

как паять платы,контакты и светодиоды с проводами
Пайка является одним из самых действенных и простых способов соединения металлических материалов, проводов и деталей. Хоть и паяльные работы считаются несложными, понадобятся определенные знания и навыки. Самым распространенным видом пайки является работа, произведенная паяльником. Чтобы знать, как правильно паять паяльником с канифолью или другими видами флюсов, нужно немного углубиться в тему.
- Виды паяльников
- Припои и Флюсы
- Меры безопасности
- Залуживание жала
- Пайка проводников
- Работа с платой
- Индукционная пайка
- Частые ошибки
- Правильный уход
Виды паяльников
Существуют различные виды паяльников, которые отличаются по мощности.
- Электрические паяльники — самые распространенные, работают от электричества.
- Газовые — работают с помощью газовой горелки.
- Термовоздушные — прибегают к помощи воздушного потока.

- Индукционные паяльники — их работа основана на нагреве наконечника магнитным полем.
Одним из разновидностей этого инструмента также является паяльник для страз. Он считается одним из самых распространенных элементов при работе с термостразами. Технология использования этого средства очень проста — кладем страз на ткань и прикладываем паяльник сверху, клей проникает в ткань и надежно скрепляет их.
В повседневной жизни чаще всего применяются электрические паяльники, имеющие разную мощность для различных типов работ. Для пайки электронных элементов применяются паяльники мощность до 40 Вт, если у деталей толщина стенки не превышает 1 миллиметра, то у прибора мощность от 80 до 100 Вт. Для более толстостенных деталей используют паяльники мощностью свыше 100 Вт.
Припои и Флюсы
Прежде чем приступить к паяльным работам, нужно выбрать припои и флюсы. Для паяния электрическим элементом существуют различные виды припоя, которые бывают мягкими или твердыми. К мягким относятся оловянно-свинцовые сплавы, которые имеют низкую температуру плавления и не отличаются особой прочностью. Не рекомендуется их использовать, если температура при пайке будет превышать 100 градусов по Цельсию. К тугоплавким относят серебряные и медные сплавы. Они отлично подойдут для тех соединений, где будет только статическая нагрузка на материал, так как такие сплавы очень хрупки.
Для паяния электрическим элементом существуют различные виды припоя, которые бывают мягкими или твердыми. К мягким относятся оловянно-свинцовые сплавы, которые имеют низкую температуру плавления и не отличаются особой прочностью. Не рекомендуется их использовать, если температура при пайке будет превышать 100 градусов по Цельсию. К тугоплавким относят серебряные и медные сплавы. Они отлично подойдут для тех соединений, где будет только статическая нагрузка на материал, так как такие сплавы очень хрупки.
Флюсы отвечают за то, как будет паяться металл, и настолько прочным будет соединение. Его задача состоит в том, чтобы снять окисную пленку металла. В качестве флюсов используются: различные смеси канифоли, кислота. Смеси из канифоли обычно используются при пайке электроники, в то время как кислота применяется для соединения мелких проводов и небольших контактов.
Меры безопасности
Организуйте рабочее место, оно должно быть светлое и обязательно проветриваемое, так как в процессе пайки выделяются вредные для здоровья газы.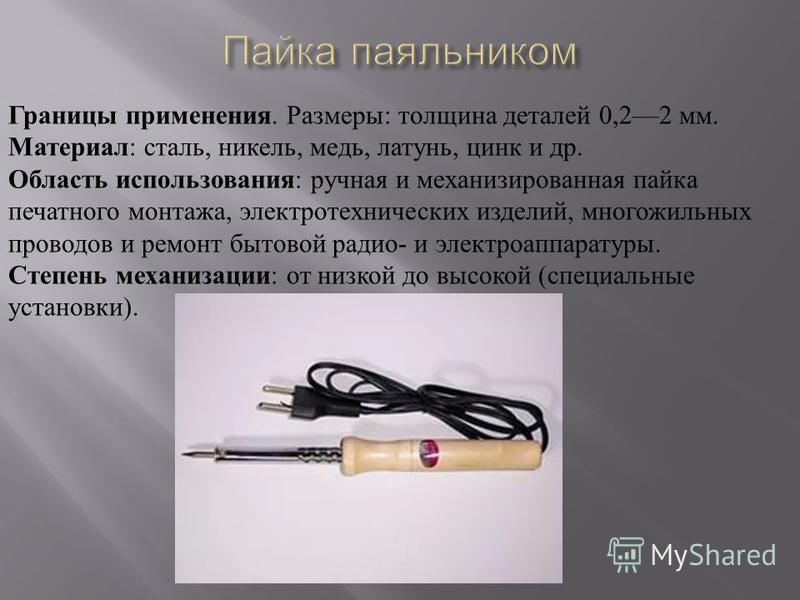 Еще рекомендуется надевать очки, чтобы защитить глаза от брызг расплавляемого металла или флюса.
