

Трубогиб для профильной трубы чертежи и размеры
Skip to content
Самоделкитому назад 261 просмотра
Чертежи и размеры трубогиба для профильной трубы.
Понадобилось сделать навес перед гаражом, но платить большие деньги за гибку профильной трубы, стало просто жалко. Решил изготовить трубогиб своими руками, такой станок всегда пригодится в хозяйстве. Сделал себе самоделку не спешно за 4 дня, не считая токарных работ.
Ну и собственно результат показан на фото:
Звёзды и цепь взяты от ГРМ двигателя автомобиля.
Подшипники с полуоси ВАЗ классика.
Прижимной винт взят от советских тисков, такой винт можно приобрести на пунктах приёма металлолома.
На верхнем прижимном валике имеется бортик, он позволяет гнуть большой профиль без вмятин. Профиль 20 х 20 нормально и так гнет, остальные профиля до 60 х 60 нужно гнуть только с бортиком, иначе идет либо волна либо вмятины.
Также прилагаются чертежи трубогиба.
Станок гнёт профиль отлично, без вмятин и загибов.
Такой станочек обойдётся вам намного дешевле, чем покупной, с помощью такого приспособления можно гнуть профильную трубу сечением до 60 х 60 мм.
Также прилагается небольшое видео, автора самодельного трубогиба.
Автор самоделки: Яков Краснов.
СЛУЧАЙНЫЕ СТАТЬИ
Трубчатые радиаторы отопления Содержание статьи: 1 Что представляют собой трубчатые радиаторы отопления? 1.1 Плюсы и минусы трубчатых радиаторов 2 Популярные…
тому назад 123 просмотра
Эта простая самоделка наверняка пригодится в гараже и мастерской, универсальная насадка на дрель сделанная из гайки она может откручивать и…тому назад 407 просмотра
Грациозные и изящные опоры для столов известные производители поставляют в торговые сети.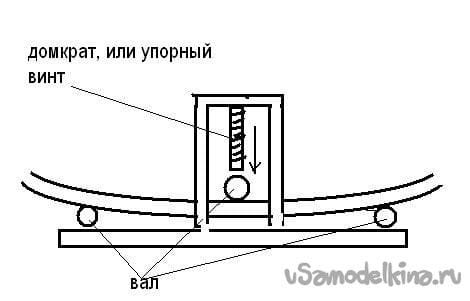 Все они сделаны согласно новаторской технологии. В интерьер…
Все они сделаны согласно новаторской технологии. В интерьер…
тому назад 161 просмотра
Любая покупка начинается с вопроса: для чего нужен тот или иной предмет? Какую функцию он должен выполнять? Эти же вопросы…
тому назад 150 просмотра
Свойства: в составе клея присутствуют минеральные пластификаторы и импортные добавки. Они, главным образом, и определяют его свойства. «Люкс» характеризуется хорошей…
тому назад 300 просмотра
Термопанели с клинкерной плиткой – это сочетание двух понятий «красота» и «необходимость». А еще это одно из решений в плане…
тому назад 172 просмотра
Больше всего смотрели
Adblock
detector
Трубогиб для профильной трубы своими руками: чертежи, размеры
Подробное описание изготовления станка трубогиба своими руками.
Доброго времени суток! Думаю, многим домашним умельцам, приспособление для гибки труб, было бы весьма кстати, но покупать такой станок не каждому по карману.
Можно пойти иным путем и собрать ручной трубогиб для профильной трубы из доступных подручных материалов, имея базовые навыки металлообработки и используя нашу инструкцию.
Материалы для станины
Хотя для сгибания труб используется прокатка с небольшим приложенным усилием, основание станка должно быть прочным и устойчивым. Иногда есть смысл закрепить инструмент на жестком полу, чтобы при обработке массивных деталей сложной формы установка не опрокинулась.
Одно простое правило поможет правильно подобрать материал:
станина по конструкционной мощности должна быть сопоставима с обрабатываемой трубой, иначе деформироваться будет сам станок. Если станина набирается из нескольких элементов, они должны иметь как продольные, так и поперечные ребра жесткости.
В быту проще всего разжиться угловой сталью 80х80х7, 100х100х8 или около того.
Из четырех отрезков длиной по 60–80 см свариваются две Т-образные детали, при такой сборке их можно (и нужно!) хорошо проварить по обоим продольным швам.
Получившиеся профили соединяются двумя накладками в передней и задней части. Накладной уголок длиной 320–400 мм (в зависимости от ширины полок) накладывается ребром кверху, таким образом получается удобная плоскость, чтобы качественно выполнить соединение и получить 2 поперечных ребра жесткости. Еще 4–5 коротких (по 160–200 мм) фрагмента угловой стали устанавливаются снизу для еще лучшего скрепления половинок между собой и придания поперечной жесткости.
Для надежного соединения детали предпочтительно сваривать с изнанки, разложив их на заведомо плоской поверхности. Помните, что от сварки детали «ведет», поэтому сперва собираем станину на 5–6 мм прихватах, выравниваем, а затем обвариваем полностью. Примечательно, что при отсутствии сварки соединение можно выполнить на болтах, но они должны иметь диаметр не менее 12–14 мм, то есть возникает трудность сверления.
Прокатные валки — купить или изготовить
Во многих проектах трубогибов подразумевается использование шарикоподшипников, что не совсем верно. Их минус в неспособности выдерживать значительную радиальную нагрузку, подшипники будут «укатываться» достаточно быстро за исключением роликовых и многорядных.
Вы не пожалеете, если потрудитесь найти полиуретановые или полиамидные ролики, которые обычно встречаются среди комплектующих для грузовых тележек. Оптимальный типоразмер — 60–80х90–100 мм, то есть продолговатой формы. Подшипник внутри должен быть, как мы уже выяснили, роликовым и необслуживаемым. Подшипника может не быть вовсе, мы рассмотрим и такой вариант.
Валки с полимерной обкладкой лишены недостатка стальных — они практически не проскальзывают по детали во время работы. Таким станком можно будет гнуть также хромированные или окрашенные детали, не повреждая покрытие. По поводу долговечности беспокоиться не следует — колесная продукция описанных типоразмеров рассчитана на нагрузку в 0,75–1 тонну и выше, то есть станок сможет выдержать прижимное усилие не менее 2 т, чего вполне достаточно.
