

Самодельный профилегиб без токарных работ.
У вас есть знакомый токарь, который сможет выточить валы для трубогиба? Если нет, то эта статья для вас. Предлагаем сделать профилегиб самой простой конструкции без применения токарных работ. Он будет явно не для выставки высоких технологий, но свою функцию точно выполнит.
1 Важные технические моменты при изготовлении профилегиба.
2 Как сделать ролики для профилегиба.
3 Как закрепить подшипники на каркасе профилегиба.
4 Конструктивные особенности профилегибов.
5 Как сделать ручной профилегиб с обкатным роликом.
5.1 Как сделать ролики для гибки профильной трубы методом обкатки.
5.2 Важные моменты при изготовлении трубогиба с обкатным роликом.
Данный станок еще называют профилегиб, так как он в основном предназначен для гибки профильного металла – профильной трубы, швеллера, уголка и полосы. При наличии специальных роликов позволяет гнуть круглые трубы. От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
От стандартного трубогиба он отличается тем, что гнет трубы не просто на заданный угол, а гнет их в дугу или кольцо.
- Во время гибки профильная труба деформируется, и ее боковые стороны выдавливает наружу. Причем чем меньше радиус гибки, тем больше наблюдается выдавливание боковых стенок трубы. Также на одной из её сторон образуются заломы. Данные заломы никак не влияют на прочность согнутой трубы, просто они имеют некрасивый вид. Для исключения заломов на необходимо, чтобы ролик имел небольшое ребро ровно по центру. Данное ребро в процессе гибки будет вминать сторону трубы, тем самым исключая заломы. Высота ребра зависит от радиуса гибки. Чем меньше радиус гибки, тем больше должна быть высота такого ребра. В среднем достаточно ребра высотой 3-5мм. В качестве ребра можно приварить на ролик проволоку нужного диаметра.

- Если прокатывать профильную трубу на роликах без боковой реборды, то существует вероятность гибки трубы винтом. Это связано с тем, что во время прокатывания труба может сдвинуться и ее положение относительно оси ролика будет не перпендикулярно, а под каким-то градусом. Чтобы избежать данных проблем, нужно гнуть профильную трубу на роликах с направляющими ребордами.
- Усилие, которое необходимо приложить, чтобы свести ролики и тем самым согнуть трубу, зависит от расстояния межу роликами. Другими словами, чем меньше это расстояние, тем большее усилие необходимо приложить, чтобы свести ролики между собой. Особенно это заметно, если конструктивно трубогиб изготовлен с центральным подвижным роликом и его зажим осуществляется винтом.
- Расстояние между роликами также влияет на длину трубы, которую можно будет согнуть на данном профилегибе. Короткие трубы невозможно гнуть на станке, у которого большое расстояние между роликами. По этим причинам ролики делают съемными, чтобы их можно было переставить.


- Чем меньше диаметр роликов, тем меньше будет пятно контакта между трубой и роликом и тем больше вероятность проскальзывания трубы во время ее гибки. На профессиональных станках ролики изготавливают диаметром по 100-200мм, и они позволяют гнуть профильные трубы большого сечения. Для домашнего использования подойдут ролики диаметром примерно от 20мм.
- Чем больше ведущих роликов, тем меньше вероятность проскальзывания трубы. Если вы собираетесь гнуть трубу больших сечений, то желательно сделать два приводных ролика.
- Если центральный подвижный ролик поджимается с помощью винта, то для облегчения его вращения необходимо подложить под него шарик от подшипника. Тогда пятно контакта между винтом и опорной частью уменьшится и крутить винт будет гораздо легче. Винт лучше выбирать с трапецеидальной резьбой, а не с метрической. Трапецеидальная резьба может нести гораздо большую осевую нагрузку, чем метрическая.
- Для гибки круглых труб понадобиться специальные ролики с полукруглым профилем. Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.
 Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.
Если гнуть круглую трубу на прямых роликах, то ее будет плющить и с неё получиться овал.Ролики можно изготовить разными способами, даже на первый взгляд самыми необычными. Например, в качестве роликов можно использовать велосипедные ступицы. Такие ступицы не выдержат большие нагрузки, но согнуть трубу сечением 20х40 мм им будет вполне по силам.