Еще рекомендуется надевать очки, чтобы защитить глаза от брызг расплавляемого металла или флюса.
Залуживание жала
Жало — это цилиндрический стержень, сделанный из меди. Его форму можно изменять в зависимости от типа работ. Например, его можно сплющить в виде наконечника отвертки. Такой вид заточки используется при пайке массивных деталей. Еще можно сточить жало в виде пирамиды, его следует применять при пайке мелких деталей.
Залуживание применяется на подготовительном этапе и подразумевает покрытие жала тонким слоем припоя для лучшего контакта с соединяемой поверхностью. Эта операция защитит жало от быстрого износа и коррозии.
Пайка проводников
Чтобы знать как припаять провод к контакту, нужно лишь немного попрактиковаться. Перед тем как непосредственно перейти к пайке, следует тщательно разогреть паяльный инструмент, при первом применении паяльник начинает дымить — это выжигается смазка, применяемая при его производстве. Ему нужно дать остыть, затем снова включить.
Ему нужно дать остыть, затем снова включить.
Далее, первым делом надо зачистить изоляцию, она легко снимается кусачками в одно движение. Изоляцию в виде эмали, краски или тканевой обертки нужно сначала сжечь. Затем пройтись по проводам наждачной бумагой или прибегнуть к химическому способу — положить провод на таблетку аспирина и прогреть паяльником.
Следующим этапом нужно нанести немного флюса на провод, который вы собираетесь припаять, затем с помощью паяльника начать лужение. Сразу после этого необходимо соединить два конца провода, аккуратно нагреть место контакта до расплавления припоя и резко убрать паяльник, чтобы не перегреть детали.
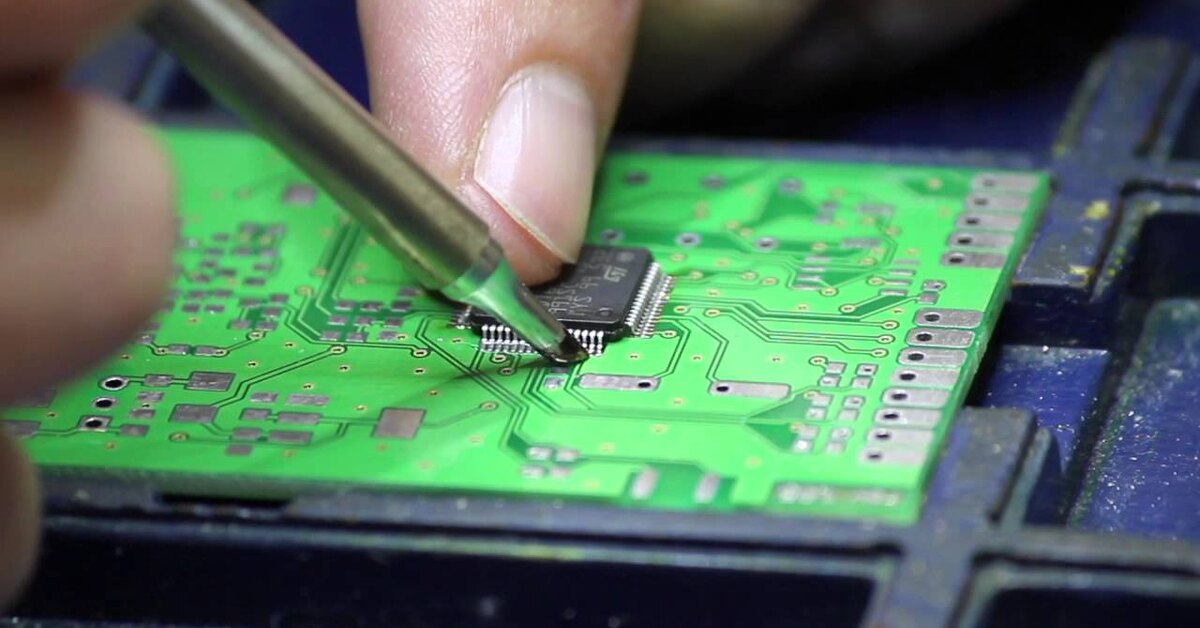
В современных радиоэлектронных устройствах не предусмотрено проводов. Соединение осуществляется за счет припаивания поверхности контактов. Для таких видов работ используют маломощный паяльник, мощностью 10−12 Вт. Перед применением для него можно изготовить несколько медных жал с разветвлениями. Они позволят использовать инструмент при работе со светодиодами и различными радиоэлементами.