Примечание: никто не отрицает достоинств металлических валков, в целом они подходят даже лучше полиуретановых. Но специальные ролики для трубогибов достаточно сложно встретить в ассортименте комплектующих, а их изготовление не каждому под силу, к тому же их поверхность должна подвергаться цементации.
Рассматриваемая конструкция приспособлена для прокатки профильных труб квадратного сечения, но, имея несколько комплектов роликов с разной формой поверхности, можно успешно гнуть и овальные, и круглые трубы, и даже сложный профиль, если нужно. Ну а способов придать ролику нужный форм-фактор имеется множество, лишний повод навестить знакомого токаря.
Механизм прижима
Делим станину пополам по длине и намечаем у боковых краев места установки вертикальных стоек. Их изготавливаем из отрезков такого же уголка, как и на станине, складывая их квадратом. Стойки нужно сместить чуть ближе к центру, примерно на 20–25 мм. Таким образом, получается просвет шириной 120–160 мм. Более чем достаточно.
Более чем достаточно.
Высоту стоек подсчитать несложно. Диаметр двух роликов, просвет для трубы в 100–120 мм и еще примерно 100 мм для свободного хода — итого примерно 400–450 мм. Варьируйте это значение в зависимости от габаритов используемого механизма сжатия. Стойки накрываются перекладиной, имеющей вертикальное ребро жесткости. Для этих целей неплохо обзавестись небольшим отрезком швеллера 70х40х8 мм.
Вторая часть механизма — основа для закрепления прижимного ролика. Ее лучше изготовить в виде рамки из уголка номинального размера, которая будет скользить по стойкам как по направляющим. Между рамкой и перекладиной размещается механизм прижима. Это может быть обычный трапецеидальный винт или автомобильный гидравлический домкрат — вы сами выбираете и тип и метод крепления, благо условия станины позволяют сделать это несколькими способами.
Ролик крепится под рамку на двух обычных уголках, повернутых друг к другу с отверстиями под ось в вертикальных полках.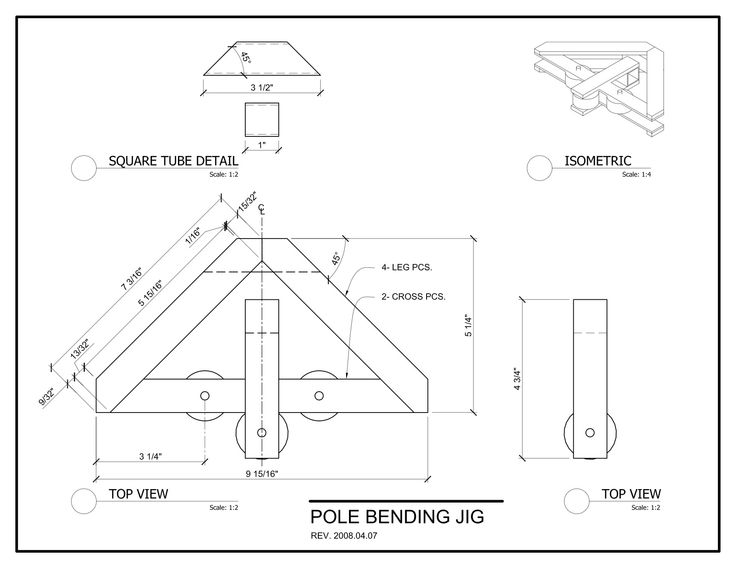 Ролик на прижимном механизме может использоваться с подшипником, ну а приводные устроены несколько иначе.
Ролик на прижимном механизме может использоваться с подшипником, ну а приводные устроены несколько иначе.
Синхронизированный привод
Один из недостатков валков с подшипниками — сложность передачи вращающего усилия. На деле гораздо проще разместить валок без подшипника на закаленной шпильке соответствующего диаметра, а ее — в двух корпусных подшипниках, жестко закрепленных на станине. Обычно высота вала у таких подшипников вполне соответствует радиусу полиуретановых роликов, они помещаются с запасом 15–20 мм без дополнительных подкладок.
Два ролика без подшипника крепятся на разных концах станины так, чтобы в боковой проекции отступы между крайними и центральным роликом составляли по 1,5–2 их собственных диаметра.
Если вы практикуете профессиональный подход — сделайте в станине небольшие прорези 120–140 мм длиной, чтобы регулировать положение роликов в зависимости от толщины обрабатываемой детали и желаемого радиуса изгиба. Это также потребует установки натяжного ролика для цепи, провис которой будет постоянно меняться.
Сам приводной механизм предельно прост: шпильки с обеих сторон ограничены стопорными кольцами, канавки можно нарезать дрелью и ножовкой по металлу. С одной стороны шпильки выступают примерно на 40–60 мм, к ним приварены обычные однорядные цепные звездочки. Перед сваркой разнородных металлов может быть полезно их слегка погреть и отпустить.
Рычаг привода выполняется обычным воротком, одна ось которого закреплена в трубке примерно равного внутреннего диаметра. Ее достаточно просто приварить под низ станины, продеть вороток и зафиксировать его конец стопорным кольцом. Естественно, предварительно на ось должна быть посажена и приварена приводная звездочка. Звездочки для натяжения и успокоения цепи можно закрепить прямо в станине, в этом случае шестерня под цепь должна иметь ступицу для посадки на вал или подшипник. Ось успокоителя достаточно легко приваривается к внутренней полке крайнего уголка станины.
Как усовершенствовать станок
Трубогиб описанной конструкции ничем не уступает аналогам, продающимся на рынке: прочный, надежный, комплектующие легко достать. Для большего удобства его рекомендуется поднять на уровень пояса, закрепив на верстаке или установив на ножки. Также не будут лишними ограничители наклона трубы, чтобы изгиб велся по окружности, а не по спирали.
Для большего удобства его рекомендуется поднять на уровень пояса, закрепив на верстаке или установив на ножки. Также не будут лишними ограничители наклона трубы, чтобы изгиб велся по окружности, а не по спирали.