Профилегиб с валами из велосипедных ступиц.В качестве роликов можно использовать обычный лом. Его просто отрезаем в нужную длину и одеваем на такой ролик подшипник подходящего диаметра. Например, лом диаметром 30мм, под него хорошо подойдут подшипники №306 ГОСТ8338-78. Чтобы подшипники не смещались вдоль оси ролика, достаточно капнуть сваркой около обоймы подшипника.
Вал трубогиба сделанный из лома.Ролики можно изготовить из трубы и покупных шайб. На рисунке ниже хорошо видна конструкция ролика.
Ролик трубогиба.Если у вас нет подходящих шайб, то их можно сделать самостоятельно. Как их сделать смотрите ниже в статье. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Как их сделать смотрите ниже в статье. Вместо болта в ролик можно вставить металлический круг нужного диаметра и обварить.
Лучший вариант, это если подшипники применить в уже готовом корпусе. Если нет таких подшипников, то используем любые подходящие без корпуса. Их не обязательно жестко крепить к каркасу трубогиба. Можно сделать под них подставки из профильной трубы или уголков. Ниже на фото представлены различные варианты крепления подшипников.
Профилегиб с переставными роликами.Станок для гибки профильной трубы.Профилегиб сделанный с подшипниками в корпусе.Конструктивные особенности профилегибов.Такой станок можно сделать практически из любого металлолома. Каркас должен быть достаточно жестким, из чего он будет сделан не важно. В основном его делают из швеллера, так как он достаточно жесткий и имеет широкую поверхность для установки валов.
При изготовлении нужно отталкиваться от тех материалов, которые есть у вас в наличии.
Один из главных компонентов трубогиба – это силовой узел. Его делают либо из домкрата или из винта с резьбой. Если в наличии есть винт, то можно сделать станок с центральным подвижным роликом. Винт, кстати, можно взять от старого нерабочего домкрата или со струбцины. Винт должен быть мощным, не менее 16мм в диаметре.
Если же есть домкрат, то можно выбирать какой вид профилегиба сделать. Можно сделать станок с крайним подвижным роликом и переламывающейся станиной или с центральным подвижным роликом и крайними неподвижными роликами.
Конструкция в принципе неважна, труба в любом случае будет гнуться. Если есть в наличии звездочки и цепь, например, велосипедные, то имеет смысл соединить два вала цепью и таким образом сделать их оба приводными валами. Это сильно поможет при гибке профильных труб большого сечения, например, 40х60 и больше. Трубы небольшого сечения гнуться хорошо и на одном приводном ролике.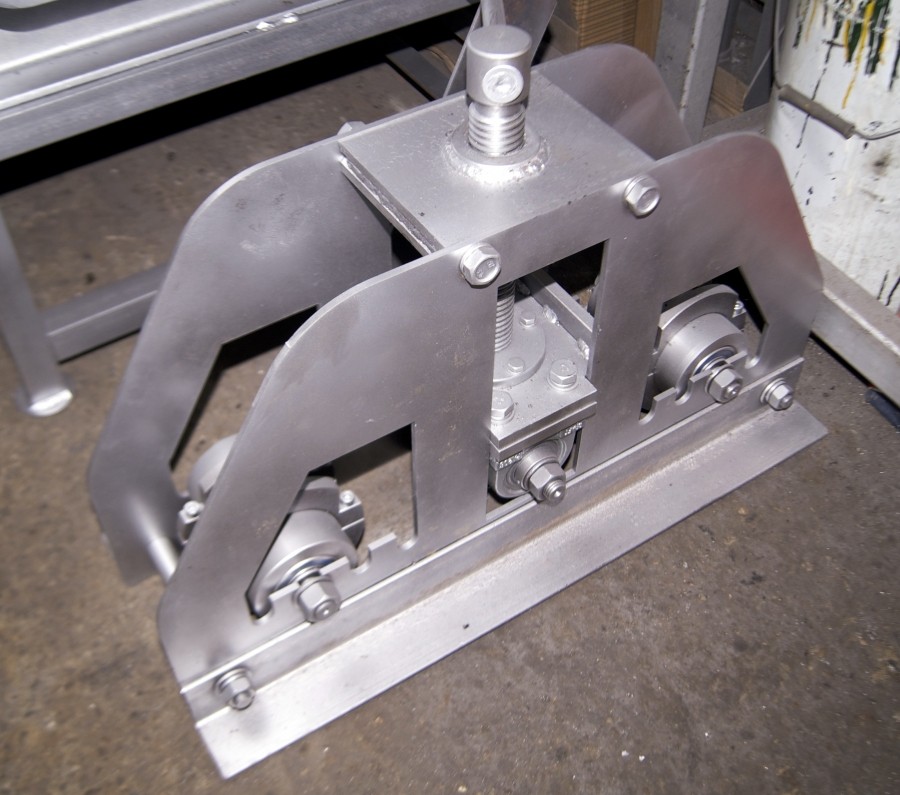 Если же ролики проскальзывают, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Если же ролики проскальзывают, то нужно немного ослабить давление подвижного ролика и тогда проскальзывание прекратиться.
