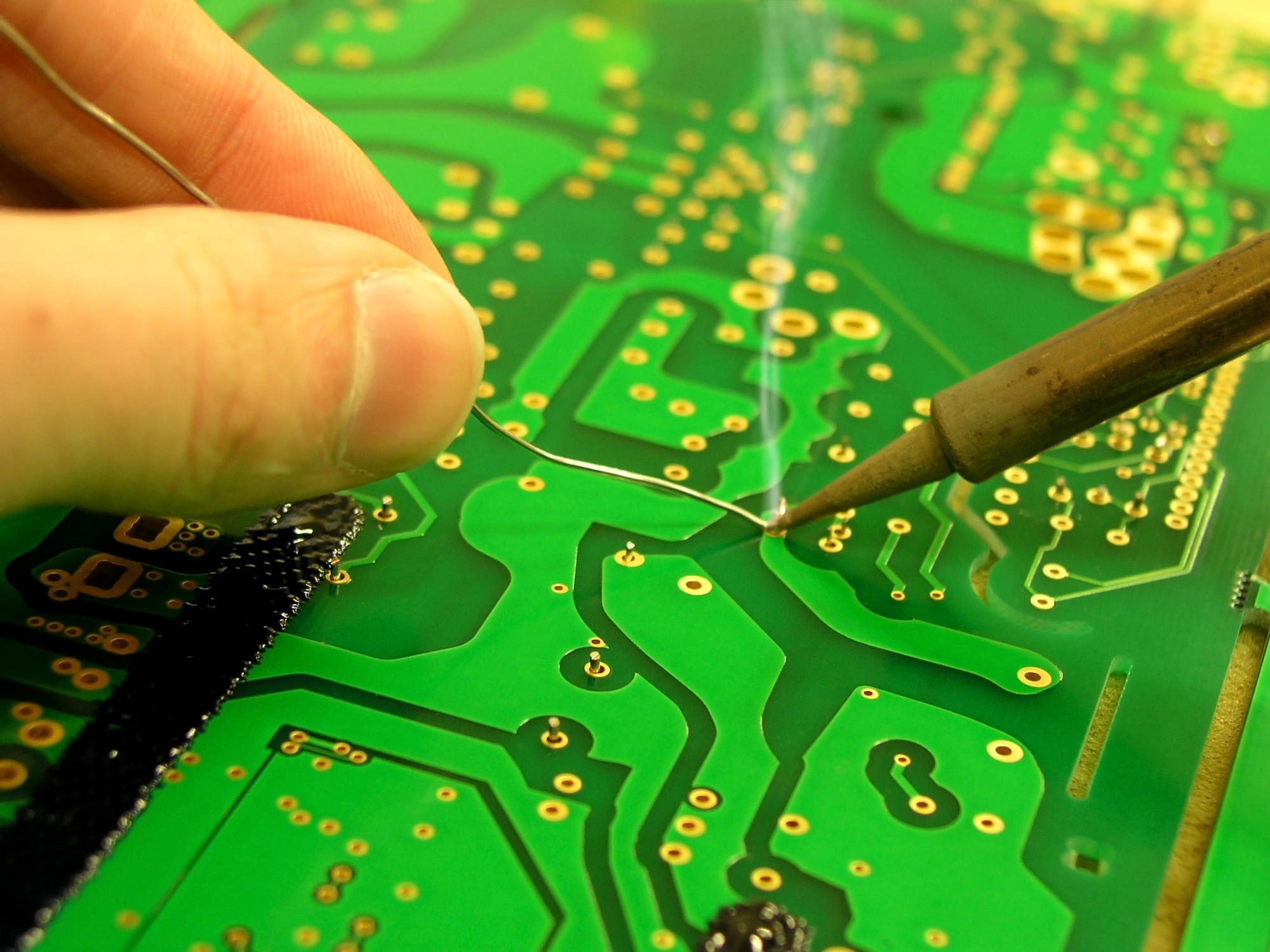 Изготавливаем сейфы 1-ой степени защиты массой до 400 кг, в том числе сэндвич (бетон) – сейф для банковского оборудования.