Помните, что изготовленный вами станок — это достаточно прочная база с хорошим потенциалом модернизации. Если вы планируете серийное производство или хотите повысить точность, дополните станок простейшей гидравлической системой, чтобы сделать прокатку более легкой и равномерной.
Руководство по проектированию гибки труб| Listertube Tube Engineering Services
Если вы не уверены в том, какой тип изгиба должен соответствовать требованиям вашей трубы, обязательно прочтите руководство по проектированию Listertube, содержащее информацию о преимуществах различных типов изгиба, размеров труб и радиусов изгиба. Загрузите и сохраните или продолжите чтение ниже.
СКАЧАТЬ БЕСПЛАТНО
Проектирование для производства
Часто даже самые компетентные конструкторы не полностью осведомлены о том, как именно работают трубогибочные машины и, следовательно, об их возможностях и ограничениях.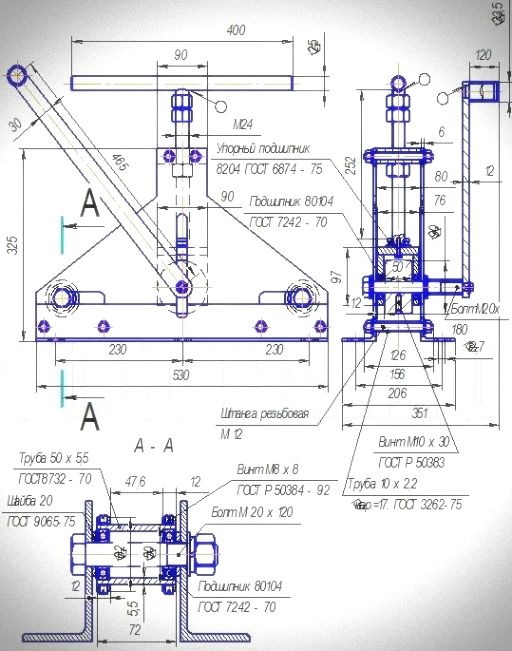 Ежедневно мы получаем запросы предложений, в которых выполнение требований к конструкции трубного компонента чрезвычайно сложно и может ограничиваться определенными гибочными станками, включать специальные инструменты, требовать изготовления его из нескольких частей и их соединения или даже требовать ручных приспособлений для гибки. . Все это, конечно, оказывает большое влияние на стоимость и серьезно ограничивает выбор поставщиков.
Ежедневно мы получаем запросы предложений, в которых выполнение требований к конструкции трубного компонента чрезвычайно сложно и может ограничиваться определенными гибочными станками, включать специальные инструменты, требовать изготовления его из нескольких частей и их соединения или даже требовать ручных приспособлений для гибки. . Все это, конечно, оказывает большое влияние на стоимость и серьезно ограничивает выбор поставщиков.
Обычно другие элементы в готовом изделии разрабатываются так, чтобы вносить изменения в трубу на данном этапе сложно или невозможно, и тем не менее с несколькими простыми изменениями это может быть простой производственный элемент. Принимая во внимание несколько рекомендаций, вы можете гарантировать, что указанные вами трубные компоненты оптимизированы для производства без ущерба для необходимой вам функциональности.
Преимущества гибки труб
металлическая труба (или труба), обычно изготавливаемая из мягкой стали, нержавеющей стали, алюминия или меди и обычно круглого сечения, хотя возможно квадратное или прямоугольное (коробчатое) сечение, и даже овальные формы или более сложные сечения могут быть согнуты.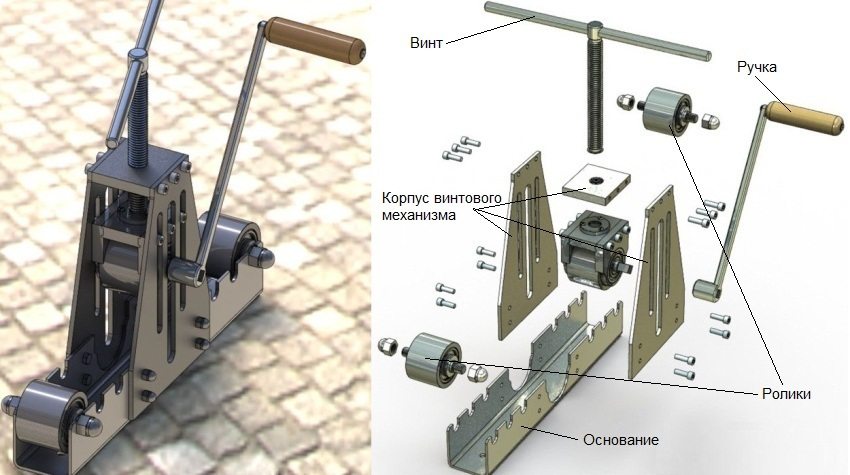 В зависимости от применения изогнутая (или управляемая) труба дает значительные преимущества по сравнению с большинством других возможных решений, которые обычно включают гибкий шланг или сборные (сварные) конструкции.
В зависимости от применения изогнутая (или управляемая) труба дает значительные преимущества по сравнению с большинством других возможных решений, которые обычно включают гибкий шланг или сборные (сварные) конструкции.
Жесткая трубка более надежна, долговечна, часто имеет меньшую общую стоимость по сравнению с гибким шлангом и визуально более привлекательна. Сложные пути изгиба или комбинации шланг/трубка могут исключить несколько компонентов и путей утечки. По сравнению с готовыми решениями труба имеет более эстетичный вид, обычно намного более экономична и обычно обеспечивает снижение веса
Типы гибки труб
Чтобы понять оптимальные конструктивные характеристики для гибки труб и производства манипуляций, важно оценить различные способы гибки труб. В основном существует три подхода, известных соответственно как гибка сжатием, гибка вытягиванием и гибка валком.