Ручку приводного ролика можно сделать из обычной велосипедной педали или сделать круглый штурвал.
Если предполагается гнуть трубу в кольцо, то следует предусмотреть возможность снять верхний ролик, иначе кольцо будет невозможно вынуть из станка.
Ниже представлено несколько фотографий с различными конструктивными особенностями.
. Как сделать ручной профилегиб с обкатным роликом.Данный вид станка позволяет гнуть профильные и круглые трубы на угол 90 градусов и более.
Гибка круглой трубы методом обкатки.Гибка профильной трубы методом обкатки.Работа такого станка основана на обкатке трубы роликом. Профиль ролика должен соответствовать профилю трубы. Это условие предотвращает нежелательные деформации трубы в месте сгиба. То есть выпячивание её стенок и заломы исключены. Данный станок позволяет гнуть профильные и круглые трубы.
Чтобы согнуть трубы круглого сечения, понадобятся ролики с полукруглым профилем. Здесь к сожалению, невозможно обойтись без токарных работ. Но для гибки труб профильного сечения можно изготовить ролики самостоятельно.
Как сделать ролики для гибки профильной трубы методом обкатки.Такие ролики довольно легко сделать. Понадобиться листовой металл, дрель, машинка УШМ (болгарка) и болт.
- Берем листовой металл и размечаем круг.
- Обрезаем болгаркой металл вокруг размеченного круга.
- Сверлим по центру заготовки отверстие под болт.
4. Вставляем в отверстие болт, зажимаем его гайкой и закрепляем конструкцию в патроне дрели.
5. Обрабатываем край заготовки с помощью дрели и болгарки. В УШМ нужно установить зачистной диск.
6. Собираем обработанные заготовки в ролик. Обратите внимание, ролик по центру имеет выступ примерно 5 мм. Если вы прочитали всю статью, то уже должны знать его назначение. Такой выступ по центру ролика нужно делать только на центральном неподвижном ролике, на обкатном он не нужен.
В поворотном кронштейне трубогиба необходимо предусмотреть отверстия для установки роликов под разные трубы.
Трубогиб с отверстиями в кронштейне.Отверстия должны быть на определенном расстоянии от центра неподвижного ролика. Чтобы сделать их правильно, нужно сначала установить центральный ролик, вложить в него трубу, затем к трубе прижать обкатной ролик. А теперь самое главное, обкатной ролик следует отодвинуть таким образом, чтобы образовался зазор между трубой и ним примерно в 4-6мм. Вот это и будет место, где должно быть отверстие. На поворотном кронштейне в этом месте сверлим отверстие.
Вы скажете зачем
этот зазор нужен? Дело в том, что зазор между обкатным роликом и заготовкой в
начальном положении снижает деформации стенки трубы с наружной стороны сгиба.
Другими словами, трубу во время гибки меньше будет вытягивать из зажима и
повыситься качество гибки.
Также нужно понимать, что для каждой трубы существует свой минимальный радиус сгиба. Если трубы пытаться гнуть меньше этого радиуса, то с высокой вероятностью она согнется с заломами. Поэтому диаметры центральных неподвижных роликов должны выбираться в соответствии с минимальным радиусом сгиба.
Труба с заломами.Минимальный радиус гибки трубы.Трубогиб своими руками, трубогиб для профильной трубы своими руками
Поиск
Search for:в разделе Гараж
Универсальный станок по металлу своими руками
Для работы с различными металлическими заготовками в домашней мастерской может пригодиться самодельный универсальный станок по металлу.
в разделе Гараж
Простой настольный трубогиб для мастерской и гаража
Аккуратно согнуть круглую трубу голыми руками не получится.