Они позволят использовать инструмент при работе со светодиодами и различными радиоэлементами.
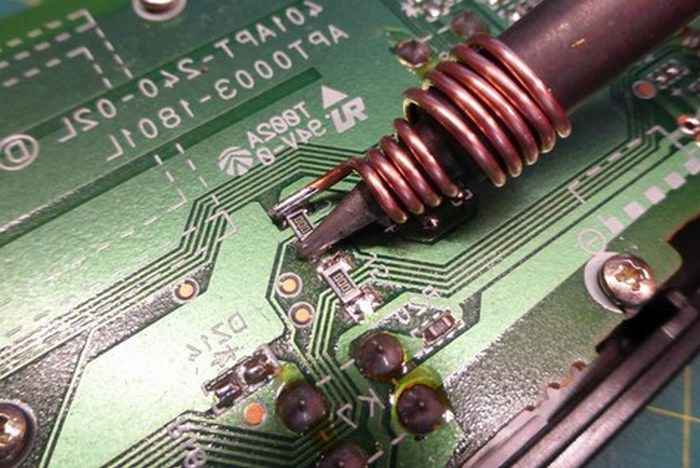
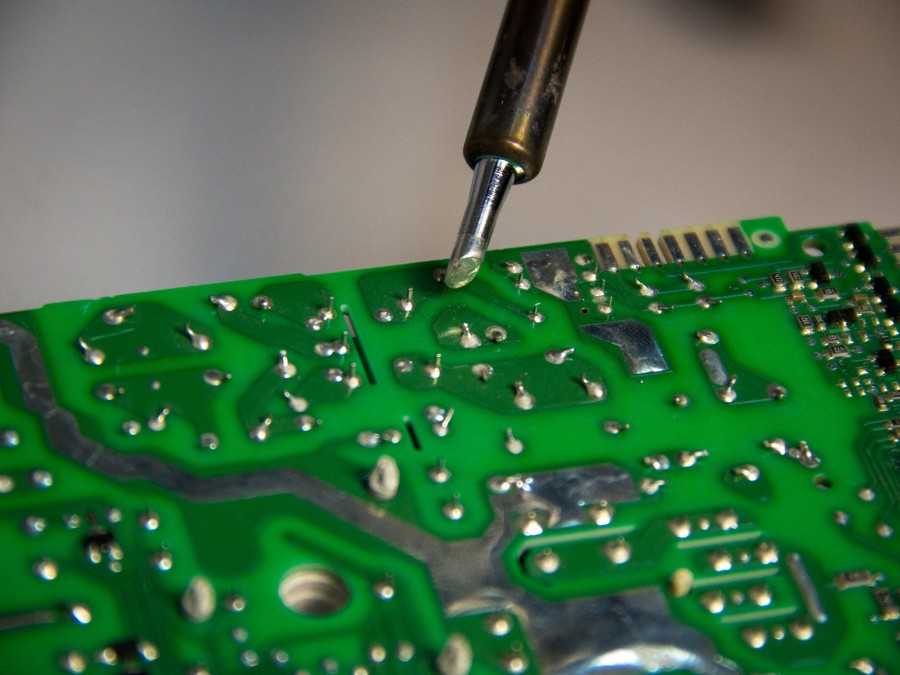
Работа с платой
Перед тем как припаять провод к плате
, нужно совершить определенные действия:- Вставить деталь в заранее приготовленное место.
- Разогретый паяльник поднести вместе с припоем к месту пайки.
- Тонким слоем нанести припой на контакты платы и выводы детали.
- Быстро убрать паяльный инструмент.
Разогретое жало паяльника должно соприкасаться с платой и контактами одновременно. Отводим его только тогда, когда место пайки покроется тонким слоем припоя. Лишний припой можно удалить медным проводом, нужно лишь поднести его к месту пайки.
Индукционная пайка
Такой вид пайки широко применяется в промышленности и позволяет соединять различные токопроводящие металлы, такие как медь, сталь, алюминий, твердые сплавы и др. Во время операции происходит бесконтактный нагрев, за счет образования вихревых токов. Для защиты деталей от окисления индукционную пайку проводят с применением флюсов или в вакууме.
Для защиты деталей от окисления индукционную пайку проводят с применением флюсов или в вакууме.