Изготавливаем сейфы 1-ой степени защиты массой до 400 кг, в том числе сэндвич (бетон) – сейф для банковского оборудования.
Подробнее >>
Изготовление кабельной продукции
Предлагаем услуги по обработке проводов, изготовлению кабелей и жгутов: 1) автоматизированная мерная резка; 2) автоматизированная зачистка провода, с одного, двух концов; 3) ручная пайка контактов и проводов; 4) опрессовка наконечников; монтаж разъемов разного типа; автоматизированная маркировка трубок и др.
Подробнее >>
Монтажно-сборочное производство
- монтаж печатных плат;
- регулировка и функциональный контроль изготавливаемой продукции;
- сборка электронного оборудования.
Подробнее >>
Производство элементов декора
Благодаря развитию технологий обработки металла сегодня, декоративные элементы из этого материала заняли достойное место как в дизайне помещений, так и дизайне территорий. Лазерная резка в интерьерном дизайне стала использоваться сравнительно недавно, но область ее применения практически безгранична: от изготовления настенных панно при украшении квартир, мангалов и качелей для загородных домов, так и в сложных архитектурных объектах.
Подробнее >>
Литьё и Гальваника
Наше производство укомплектовано парком современных термопластавтоматов с разным объемом впрыска, оснащенных новейшим периферийным оборудованием, обеспечивающим стабильность процесса производства пластмасс.
Подробнее >>
Сварка
- аргонно-дуговая;
- контактная точечная сплавов;
- конденсаторная для “пристрелки” метизов;
- роботизированная.
Подробнее >>
Предидущая услуга
Автоматизированная зачистка провода
Следующая услуга
Опрессовка наконечников
Как припаивать и отпаивать соединения
Для начала давайте припаяем крупный компонент к печатной плате с помощью контактных площадок для припоя.
С двух контактных площадок уже снят конденсатор. Каждая площадка нагревалась, в то время как конденсатор был отодвинут от платы.
Обратите внимание, что отверстия для пайки полностью покрыты припоем. Если открыть эти отверстия, чтобы можно было продеть провод конденсатора, установка значительно упростится.

Редактировать
Чтобы открыть отверстие, забитое припоем, нагрейте контактную площадку припоя жалом паяльника. Протолкните расплавленный припой с другой стороны скобой или швейной иглой.
В нашем случае мы решили использовать отмычку под прямым углом. Свинцовый припой не будет прилипать к стали, поэтому можно использовать практически любую тонкую сталь.
Для проталкивания инструмента через отверстие может потребоваться несколько раз нагрева подушки. Как правило, нагревайте припой ровно настолько, чтобы он расплавился, а затем удаляйте паяльное жало с контактной площадки. Чрезмерный нагрев может повредить электронные компоненты.
Редактировать
Когда инструмент полностью пройдет через отверстие, увеличьте отверстие, нагревая верхнюю сторону площадки для пайки, вдавливая инструмент.
Теперь оба отверстия для пайки должны быть достаточно открыты, чтобы можно было вставить оголенные выводы компонента.

Редактировать
Подготовьте компонент к пайке, удалив излишки припоя с контактов. Контакты должны быть достаточно чистыми, чтобы пройти через отверстия для припоя.
Проведите жалом паяльника по длине каждого контакта, чтобы стереть припой с компонента. Очищайте кончик утюга между движениями, протирая его влажной губкой.
Чрезмерный нагрев может повредить компоненты, поэтому не прикладывайте паяльник к компоненту на длительное время.
Редактировать
Вставьте контакты в отверстия, сделанные в площадках для пайки.
Для облегчения пайки слегка согните контакты, выступающие из отверстий, чтобы они держались на месте.
Редактировать
 org/HowToDirection”>
org/HowToDirection”>Для пайки каждого соединения:
Поместите жало паяльника на контактную площадку.
Расплавьте достаточное количество припоя на площадке для пайки, чтобы контактный провод конденсатора надежно удерживался на месте.