И даже в тисах не получится. Потребуется специальное приспособление — настольный трубогиб.в разделе Гараж
Трехвалковый трубогиб из металла и роторов от двигателя
В данном обзоре автор поделится идеей, как сделать своими руками мощный трехвалковый трубогиб для гаража или домашней мастерской.
в разделе Гараж
Как сделать мини трубогиб без токарных работ
В данном обзоре автор поделится идеей, как сделать своими руками мини трубогиб для домашней мастерской без выполнения каких-либо токарных работ.
в разделе Гараж
Электротрубогиб для сгибания профильных труб и уголков
Существует множество разных конструкций станков для сгибания труб, но их цена отпугнёт любого.
В данном обзоре мы рассмотрим, как изготовить трубогиб своими руками из металлолома.в разделе Гараж
Гибочный станок своими руками из маховика автомобиля
В данном обзоре автор показывает процесс изготовления самодельного гибочного станка. Это приспособление однозначно пригодится в домашней мастерской.
в разделе Гараж
Классный станок для гибки круглых стальных труб
В данном обзоре мастер показывает процесс изготовления классного самодельного станка, при помощи которого можно гнуть круглые трубы.в разделе Гараж
Идея для мастерской: компактный мини шиногиб своими руками
В данном обзоре автор показывает процесс изготовления компактного мини шиногиба из подручных материалов.
Полезная приспособа для мастерской!в разделе Гараж
Трубогибочный станок из обрезков уголка своими руками
При помощи самодельного трубогибочного станка можно сгибать профильные трубы в дуги и кольца. Изготовить такой станок можно своими руками из уголка.
 И даже в тисах не получится. Потребуется специальное приспособление — настольный трубогиб.
И даже в тисах не получится. Потребуется специальное приспособление — настольный трубогиб. В данном обзоре мы рассмотрим, как изготовить трубогиб своими руками из металлолома.
В данном обзоре мы рассмотрим, как изготовить трубогиб своими руками из металлолома. Полезная приспособа для мастерской!
Полезная приспособа для мастерской!ПоследнийOldestMost Discussed
Наверх
Close
Search for:
Adblockdetector
Трубогиб для профильной трубы своими руками
При изготовлении конструкций, в которых используется металлический каркас, часто возникает необходимость согнуть металлическую трубу под определенным углом. Конструкции из трубы квадратного или прямоугольного сечения применяются при строительстве теплиц, производстве рекламных вывесок, козырьков над входными дверями, навесов и т. д. В любом из перечисленных изделий необходимо использовать изогнутую под определенным углом металлическую трубу. угол. Для этого вам понадобится трубогиб профильной трубы.
д. В любом из перечисленных изделий необходимо использовать изогнутую под определенным углом металлическую трубу. угол. Для этого вам понадобится трубогиб профильной трубы.
Конечно, при очень частом использовании этого механизма лучше приобрести заводской экземпляр. Но при одноразовом использовании можно сделать трубогиб для профильной трубы своими руками. Стоит такой заводской станок достаточно дорого, и при наличии необходимых навыков и желания его можно сделать своими руками.