Частые ошибки
Типичные ошибки, совершаемые новичками:
- Непропай
- Перегрев
- Химическое разрушение
- Скатывание припоя
Непропай происходит из-за того, что паяльник был недостаточно прогрет, или спаиваемые материалы были слишком тугоплавкими, а паяльник имел слишком маленькую мощность.
Перегрев — прямая противоположность непропая. Основные причины перегрева: использование слишком мощного паяльного инструмента, слишком долгое его воздействие на место пайки.
Скатывание припоя происходит по той причине, что была плохо очищена поверхность соединяемых материалов. Окислительный слой на их поверхности не дает припою хорошо растечься, что приводит к плохому контакту спаиваемых компонентов.
Химическое разрушение появляется на месте пайки из-за неправильно подобранного флюса, и если не проведена промывка после пайки. Это приводит к коррозии и постепенному разрушению места пайки.
Это приводит к коррозии и постепенному разрушению места пайки.
Правильный уход
Качественный паяльник — инструмент недешевый, и он, как и любой другой инструмент, требует тщательного ухода. Основные правила ухода за ним:
- Не рекомендуется включать паяльник со снятым жалом, так как это приводит к перегреву элемента и значительно сокращает срок службы инструмента
- Перед первым использованием нужно покрыть жало качественным флюсом и облудить его.
- После завершения работ необходимо тщательно чистить наконечник и облудить его, это поможет быстро разогреть инструмент при следующем использовании.
- На жало паяльного средства во время пайки нужно периодически наносить припой, так его наконечник прослужит вам дольше.
Как правильно паять паяльником с канифолью и оловом
Поделиться на Facebook
Поделиться в ВК
Поделиться в ОК
Поделиться в Twitter
Поделиться в Google Plus
Содержание:
- 1 Особенности
- 2 Рабочий процесс
- 3 Чистка
- 4 Пайка труб
- 5 Пайка проводов
- 6 Пайка
В быту очень полезно знание, как паять паяльником. Есть целый ряд методик, как это делать, но лучше всего усвоить теоретическую часть до начала рабочего процесса.
Есть целый ряд методик, как это делать, но лучше всего усвоить теоретическую часть до начала рабочего процесса.
Особенности
Существует много способов, как научиться паять паяльником с нуля. Для этого потребуется паяльник – устройство, предназначенное для нагревания деталей либо флюса во время лужения, пайки. Инструмент подносят к участку спаивания деталей, прикасаясь к ним так называемым жалом. Жало – это рабочая часть инструмента, которая нагревается с помощью паяльной лампы либо электричества. Для пайки чаще всего используется канифоль, но для работы с этим материалом нужно знать, как правильно паять паяльником с канифолью.
Перед пайкой нужно выполнить ряд действий:
- В первую очередь удалите с поверхности загрязнения. Для этого воспользуйтесь наждачной бумагой.
Обезжирьте нужный участок бензином либо ацетоном. - После прогревания инструмента его конец покрывают канифолью. Следующий шаг – лужение. Припой необходимо растереть с помощью деревянного бруска. Поверхность после выполнения процедуры приобретает оттенок серебра.
- Далее припой нагревают до того момента, пока будет достигнута оптимальная температура. Показатель нагрева наконечника должен превышать на 20–40 градусов температуру пайки.
- Кисточку смачивают в спирте, затем удаляют ей излишки канифоли.
- Пайка должна происходить за один раз, если количество процедур увеличить, это негативно скажется на качестве выполненной работы. Припой приобретет серый цвет (так как произойдет окисление). При прикосновении жалом детали фиксируются для создания прочного соединения без микротрещин.
- Для более качественного спаивания используют флюс, специальную жидкость, которая помогает очистить поверхность перед пайкой. Он является тем веществом, с помощью которого можно удалить оксиды с поверхности под пайку. Благодаря его применению жидкий припой лучше растекается, ровным слоем.Не стоит перегревать паяльник, так как из-за этого флюс сгорает, обугливается.
 Поверхность после выполнения процедуры приобретает оттенок серебра.
Поверхность после выполнения процедуры приобретает оттенок серебра.Если вы работаете с таким металлом, как алюминий, стоит знать его характеристики.
 Температура плавления алюминия составляет 660,1 градуса. Небольшое его количество наносят на участок соединения, после чего разравнивают. Место контакта должно быть закрыто.
Температура плавления алюминия составляет 660,1 градуса. Небольшое его количество наносят на участок соединения, после чего разравнивают. Место контакта должно быть закрыто.Рабочий процесс
Своеобразным соединителем двух компонентов называют пайку. Ее основная роль заключается в создании достаточно прочного соединения.