Удалите и припой, и жало паяльника из соединения, как только припой расплавится на контактную площадку.
Редактировать
 org/HowToDirection”>
org/HowToDirection”>Далее мы рассмотрим умеренно сложный процесс пайки. В нашем случае мы будем припаивать очень тонкие и тонкие выводы к печатной плате с помощью маленьких контактных площадок.
Маленькие электронные компоненты, включая провода, не могут рассеивать тепло так же быстро, как более крупные компоненты. Это делает их очень восприимчивыми к перегреву. Обязательно нагревайте соединение достаточно долго, чтобы расплавить припой.
Выводы были удалены с контактных площадок для пайки путем нагревания стыка на верхней стороне платы при вытягивании выводов с помощью пинцета.
Редактировать
 org/HowToDirection”>
org/HowToDirection”>Обычно припой закрывает некоторые отверстия через контактные площадки на плате. Открытие этих отверстий значительно упрощает пайку.
Откройте отверстия через контактные площадки припоя, прижав выпрямленную скобу к блокировке, одновременно нагревая ту же контактную площадку с другой стороны платы.
Инструмент из третьих рук (или друг) может сильно помочь в этой процедуре.
Редактировать
После очистки всех отверстий вставьте оголенные концы проводов с помощью пинцета.
Чтобы провода оставались на месте, может быть полезно сначала согнуть выводы батареи, придав им окончательную форму, а затем вставить зачищенные концы в отверстия.

Редактировать
Для пайки каждого соединения:
Поместите жало паяльника на контактную площадку.
Расплавьте ровно столько припоя на площадке для пайки, чтобы контактные выводы прочно держались на месте.
Удалите и припой, и жало паяльника из соединения, как только припой расплавится на контактную площадку.

Редактировать
В последнем разделе выводы батареи будут припаяны к контактным площадкам для поверхностного монтажа. Соединения такого типа труднее паять, потому что провод не имеет твердой точки крепления (например, сквозного отверстия), чтобы удерживать его на месте во время пайки.
Чтобы выпаять соединение, поместите фитиль припоя поверх существующего шарика припоя и нажмите на фитиль припоя паяльником.
Когда припой расплавится и попадет в фитиль, снимите фитиль с соединения.
Повторите ту же процедуру для остальных отведений.
Когда участок фитиля пропитается припоем, его следует обрезать и выбросить.

Редактировать
Мы рекомендуем очищать контактные площадки для поверхностного монтажа мягкой тканью, губкой или зубной щеткой и небольшим количеством медицинского спирта.
Чтобы наплавить небольшую каплю припоя на каждую контактную площадку:
Поместите жало паяльника на контактную площадку.
Расплавьте припой так, чтобы он образовал купол на верхней части контактной площадки.
Удалите и припой, и жало паяльника с площадки для пайки, как только припой расплавится на площадке.

Редактировать
Редактировать
 org/HowToDirection”>
org/HowToDirection”>Чтобы припаять новые выводы к плате, поместите оголенный конец одного вывода на шарик припоя на соответствующей площадке для пайки.
Надавите жалом паяльника на шарик припоя, пока он не расплавится.
Вставьте открытый конец провода в жидкий припой, пока он не окажется в центре валика, затем выньте паяльник.
Продолжайте с другими соединениями таким же образом, обращая особое внимание на то, чтобы не спаять две контактные площадки вместе.
Редактировать
Автор
с 19 другими участниками
Значки: 47
+44 еще значка
пайка – припаивать очень близко друг к другу контакты
спросил
Изменено 12 лет назад
Просмотрено 9к раз
\$\начало группы\$ У меня контакты расположены так близко друг к другу, что я либо перемыкаю их, либо плавлю соседний. Что мне не хватает?
Что мне не хватает?
- пайка
Флюс. Вам не хватает потока и большого опыта. Я регулярно паяю наконечником, который легко покрывает 10 или более контактов за раз, но тщательно контролируя количество припоя на наконечнике и используя большое количество флюса, я могу получить идеальные паяные соединения. При пайке корпуса TQFP или TSSOP я делаю следующее:
- Если контактные площадки на печатной плате не очень плоские, используйте оплетку из припоя и впитайте часть припоя на контактные площадки, чтобы сделать их плоскими.