Трубогиб для профильной трубы своими руками создается из запчастей от транспортной техники: автомобильной, мотоциклетной, велосипедной и ненужных материалов. А если подумать о конструкции, то качество гнутого изделия будет таким же, как и при работе с заводским механизмом. Единственное, в чем, скорее всего, проигрывают самодельные проги, так это в эстетике внешнего вида. Но так как машина предназначена только для работы, а не для демонстрации, не очень красивый внешний вид не должен стать помехой.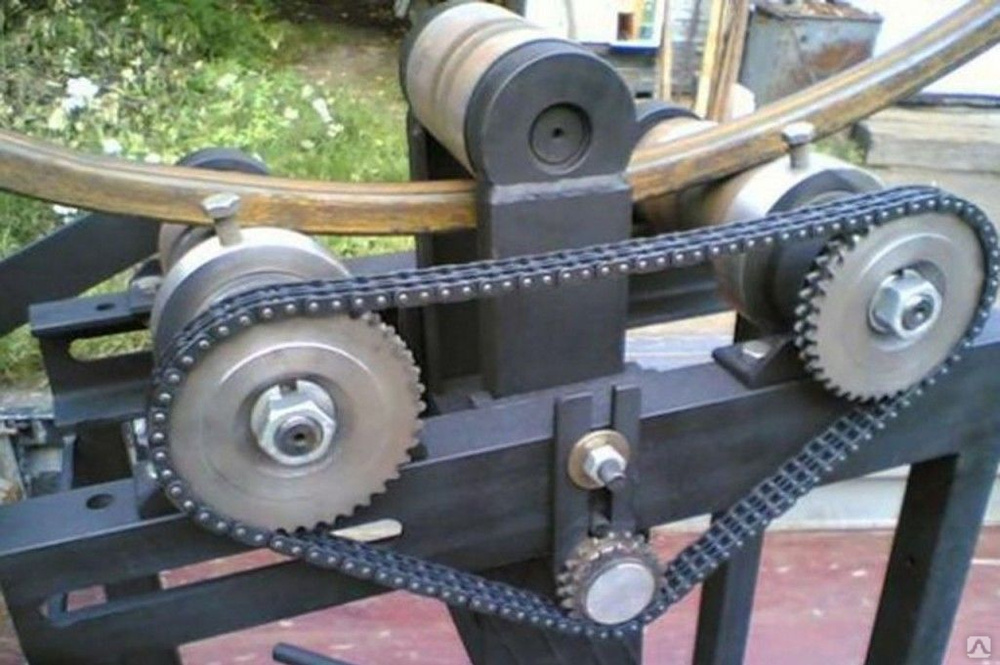
Для гибки трубы малого диаметра (до 2 см) можно применить простейший вариант конструкции гиба для профильной трубы, изготовленный своими руками из подручных материалов.
Для этого вам понадобится бетонная плита. Если его нет, то сделать такой фундамент несложно: в опалубку заливается бетонный раствор, после застывания плита готова к дальнейшим действиям. Он просверливает отверстия для швеллеров 7-10 см или дюймовыми стальными штифтами. Для основного изгиба штыри следует располагать на расстоянии около 5 см друг от друга. Также потребуется армировать пару таких по краям конструкции на расстоянии от основных. Разница в размерах должна быть на сечении трубы, и нам нужно дать небольшой запас композита на проплавление металла. Те. Последняя пара кольев служит не для придания формы заготовке, а для фиксации трубы.
Когда трубогиб для профильной трубы уже изготовлен своими руками, один конец трубы необходимо зафиксировать между концевыми кольями и наконечник медленно сгибается вручную из штифтов. Достигнув нужной формы, второй конец трубы также крепится между остальными последними шпильками. Затем для стабилизации результата желательно некоторое время приварить противоположную сторону металлическим стержнем. Это не позволит изделию принять первоначальный вид. Если нужно согнуть совсем небольшое количество труб, то колья можно забить и просто в землю.
Достигнув нужной формы, второй конец трубы также крепится между остальными последними шпильками. Затем для стабилизации результата желательно некоторое время приварить противоположную сторону металлическим стержнем. Это не позволит изделию принять первоначальный вид. Если нужно согнуть совсем небольшое количество труб, то колья можно забить и просто в землю.
Если трубу определенного диаметра необходимо согнуть в большом количестве, то подойдет более сложный вариант гибки для профильной трубы, его также можно приспособить своими руками. Для этого вам понадобится домкрат, швеллер, бетонное основание, 2 стальных катка, 1 стальной «башмак».
Домкрат надежно крепится к швеллеру и к бетонному основанию. Домкрат должен быть приварен с ручкой открывания/закрывания, что позволит ему работать. Рычаг для подкачки домкрата можно сделать из обрезка обычной круглой трубы подходящего радиуса. К домкрату подсоединяется роликовый башмак. Два ролика прочно прикручены к основанию швеллера.
Труба ставится в месте изгиба на башмаке, под роликами. При надувании рычага домкрата башмак поднимается, изгибая трубу. Заготовку доводят до изгиба нужного радиуса. Затем башмак опускается и изогнутая труба удаляется.
В этом агрегате труба гнется легко, плавно и многократно! Стоит попробовать собрать трубогибы для профильной трубы своими руками!
Трубогибочные станки | Качественное трубогибочное оборудование
Ротационно-вытяжные станки Ercolina для гибки труб идеально подходят для большинства операций гибки.