Припой является сплавом металлов, который можно разделить на две большие группы. Мягкие припои характеризуют температуру плавления до 300 градусов, данный тип используется в электронике.
Следующая разновидность припоя – твердая группа, в которой температура плавления превышает 300 градусов. Этот тип активно применяют для надежного соединения металлов.
Последовательность действий пайки следующая:
- предварительно проводят очищение поверхности от коррозии либо от любого другого рода загрязнений;
- следующим шагом является полное очищение до приобретения характерного блеска. Не должны быть видны следы окислов;
- для покрытия используют флюс, который удаляет остатки окислов, минимизируют появления окисления поверхности. Оптимальным выбором в этом случае послужат флюс-пасты. Жидкие либо твердые флюсы не подойдут;
- мастер проводит лужение. Припой наносят на определенный участок поверхности в расплавленном виде, после чего он ровным тоном растекается;
- с помощью скрутки и сжатия пинцетом или струбцинкой соединяются основные детали;
- проводится повторная процедура нанесения флюса. Это необходимо для минимизации риска окисления припоя под высокой температурой;
- вместе с прогревом наносится припой;
- важно также отметить, что при использовании инструмента с луженым жалом его нужно очистить с помощью неактивного флюса. Паяльник необходимо хранить с зафлюсованным жалом. Это влияет на качество дальнейших работ.
 Оптимальным выбором в этом случае послужат флюс-пасты. Жидкие либо твердые флюсы не подойдут;
Оптимальным выбором в этом случае послужат флюс-пасты. Жидкие либо твердые флюсы не подойдут;Чистка
Процедуру очищения жала паяльника проводят с помощью потирания о мягкую пористую, либо волокнистую подкладку. Лучшим вариантом станет выбор натурального войлока. Альтернативой станет использование базальтового картона. Качественной считается двухступенчатая чистка.
Первая ступень касается использования губки-путанки из металлической ленты.
Вторая ступень очистки заключается в применении войлока.
В конце инструмент выключают. Важным считается этап, когда мастер горячее жало вводит в твердую канифоль. Необходимо дождаться момента, пока она перестанет пускать пузыри. После этого жало мастер вынимает, придерживая концом вниз. Таким образом, излишки канифоли стекут. После того, как инструмент полностью остыл, его можно отложить на хранение.
Пайка труб
Исходя из технологических особенностей проведения данной процедуры, применяют мастера такие этапы действий:
- В первую очередь необходимо подготовить инструмент. Речь идет о его разогреве до оптимальной температуры. Весомое значение имеет также температурный режим в помещении. Ведь если жаркая погода, тогда время сокращается. Во время холодной поры года, например, продолжительность пайки увеличивается.
- Следующий этап касается подготовки трубы. Труборезом необходимо обрезать трубу под прямым углом. Заменить инструмент можно специальными ножницами. Участок среза стоит очистить, затем обезжирить.
- Детали должны быть сухими.
- Следующий этап касается пайки. Элементы соединяются, таким образом, надежно друг с другом. После выполнения процедуры необходимо подождать, пока детали охладятся.
 Заменить инструмент можно специальными ножницами. Участок среза стоит очистить, затем обезжирить.
Заменить инструмент можно специальными ножницами. Участок среза стоит очистить, затем обезжирить.Процедуру можно выполнить самостоятельно. Если вы не можете выполнить процедуру, тогда лучше всего использовать услуги специалиста. Лучше всего проделать сначала пайку первого элемента. Нужно остудить и разрезать деталь для того чтобы проверить качество выполнения. При наличии ошибок это будет заметно. В процессе проведения монтажных работ, либо во время ремонта трубопроводов это умение пригодится.
Пайка проводов
Наиболее распространенный вопрос касается того, как правильно паять паяльником. Нужно концы проводов освободить для начала от изоляции с помощью ножа, либо кусачек. Параметры жил должны соответствовать размерам деталей. Лучше всего, когда паяльник не слишком большой, тогда соседние участки в процессе не будут повреждены. Небольшой паяльник, для сравнения достигает ненадежного, низкого качества результата. Детали с его помощью достаточно трудно прогреть.
Небольшой паяльник, для сравнения достигает ненадежного, низкого качества результата. Детали с его помощью достаточно трудно прогреть.
Если вы занимаетесь пайкой многожильного провода, тогда нужно его скрутить, затем залудить. Процедура происходит следующим образом. Провод опускают в ванночку с канифолью. Каплей припоя мастер проводит по поверхности медных жил. Покрытие должно быть равномерным, покрывать все стороны. Излишки канифоли удаляют.