- Поместите деталь на печатную плату и тщательно выровняйте деталь. Не торопитесь с этим шагом, потому что, если вы ошибетесь, все остальное не будет работать правильно.
- Нанесите на деталь одну-две капли жидкого флюса. Я использую водорастворимый жидкий флюс, но другие успешно работают с другими жидкими флюсами.
- Очистите наконечник утюга и нанесите на него немного припоя.
- Осторожно коснитесь угловой площадки ( НЕ самого штифта) и подождите, пока припой впитается и прикрепит этот штифт.
- Повторите шаги 4 и 5 для 2–4 угловых штифтов. При необходимости повторно нанесите флюс.
- Нанесите немного припоя на наконечник и проведите его по всей стороне чипа. В идеале у вас не должно быть перемычек, но если последние 2 или 3 вывода перемкнуты, то все в порядке. Не обращайте внимания на мосты.
- Добавьте больше флюса (много флюса никогда не бывает).
- Повторите шаги 7 и 8 для всех сторон чипа.
- Добавьте флюс, очистите наконечник губкой и коснитесь наконечником моста. Припой должен прилипнуть к наконечнику. Повторяйте, пока мосты не исчезнут.
- В тяжелых случаях может помочь осторожное использование фитиля припоя. Но будьте осторожны, потому что штифты легко погнуть, а потом вас, гм, облили шлангом.
- Очистите флюс. Некоторые флюсы могут быть проводящими, например водорастворимые флюсы, поэтому перед включением убедитесь, что они чистые (и сухие).

 Некоторые флюсы могут быть проводящими, например водорастворимые флюсы, поэтому перед включением убедитесь, что они чистые (и сухие).
Некоторые флюсы могут быть проводящими, например водорастворимые флюсы, поэтому перед включением убедитесь, что они чистые (и сухие).Должен отметить, что мой паяльник имеет прямое, но скошенное жало. Его часто называют наконечником долота. Этот совет позволяет легко делать все, начиная с 1206, 0402, TQFP, TSSOP и т. д. Он просто не работает с BGA, QFN и некоторыми более странными вещами.
\$\конечная группа\$ 2 \$\начало группы\$Используйте меньше припоя, больше флюса и практикуйтесь.
Рассмотрите возможность предварительной пайки контактных площадок на печатной плате. Покройте область небольшим количеством флюса и используйте утюг, чтобы протолкнуть каплю припоя поверх необходимых контактных площадок. Удивительно (или было для меня), как мало припоя понадобилось. После того, как небольшое количество дополнительного припоя, которое вы добавили к контактным площадкам, остынет, добавьте еще немного флюса, поместите свое устройство и используйте только утюг для присоединения.
Это требует практики, и кажется, что все предпочитают что-то свое. Я учился, просматривая и читая некоторые из превосходных учебных пособий по sparkfun и другие случайные видео на YouTube. Я думаю, что наблюдать за другими людьми в действии — лучший способ учиться.
\$\конечная группа\$ \$\начало группы\$Для пайки такого изделия необходимо:
- Использовать флюс
- Убедитесь, что утюг чистый и луженый
- Держите паяльник достаточно горячим, чтобы припой расплавился, как только вы прикоснетесь к нему
- Используйте припой небольшого диаметра
- Нагрейте дорожку и контактную площадку, а затем вставьте в нее припой
Я думаю, что у меня все есть, я что-то упустил?