Сгибание компрессионной трубки
Сгибание компрессионной трубки похоже на сгибание медной трубы вокруг колена; вы держите один конец трубки неподвижно и формируете трубку вокруг прежнего (в данном случае колена).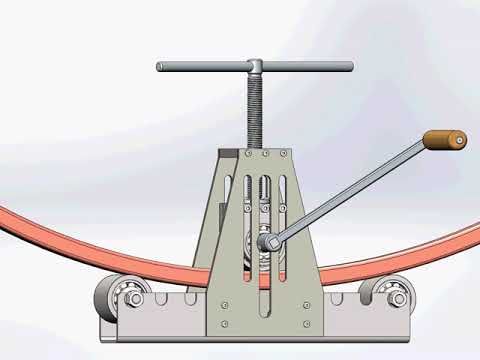 Следующим шагом является простой ручной инструмент для гибки труб, который часто используется сантехниками для медных труб. Для изготовления более сложных компонентов с несколькими изгибами, для труб малого диаметра, где их можно сгибать вручную, приспособления для ручной гибки используют гибку сжатием. Могут быть изготовлены довольно сложные формы.
Следующим шагом является простой ручной инструмент для гибки труб, который часто используется сантехниками для медных труб. Для изготовления более сложных компонентов с несколькими изгибами, для труб малого диаметра, где их можно сгибать вручную, приспособления для ручной гибки используют гибку сжатием. Могут быть изготовлены довольно сложные формы.
Как только мы перейдем к большему диаметру и более жесткому материалу, такому как сталь, тогда мощность машины станет существенной, и гибка вытягиванием станет обычным методом формования. Ключевое отличие состоит в том, что инструмент тянет или вытягивает трубу вокруг прежнего инструмента. Фактически, вместо того, чтобы труба была зажата позади шаблона, она прижата к шаблону, а зажим и шаблон вращаются, при этом труба огибает шаблон по дуге позади него, просто прижимаясь к шаблону с помощью пресс-штампа.
Как следует из названия, пресс-форма не зажимает трубу, а просто прижимает ее к шаблону, но трубу можно протянуть мимо нее.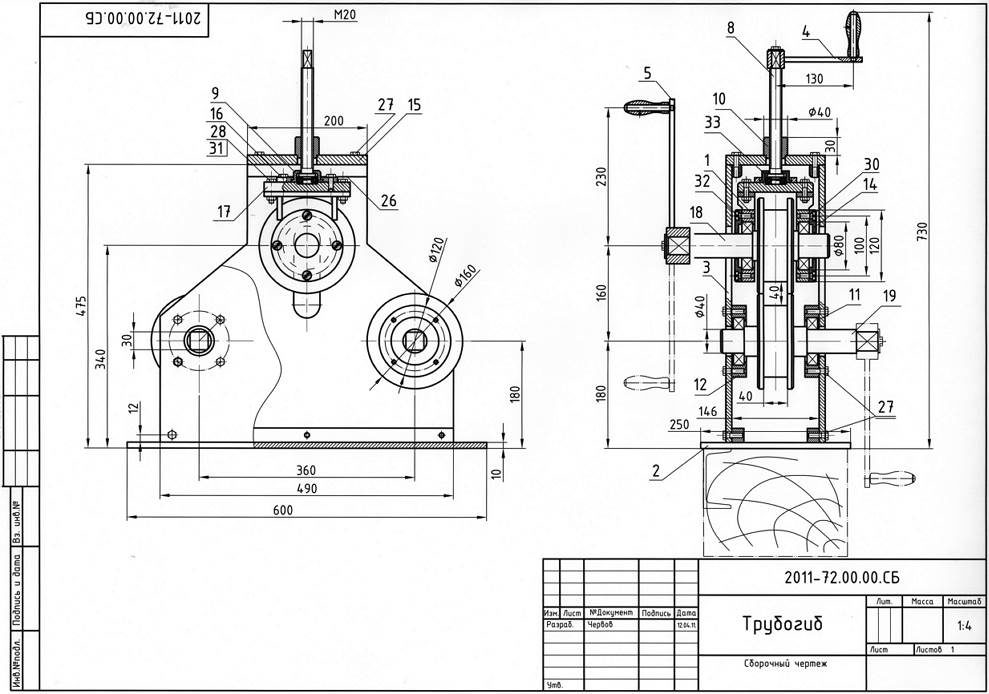 Изгиб вытягиванием решает некоторые проблемы разрушения, которые могут возникнуть при изгибе сжатием.
Изгиб вытягиванием решает некоторые проблемы разрушения, которые могут возникнуть при изгибе сжатием.
Вытяжная гибка
Вытяжные гибочные станки могут быть простыми с ЧПУ (с числовым программным управлением) или полным ЧПУ (с числовым программным управлением). Важнейшие соображения для нашей цели заключаются в том, что инструмент для изгиба должен точно захватывать трубу, чтобы протянуть ее вокруг изгиба; это означает, что инструмент должен соответствовать внешнему диаметру трубы; и центральный шпангоут, вокруг которого вытягивается труба, должен соответствовать требуемому изгибу; это означает, что инструмент должен соответствовать радиусу изгиба готовой трубы.