Относят к слабым сплавам припой. Он характеризуется низкой надежностью, ведь под воздействием небольших нагрузок повреждается. В процессе на провода наносят канифоль, после этого — припой. Время прогревания скрутки составляет 2–3 секунды.
Если речь идет об одножильных проводах, то их сначала зачищают до приобретения блеска, затем окунают в канифоль. Соединение занимает примерно 3–5 секунд. Затем на оголенный провод надевают трубку термоусадочного типа большого диаметра. Выполнение этой процедуры обеспечит высокий уровень изоляции.
Специалисты рекомендуют при быстром остывании использовать обыкновенную зажигалку.
Пайка
Задавая вопрос касательно того, как правильно паять паяльником микрочипы, такую работу лучше доверить специалисту. Ведь работа сама по себе достаточно щепетильная, требует опыта и определенного мастерства.
Для правильной пайки необходимо уделить время подготовки деталей, необходимых в процессе инструментов. Ознакомьтесь с теоретическим аспектом, после чего закрепляйте знания на практике.
Необходимо помнить о защите флюсом слоя расплавленного припоя. Весомое значение имеет также выполняемая вами операция. Отталкиваясь от этого нужно подбирать прибор соответственной мощности и с подходящей формой жала.
Соблюдая основные правила пользования прибором и рекомендации специалистов, вы сможете соединить детали правильным образом, благодаря чему пайка прослужит действительно долго.
Жми «Нравится» и получай только лучшие посты в Facebook ↓
Поделиться на Facebook
Поделиться в ВК
Поделиться в ОК
Поделиться в Twitter
Поделиться в Google Plus
300 Вт, 7/8″ сверхмощный паяльник
Обзор продукта
Сверхмощные утюги American Beauty идеально подходят для тяжелых паяльных работ и производственной среды. Созданные путем компрессионной намотки специального никель-хромового нагревательного сплава на стальную катушку, все элементы демонстрируют непревзойденную теплоемкость и выдающуюся долговечность. Защитные кожухи, вырезанные из цельного стального блока, усилены многократными термообработками и прецизионной пайкой для обеспечения оптимальной прочности и эффективности. (
Особенности и преимущества
Никель-хромовые компрессионные нагревательные элементы зарекомендовали себя как самые надежные нагревательные элементы для поддержания температуры пайки в производственных условиях.
Бессвинцовые паяльные жала Paragon Iron-Clad стабильно превосходят обычные паяльные жала во много раз. Конструкция наконечника в виде вилки обеспечивает превосходную теплопередачу и легкую очистку.
Ручка из твердой древесины обладает превосходными тепло- и электроизоляционными свойствами и долговечностью.
Модульная конструкция позволяет легко заменять расходные детали, что позволяет использовать инструменты в течение нескольких поколений.
Запасные части
В качестве замены для модели 3178-300, представленной на этой странице, можно использовать следующие продукты:
| Модель | Название продукта | Цена | |
|---|---|---|---|
| 3919 | Сменная ручка/шнур для тяжелых утюгов | 28,00 $ | В корзину |
| 3 934 | Сменный элемент_Комплект винтов | 14,50 $ | Добавить в корзину |
| 45C | Паяльное жало в виде стамески | 74,00 $ | Добавить в корзину |
| 9277-300 | Сменный нагревательный элемент с компрессионной обмоткой мощностью 300 Вт | 114,00 $ | Добавить в корзину |
Аксессуары
В качестве принадлежностей для модели 3178-300, представленной на этой странице, можно использовать следующие продукты:
| Модель | Название продукта | Цена | |||
|---|---|---|---|---|---|
| 45D | Алмазное жало | 74,00 $ | В корзину | ||
| 45S | Паяльное жало с отверткой | 74,00 $ | В корзину Утюги “через 9/8” | 34,00 $ | Добавить в корзину |
| V3700 | Контроллер напряжения для тяжелых утюгов и кастрюль | 169,00 $ | В корзину |
Похожие продукты
Следующие продукты относятся к модели 3178-300 (аналогичная модель, но другие характеристики и т. д.):