\$\конечная группа\$ \$\начало группы\$Кроме флюса (в первую очередь для предотвращения короткого замыкания): фитиль для припоя! (для удаления излишков припоя постфактум)
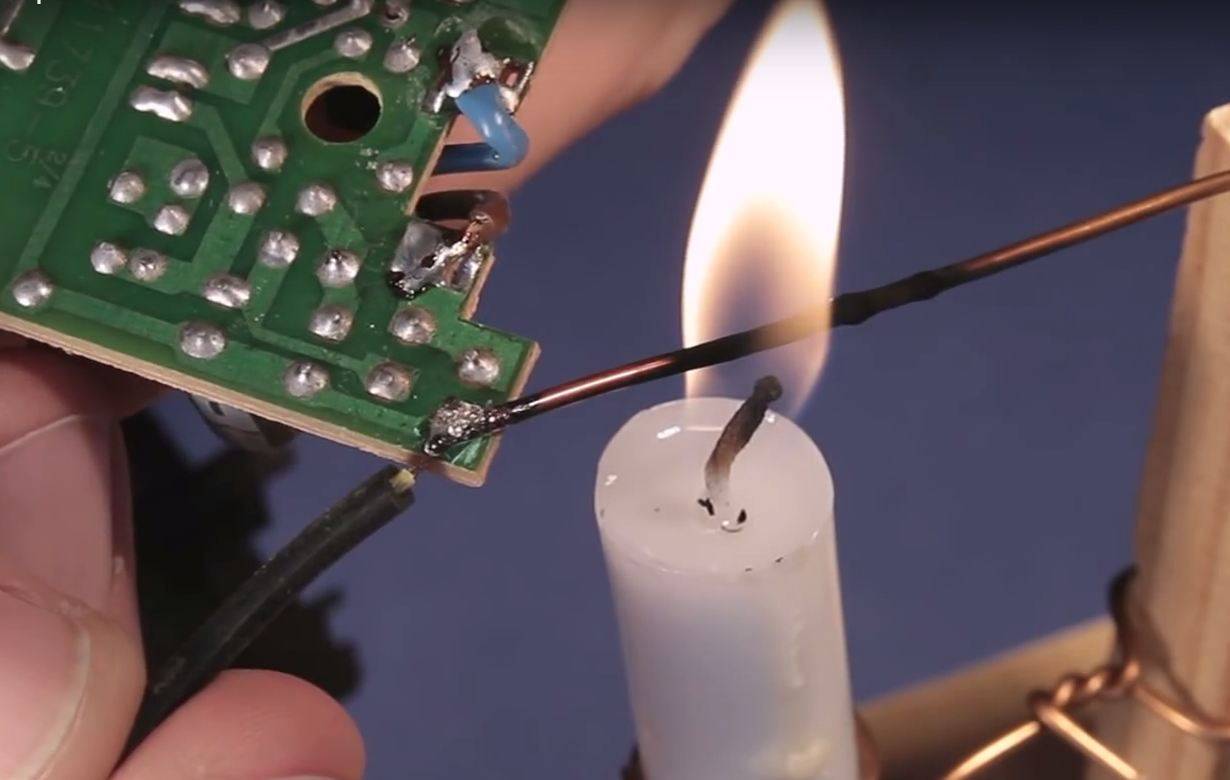
\$\конечная группа\$ \$\начало группы\$ Вы можете попробовать обернуть стальную проволоку вокруг стержня вашего утюга и использовать ее в качестве импровизированного удлинителя. Мне тоже помогло прикрепление швейной иглы к стержню.
Мне тоже помогло прикрепление швейной иглы к стержню.
Вам нужно много флюса, меньше припоя.
Если даже это не поможет, и вам нужно припаять какие-то действительно хитрые вещи, такие как BGA, у меня в коробке есть несколько других трюков, таких как пайка печкой и т. д. Эти приемы могут сломать ваше оборудование, поэтому я не буду давать им советы, прежде чем предложить трюк с иглой.
\$\конечная группа\$ 1Зарегистрируйтесь или войдите в систему
Зарегистрируйтесь с помощью Google Зарегистрироваться через Facebook Зарегистрируйтесь, используя адрес электронной почты и парольОпубликовать как гость
Электронная почтаОбязательно, но не отображается
Опубликовать как гость
Электронная почтаТребуется, но не отображается
Нажимая «Опубликовать свой ответ», вы соглашаетесь с нашими условиями обслуживания и подтверждаете, что прочитали и поняли нашу политику конфиденциальности и кодекс поведения.