Некоторые тонкостенные (относительно диаметра или спецификации материала) трубки склонны к разрушению при изгибе, и в процессе гибки вытягиванием (в отличие от гибки сжатием) можно поддерживать трубу в точке, где происходит изгиб, с помощью вставка оправки по центру трубы. По этой причине гибку вытягиванием иногда называют гибкой на оправке.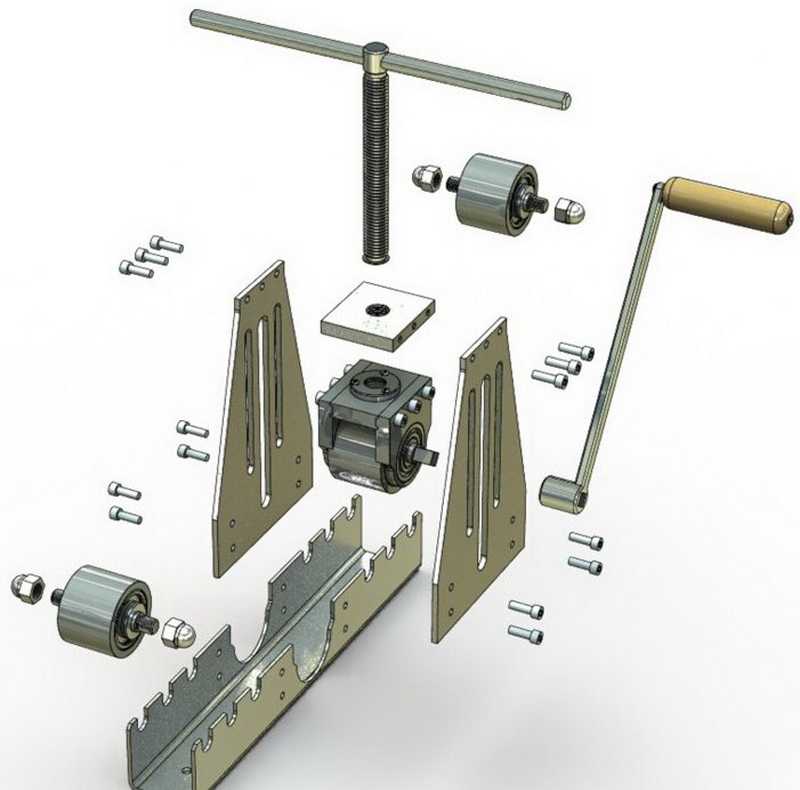
Роликовая гибка
Если вам нужна очень плавная кривая, т.е. большой радиус кривизны, то вытяжная гибка перестает быть осуществимой, так как размер инструмента (и станка для его установки) становится непомерно высоким. Именно здесь в игру вступает гибка валком, иногда называемая гибкой проталкиванием.
Он работает, проталкивая трубку, как правило, через три ролика – два с одной стороны трубки и один между ними с другой. Если ролики слегка упираются в трубу, то она явно просто пройдет сквозь них, не прогибаясь, но при увеличении давления ролика труба начнет деформироваться, становясь вогнутой со стороны единственного ролика, поскольку два крайних ролика пытаются протолкните его вокруг внутреннего ролика. Чем больше давление, тем сильнее изгиб.
Существует два основных типа профилегибочных станков.
Первый
Часто называемый просто вальцегибочным станком, имеет только три валка, один или несколько из которых вращаются с усилием, чтобы втянуть трубу внутрь и между ними. Часто трубу перемещают между валками несколько раз назад и вперед для достижения желаемого радиуса изгиба. Этот тип может быть полуручным, ЧПУ или ЧПУ.
Часто трубу перемещают между валками несколько раз назад и вперед для достижения желаемого радиуса изгиба. Этот тип может быть полуручным, ЧПУ или ЧПУ.
Второй тип
Второй тип, когда валки свободно вращаются, и труба проталкивается через них (отсюда изгибание под давлением). Этот тип обычно управляется ЧПУ, и изгиб выполняется за один проход. В обоих типах ролики классифицируются как инструменты, поскольку их необходимо менять, чтобы они подходили для разных диаметров труб.
То есть гибка вытягиванием лучше, чем гибка валком?
На самом деле у них обоих есть свое место, потому что они делают совершенно разные вещи. Гибка вытягиванием предназначена для довольно узких кривых, типичных для большинства инженерных приложений, в то время как гибка валком предназначена для кривых большого радиуса, часто встречающихся в мебели или архитектурных работах.
Небольшой недостаток вальцовочной гибки заключается в том, что для получения нужной кривизны требуется определенная степень проб и ошибок, особенно при гибке в первый раз, поскольку каждый другой диаметр трубы, толщина стенки и материал ведут себя немного по-разному под действием силы и поскольку нет фиксированной формы, вокруг которой изгибается трубка, эти факторы играют более важную роль.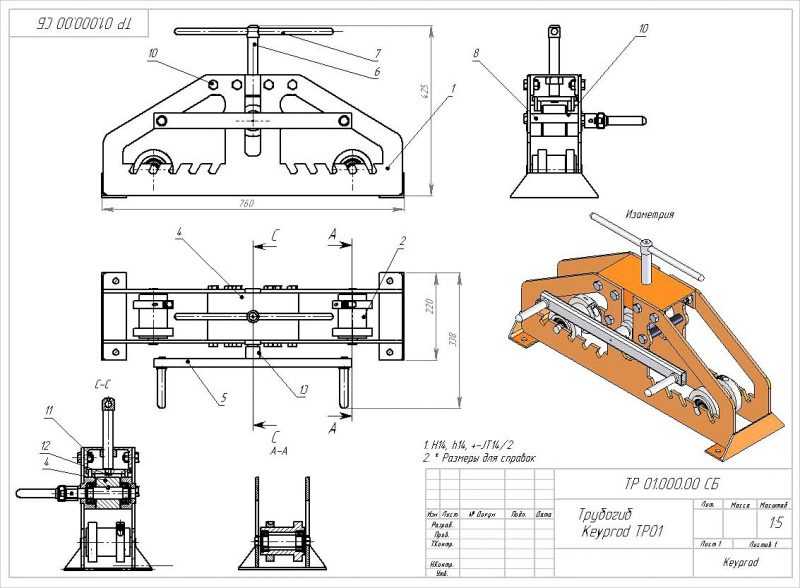 Следовательно, требуется больше времени на разработку и больше отходов труб, за все из которых в конечном итоге приходится платить, чем за профилирование. Очевидно, что это не такая проблема для больших объемов, где стоимость может быть распределена. В принципе гибка вытягиванием часто считается более точной, чем гибка валком.
Следовательно, требуется больше времени на разработку и больше отходов труб, за все из которых в конечном итоге приходится платить, чем за профилирование. Очевидно, что это не такая проблема для больших объемов, где стоимость может быть распределена. В принципе гибка вытягиванием часто считается более точной, чем гибка валком.
Вооружившись хорошим пониманием различных доступных процессов гибки, мы можем теперь рассмотреть процесс выбора, который может предпринять инженер-конструктор.
Размеры трубок
Выбор «стандартного» диаметра трубки имеет ряд преимуществ. Во-первых, материал более доступен, а цены, как правило, ниже, особенно если вам требуется небольшое или умеренное количество, так как в противном случае вы будете платить минимальную стоимость заказа партии. Во-вторых, у вашего субподрядчика по манипуляциям с трубами, скорее всего, уже есть подходящие инструменты, что позволяет избежать затрат на инструменты, которые могут варьироваться от 1500 до 3000 фунтов стерлингов даже для труб относительно небольшого диаметра, а это означает, что вы можете быстро получить ответ и/или быстро изготовить прототипы.