д.):
| Модель | Название продукта | Цена | |
|---|---|---|---|
| 3198-550 | 550 Вт, 1-1/8″ Паяльник для тяжелых условий эксплуатации | 368,00 $ | Добавить в корзину |
Приложения
Пользователи этого продукта заявили, что они используют его для нескольких работ, которые включают, но не ограничиваются:
- Проверка пожарных/тепловых извещателей в зонах, где нет огня (заправочные станции)
- Наплавление самоклеящегося пластика на себя
- Пайка соединений при производстве двигателей
- Пайка листового металла (медные желоба 20 калибра и тоньше, навесы, крыши и гидроизоляция)
- Припаивание желоба к 1/2 круглому медному желобу
- Реставрация старинных автомобильных стартеров
- Пайка готовых букв из листового металла
- Пайка скульптурно-строительных/инструментальных изделий
- Пайка блоков припоя в плоской оплетке
- Восстановление обшивки и лепнины из оцинкованной жести на рядном доме 1915 года
- Болты нагрева
- Пайка соединений медных проводов
- Пайка и отпайка компонентов самолета
- Пайка соединений на автомобильных автостартерах 9018 3 Пайка медной фольги, сращивание высоковольтного провода кабели
- Припой для герметизации приборов
- Монтажная медь, медь со свинцовым покрытием и латунные фонари
- Пайка для сращивания кабелей
- Пайка экранированных корпусов
- Ремонт повреждений кузова
Видео
Замена шнура на промышленном паяльнике American Beauty
 youtube.com/embed/F4dBoSvxl3U?rel=0″ frameborder=”0″ allowfullscreen=””>
youtube.com/embed/F4dBoSvxl3U?rel=0″ frameborder=”0″ allowfullscreen=””> Замена нагревательного элемента промышленного паяльника American Beauty
Надлежащее обслуживание паяльника
Технические характеристики
| Диаметр наконечника | 0,875 дюйма |
| Стандартный тип наконечника | Долото |
| Мощность 90 048 | 300 Вт |
| Потребляемый ток | |
| Максимальная температура | 1050 °F / 566°C |
| Подставка в комплекте? | Да |
| Доступно для 220-240 В переменного тока? | Да, доступно по запросу |
| Длина изделия | 14,375 дюйма / 36,51 см |
| Ширина изделия | 3 дюйма / 7,62 см |
| Высота изделия | 3 дюйма / 7.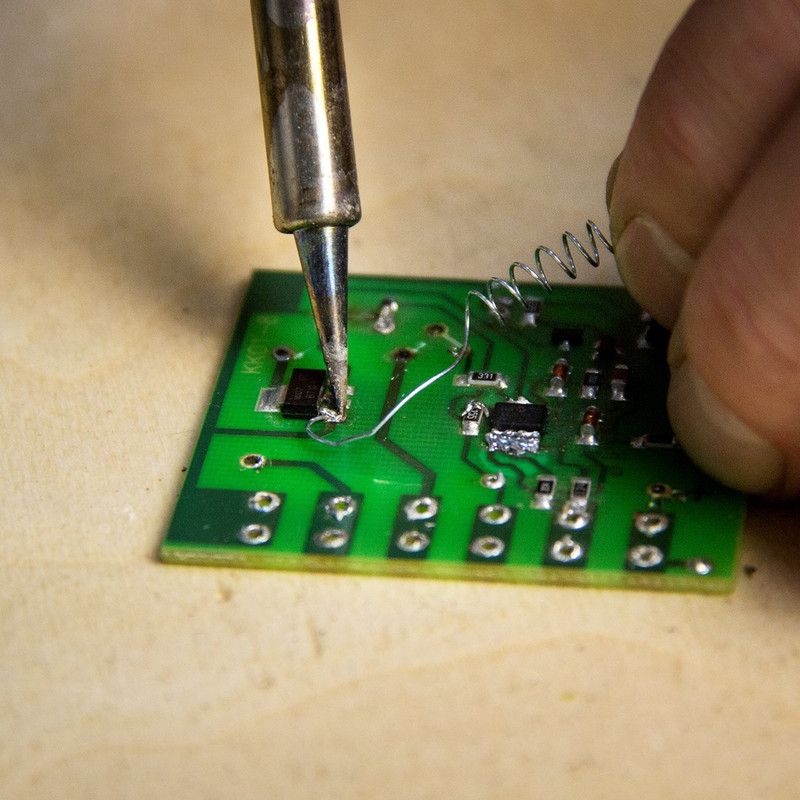 |
| Вес продукта | 3,30 фунта / 1,50 кг |
| Размеры упаковки (дюймы) | 17-3/4 на 3-1/4 на 3-1/4 |
| Вес упаковки | 4 фунта / 1,81 кг |
| Страна происхождения | США |
| Код гармонизации: | 8515.11.0000 |
| Соответствует RoHS | Да |
| IEC 60335-1, издание 5.1, 2013-12 | Да |
| МЭК 60335-2-45, издание 3.2, 01.2012 | Да |
| Соответствует WEEE | Да |
| Сертифицировано CE | Да |
| Понимание измерений наконечника 90 048 | Пояснение |
| Гарантийная политика | Детали |
| Руководство пользователя | Руководство пользователя |
Мощный паяльник 150 Вт, 3/8 дюйма
Обзор продукта
Сверхмощные утюги American Beauty идеально подходят для тяжелых паяльных работ и производственной среды. Созданные путем компрессионной намотки специального никель-хромового нагревательного сплава на стальную катушку, все элементы демонстрируют непревзойденную теплоемкость и выдающуюся долговечность. Защитные кожухи, вырезанные из цельного стального блока, усилены многократными термообработками и прецизионной пайкой для обеспечения оптимальной прочности и эффективности. ( Подставка в комплекте )
Созданные путем компрессионной намотки специального никель-хромового нагревательного сплава на стальную катушку, все элементы демонстрируют непревзойденную теплоемкость и выдающуюся долговечность. Защитные кожухи, вырезанные из цельного стального блока, усилены многократными термообработками и прецизионной пайкой для обеспечения оптимальной прочности и эффективности. ( Подставка в комплекте )
Особенности и преимущества
Никель-хромовые компрессионные нагревательные элементы зарекомендовали себя как самые надежные нагревательные элементы для поддержания температуры пайки в производственных условиях.