Метрические размеры | |
| Внешний диаметр (мм) | Стенка (мм) |
| 4 | 1 |
| 6 | 1 |
| 8 | 1 |
| 10 | 1 |
| 12 | 1,5 |
| 15 | 1,5 |
| 16 | 2 |
| 18 | 1,5 |
| 20 | 2 |
| 22 | 2 |
| 25 | 2 |
| 28 | 2 |
| 30 | 3 |
| 35 | 3 |
| 38 | 4 |
| 42 | 3 |
Имперские размеры | ||
| Внешний диаметр (дюймы) | Стена (SWG) | Стенка (мм) |
| 3/16 | 22 | 0,71 |
| 1/4 | 20 | 0,91 |
| 5/16 | 20 | 0,91 |
| 3/8 | 18 | 1,22 |
| 1/2 | 16 | 1,63 |
| 5/8 | 16 | 1,63 |
| 3/4 | 14 | 2,03 |
| 7/8 | 14 | 2,03 |
| 1 | 10 | 3,25 |
| 1 1/4 | 10 | 3,25 |
| 1 1/2 | 10 | 3,25 |
| 2 | 10 | 3,25 |
Радиусы изгиба
Когда мы говорим о радиусе изгиба, это относится к радиусу, измеренному до центральной линии трубы.
Каждый трубогиб будет иметь различный набор инструментов для радиуса изгиба вытяжки в зависимости от предыдущих работ, которые они выполняли, но, безусловно, наиболее распространенный будет соответствовать первому эмпирическому правилу;
Стандартный радиус изгиба 2 x D
Это означает, что если у вас есть труба с наружным диаметром 20 мм, то радиус изгиба, который вы можете выбрать, составляет 40 мм. Можно иметь более узкий радиус изгиба, даже такой низкий, как ½ x D, хотя все, что меньше 2 x D, обычно требует дорогостоящего инструмента и, возможно, гибки на оправке.
На другом конце шкалы максимальный радиус изгиба при растяжении определяется не характеристиками трубы, а тем, какой инструмент можно установить на гибочный станок. В зависимости от диаметра трубы это может быть очень большое число, но опять же, отход от стандартного 2 x D требует затрат на инструмент.
Если вам нужны изгибы с большим радиусом, то решением может быть изгибание с толканием или валком, и минимальный радиус, который действительно возможен при этом, составляет ;
Минимальный радиус изгиба валка 7 x D
Технически возможно, чтобы плотность была больше 7 x D, но это во многом зависит от толщины стенки и свойств материала, поэтому в целях безопасности придерживайтесь этого правила.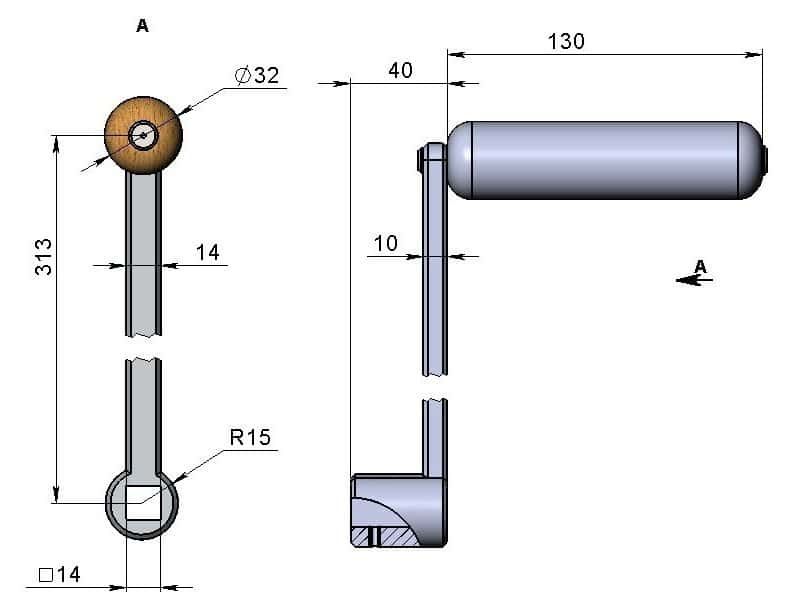
Максимальный предел радиуса изгиба валком не ограничен, за исключением, конечно, оставления трубы прямой, что равно бесконечному радиусу изгиба!
Очевидно, что всегда имеет смысл проверить у вашего манипулятора труб, какие инструменты у них есть для диаметра трубы, который вы выбрали, прежде чем приступить к проектированию вашего компонента.
В качестве альтернативы, по возможности, допускайте широкий допуск на радиусы изгиба. Например, если у вас есть простой изгиб на 90 градусов в 20-миллиметровой трубе, имеет ли для вашего проекта значение радиус изгиба 40 мм, 50 мм или 60 мм? Так почему бы не обозначить его как 50 мм +/- 10 мм.
Множественные радиусы изгиба
Если вам нужно более одного изгиба в трубе, следующий вопрос, который необходимо рассмотреть, заключается в том, могут ли они все иметь одинаковый радиус.
Базовые протяжные гибочные станки — это так называемые одинарные гибочные станки, т. е. они могут одновременно использовать только один набор инструментов. Теперь технически возможно сделать изгиб с помощью инструмента с одним радиусом, снять трубу, заменить инструмент на другой радиус и сделать еще один изгиб, но сложно вернуться к точно такой же исходной точке, и вы можете видеть, сколько еще времени осталось. участие, поэтому это делается редко.
Теперь технически возможно сделать изгиб с помощью инструмента с одним радиусом, снять трубу, заменить инструмент на другой радиус и сделать еще один изгиб, но сложно вернуться к точно такой же исходной точке, и вы можете видеть, сколько еще времени осталось. участие, поэтому это делается редко.
Мы часто видим чертежи, требующие двух разных радиусов изгиба, которые в действительности настолько похожи, что разница почти незаметна; зачем проектировать трубу с одним радиусом изгиба 70 мм, а другим 75 мм? Но люди делают. Если вы проектируете несколько радиусов, делайте это только в том случае, если вам это действительно нужно!
Если у вас должны быть изгибы с несколькими радиусами, вам понадобится станок с двумя, тремя или даже несколькими стопами (который может иметь столько наборов инструментов, установленных друг над другом, сколько поместится на инструментальной стойке, и может индексировать между каждым из них). Очевидно, что по мере увеличения ассортимента этих станков вы уменьшаете количество трубогибов, у которых будет это оборудование.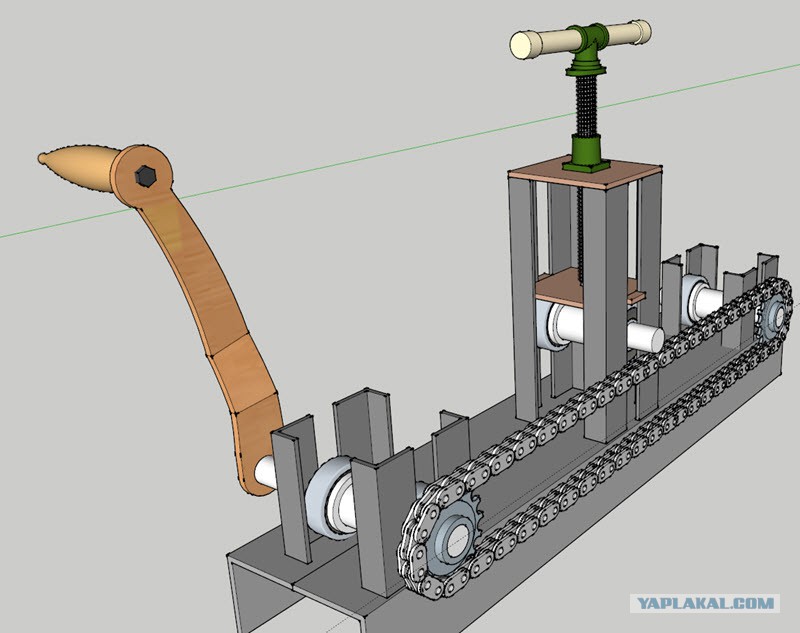
Если у вас есть изгибы очень близко друг к другу, которые не находятся в одной плоскости, вам, вероятно, понадобится укладочный станок с режущим инструментом (чтобы первый изгиб не загрязнял инструмент, пока выполняется второй изгиб ). Этот инструментарий будет разработан специально для вас, поэтому, если объемы не являются достаточно значительными, чтобы оправдать его, вы можете рассмотреть возможность отказа от такого типа конфигурации.
Если вам нужно несколько гибов большего радиуса (более 7 x D), то это не проблема для проталкивающего гибочного станка (хотя на простом валковом станке это довольно сложно).
Иногда вам понадобится крутая кривая, плавно переходящая в плавную кривую. Типичные примеры встречаются в мебельных приложениях. В этом случае вам понадобится компания по обработке труб, у которой есть гибочный станок с ЧПУ с комбинированными возможностями вытягивания и толкания.
Если вы хотите, чтобы на одном и том же компоненте использовалось более одного радиуса изгиба волочения в сочетании с радиусами изгиба валка, убедитесь, что ваша компания по производству гибки имеет многоярусный станок для вытяжки и вальцовки!
Изгиб слишком большой
Даже если вы выбрали стандартные размеры труб, стандартные радиусы изгиба и придерживаетесь ограниченного числа различных размеров изгиба, все равно есть конфигурации изгиба, которые вызовут проблемы для манипуляторов труб и часто приводят к более высоким расходы для вас. Обычно существует способ изготовления большинства конструкций трубок, но некоторые из них могут быть гораздо сложнее в изготовлении, чем вы можете себе представить. В некоторых случаях трубу можно будет производить только секциями и соединять их. Хороший сварной шов, должным образом обработанный, будет почти невидимым, но, очевидно, увеличит стоимость, поэтому, если вы можете избежать этого, тем лучше.
Обычно существует способ изготовления большинства конструкций трубок, но некоторые из них могут быть гораздо сложнее в изготовлении, чем вы можете себе представить. В некоторых случаях трубу можно будет производить только секциями и соединять их. Хороший сварной шов, должным образом обработанный, будет почти невидимым, но, очевидно, увеличит стоимость, поэтому, если вы можете избежать этого, тем лучше.
Было бы невозможно перечислить все конфигурации трубок, которые могут быть проблематичными, но есть несколько возможных;
«Узлы»
Если есть петля из трубы с трубой, проходящей через нее каким-либо образом, то маловероятно, что ее можно изготовить на стандартном гибочном станке с ЧПУ. Иногда можно изготовить такие вещи на приспособлении для ручной гибки целиком, но вы определенно столкнетесь с затратами на инструменты, и даже это будет ограничено трубами меньшего диаметра, которые можно формовать вручную. В качестве альтернативы его, возможно, придется сделать из отдельных частей и соединить.
Изгиб около 180 градусов и выше, а также плотные витки на жестком материале.
Представьте, что мы хотим согнуть трубку в форме, похожей на греческую букву α, с одной «ножкой» трубки, пересекающей другую. Есть способы заставить гибочный станок с ЧПУ согнуть трубу на себя, а затем еще дальше. Проблема в том, что тогда труба запутается в каретке или другой части надстройки машины. Если изгиб имеет достаточно большой радиус и/или если диаметр трубы достаточно мал, тогда будет достаточно гибкости, чтобы трубу можно было поднять над любой частью машины и избежать загрязнения. В противном случае, вероятно, будет необходимо сделать разделы и присоединиться.