Бессвинцовые паяльные жала Paragon Iron-Clad стабильно превосходят обычные паяльные жала во много раз. Конструкция наконечника в виде вилки обеспечивает превосходную теплопередачу и легкую очистку.
Ручка из твердой древесины обладает превосходными тепло- и электроизоляционными свойствами и долговечностью.
Модульная конструкция позволяет легко заменять расходные детали, что позволяет использовать инструменты в течение нескольких поколений.
Запасные части
В качестве замены модели 3138-150, представленной на этой странице, можно использовать следующие продукты:
| Модель | Название продукта | Цена | |
|---|---|---|---|
| 3919 | Сменная ручка/шнур для тяжелых утюгов | 28,00 $ | В корзину |
| 3 933 | Запасной элемент_Комплект винтов | 14,50 $ | Добавить в корзину |
| 43D | Паяльное жало ромбовидного типа | 18,00 $ | Добавить в корзину |
| 9273-150 | Сменный нагревательный элемент с компрессионной обмоткой мощностью 150 Вт | 68,00 $ | Добавить в корзину |
Аксессуары
В качестве принадлежностей для модели 3138-150, представленной на этой странице, можно использовать следующие продукты:
| Модель | Название продукта | Цена | |
|---|---|---|---|
| 43C | Паяльное жало в виде стамески | 18,00 $ | В корзину |
| 43S | Паяльное жало с отверткой | 18,00 $ | В корзину |
| CS-ABKIT | Набор для обслуживания паяльника на 1/4 Утюги “через 9/8” | 34,00 $ | Добавить в корзину |
| V3700 | Контроллер напряжения для тяжелых утюгов и кастрюль | 169,00 $ | В корзину |
Похожие продукты
Следующие продукты относятся к модели 3138-150, представленной на этой странице (похожая модель, но другие характеристики и т. д.):
д.):
| Модель | Название продукта | Цена | |
|---|---|---|---|
| 3138-100 | 100 Вт, 3/8″ Паяльник для тяжелых условий эксплуатации | 158,00 $ | В корзину | 3138-130 | 130 Вт, 3/8 дюйма, пайка для тяжелых условий эксплуатации Утюг | 158,00 $ | В корзину |
| 3138X-175 | 175 Вт, 3/8″ Паяльник для тяжелых условий эксплуатации | 168,00 $ | Добавить в корзину |
Приложения
Пользователи этого продукта заявляют, что они используют его для нескольких работ, которые включают, но не ограничиваются:
- Пайка витражей
- Пайка ВЧ-разъемов, PL-259
- Пайка при сборке мониторов тока
- Пайка жгуты проводов в кабинете МРТ
- Ремонт отверстий в металлическом листе
- Нагревательные вставки для размещения в пластиковых прототипах
- Пайка концов РЧ-катушек
Видео
Замена шнура на промышленном паяльнике American Beauty
 youtube.com/embed/F4dBoSvxl3U?rel=0″ frameborder=”0″ allowfullscreen=””>
youtube.com/embed/F4dBoSvxl3U?rel=0″ frameborder=”0″ allowfullscreen=””> Замена нагревательного элемента промышленного паяльника American Beauty
Надлежащее обслуживание паяльника
Технические характеристики