Большая длина гибки в определенных конфигурациях
Большинство протяжных гибочных машин являются «правосторонними», что означает, что если смотреть вниз на машину в сторону гибочной головки, изгиб будет справа. А теперь представьте, что вы делаете первый изгиб длиной, скажем, 2 метра. Если для следующего изгиба требуется, чтобы труба вращалась по часовой стрелке, возникает проблема, поскольку конец 2-метрового отрезка упадет на пол.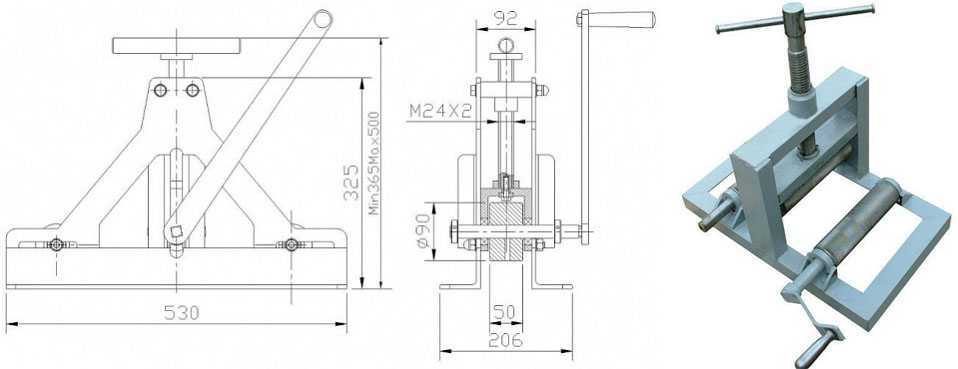 Есть три возможных решения. В большинстве случаев, если изгибы начинаются с другого конца трубы, загрязнения не будет. В качестве альтернативы вы можете согласиться с тем, чтобы компонент был сделан из двух частей и соединен. Если это невозможно, вам, возможно, придется найти компанию по обработке труб, у которой есть левосторонний гибочный станок!
Есть три возможных решения. В большинстве случаев, если изгибы начинаются с другого конца трубы, загрязнения не будет. В качестве альтернативы вы можете согласиться с тем, чтобы компонент был сделан из двух частей и соединен. Если это невозможно, вам, возможно, придется найти компанию по обработке труб, у которой есть левосторонний гибочный станок!
В некоторых очень редких случаях вам может удаться спроектировать трубу, требующую гибочного станка, который сочетает в себе возможность лево- и правосторонней гибки.
Если вы сомневаетесь, спросите…
Если вы разрабатываете конфигурацию трубы, которая, по вашему мнению, может быть чем-то необычным, лучше всего обратиться за советом к манипулятору трубы. Любая хорошая компания будет очень рада поговорить с вами и просмотреть ранние эскизы или чертежи дизайна, чтобы помочь вам получить наиболее удобный для производства компонент, прежде чем вы зафиксируете свой окончательный дизайн. В тюбике возможно почти все, если вам это действительно нужно!
Резюме по изгибу труб
Основные практические правила:
- Выберите стандартный размер трубки
- Для малых радиусов изгиба старайтесь по возможности придерживаться одного радиуса изгиба и используйте радиус 2 x D
- Для больших радиусов изгиба можно использовать несколько радиусов, но не более 7 x D
- Поговорите со своим трубным манипулятором в начале процесса проектирования всего продукта, чтобы узнать его мнение о простоте изготовления, прежде чем вы его завершите
Как рассчитать развитие изгиба
При изготовлении детали по техническому чертежу очень важно знать, как рассчитать изгиб , особенно для того, чтобы убедиться, что все измерения на чертеже до и после наших изгибов выполнены идеально.
Развитие изгиба изменяется в зависимости от используемого материала, толщины и твердости трубы или профиля, которые мы сгибаем, штампа и штампа для противогибки, установленных на машине, и, наконец, используемого трубогибочного станка. По этой причине очень важно знать
Давайте начнем с нашего технического чертежа , чертежа, который показывает нам в разрезе и со всеми размерами деталь, которую нам нужно сделать.
Как видно из рисунка ниже , используемая нами труба имеет общую длину 1852 мм и, чтобы избежать ее повторного разрезания, нам нужно сделать два изгиба после прямой линии 539 мм.мм, а внешнее расстояние между ними 714 мм.
Даже если чертеж дает нам приблизительные указания о длине изгиба, мы не можем полностью полагаться на него, потому что переменных этих мер действительно слишком много, и поэтому лучше знать, как рассчитать развитие изгиба , соблюдать все остальные меры нашего технического чертежа.
Первое, что нужно сделать, это взять кусок трубы, которую мы используем, кусок обрезков нужного размера, чтобы сделать один изгиб с помощью нашей машины. Этот кусок будет выброшен, он нам нужен только для принятия первых мер и до вычислить развитие изгиба , изгибы, которые мы сделаем позже на наших «хороших трубках».
Сделаем отметку на расстоянии около 20 см от головки трубы и поместим ее внутрь нашего гибочного станка. Эта метка должна быть размещена в центре матрицы, соответствующей выемке, сделанной на ней, чтобы указать НОЛЬ изгиба. Нам эта отметка будет указывать на начало нашего изгиба.
Еще одна важная вещь, о которой следует помнить, это закрытие тисков контргибочной матрицы на трубе, чтобы все изгибы были одинаковыми, оно всегда должно иметь одинаковое значение, поэтому машины Mackma имеют контактор на конце. высота маховика, используемого для закрытия тисков.
Это значение тахометра, которое всегда должно быть одинаковым, очень важно .
После того, как выполнен изгиб на 90 градусов, с учетом пружинения трубы и инструментов (если вы не знаете, как рассчитать пружинение, прочтите эту статью) вынимаем трубу из станка, берем ручку и бумагу и начать измерения.
Помогая себе упором, поставленным на длинной стороне трубы, снимаем точный замер, который идет от нашей отметки, сделанной ранее на трубе, обозначающей начало изгиба, до поставленного нами упора.
В нашем примере точное измерение составляет 115 мм, и если мы снова посмотрим на наш технический чертеж, , мы понимаем, что мы должны сделать два сгиба, поэтому первая операция, которую нужно сделать, это 115 х 2 = 230 мм.
Другим важным измерением, которое необходимо контролировать на нашем чертеже, является внешнее расстояние, которое должно быть между нашими изгибами, которое в нашем примере составляет 714 мм. Итак, следующая операция: 714-230= 484 мм. Это значение является точным расстоянием от начала правого изгиба до начала левого изгиба.