Ротационная гибка на сегодняшний день является основным методом высококачественной гибки труб. Изгибы формируются путем вытягивания материала вокруг вращающегося формирователя гибочного штампа. В частности, передняя касательная трубы или трубки удерживается в захватном рычаге гибочной матрицы Ercolina, когда труба протягивается вокруг канавки гибочной матрицы и входит в нее. Матрица для встречного изгиба или пресс-матрица прикладывает к трубе противодействующее усилие, обеспечивая высокое качество гибки. Область контакта между вращающимся гибочным штампом и встречным гибочным штампом называется линией касания. Что отличает гибку с вращающейся вытяжкой от других методов, так это то, что линия касания фиксируется в точке изгиба, чтобы полностью контролировать поток материала. Этот контроль помогает производить гибы труб высшего качества.
Область контакта между вращающимся гибочным штампом и встречным гибочным штампом называется линией касания. Что отличает гибку с вращающейся вытяжкой от других методов, так это то, что линия касания фиксируется в точке изгиба, чтобы полностью контролировать поток материала. Этот контроль помогает производить гибы труб высшего качества.
Подробнее о ротационных гибочных станках Ercolina
Ротационные гибочные станки являются наиболее популярными машинами для гибки труб, труб и твердых тел для таких применений, как: поручни, колена поручней и возврат стен, поручни для инвалидов, мебель и рамы для вывесок, нестандартные автомобили детали, такие как каркасы безопасности, щетки, нерф-бары, световые стойки, подножки и многое другое. Ротационно-гибочные станки Ercolina создают эстетически привлекательные изгибы, когда правильный инструмент соответствует области применения. Кроме того, во многих случаях стандартные стандартные инструменты Ercolina предлагаются с различными радиусами изгиба осевой линии, чтобы быстро адаптироваться к вашим задачам гибки. Стандартный инструмент для гибки часто можно слегка модифицировать, если это необходимо, чтобы удовлетворить особые требования к гибке; или специальные инструменты для гибки труб могут быть изготовлены в соответствии с конкретными требованиями гибки.
Стандартный инструмент для гибки часто можно слегка модифицировать, если это необходимо, чтобы удовлетворить особые требования к гибке; или специальные инструменты для гибки труб могут быть изготовлены в соответствии с конкретными требованиями гибки.
Клиенты часто спрашивают, можно ли использовать станки и инструменты Ercolina для гибки алюминиевых и нержавеющих труб и труб. Ответ: «Да». и с отличными результатами. Гибочные матрицы Ercolina могут быть модифицированы для соответствия наиболее часто используемым материалам стальных, алюминиевых и нержавеющих труб.
Трубогибы Ercolina надежны
Нашим клиентам требуются надежные гибочные станки, способные выполнять высококачественные гибки, потому что нет ничего важнее гибки с точностью и эффективностью. Машины Ercolina используются нашими клиентами во многих отраслях промышленности и настоятельно рекомендуются для гибки с вращающейся вытяжкой. С нашими моделями гибочных станков Super и Top вы можете точно контролировать процесс гибки труб от начала до конца. Ercolina предлагает модели станков для всех уровней производительности цеховой гибки от прототипа до серийного производства с ЧПУ или ЧПУ.
Ercolina предлагает модели станков для всех уровней производительности цеховой гибки от прототипа до серийного производства с ЧПУ или ЧПУ.
Быстрая и воспроизводимая качественная гибка
Конструкция трубогибочного станка с вращающимся вытяжным устройством Ercolina внесла новшества и изменила рынок, предлагая быструю воспроизводимую качественную гибку по разумной цене. Наша компактная мощная конструкция обеспечивает большую производительность при изгибе и требует ограниченного пространства в цеху. Станки Ercolina изготавливаются из самых современных компонентов и доказали свою надежность, обеспечивая клиентам уверенность в течение многих лет гибочного производства. Для клиентов Ercolina это означает высококачественный продукт, дающий невероятные результаты. Станки Ercolina превосходят так называемые гибочные станки конкурентов, в которых используется устаревшая гидравлика и концевые выключатели для управления углами изгиба. Никаких медленных храповых движений, до середины изгиба требуется трудоемкая регулировка инструментов.
Почему сейчас самое подходящее время для модернизации цехового трубогибочного оборудования?
Сегодняшнему производителю нужны экономичные решения, чтобы конкурировать на существующих рынках, расширяя и улучшая свои текущие возможности. Производители, предлагающие услуги по гибке труб, часто увеличивают свою долю рынка и значимость для своих нынешних клиентов. С помощью трубогибочных станков Ercolina вы можете быстро производить гибку в своем цеху и экономить время и трудозатраты.
Цены на изделия и гибочные станки Ercolina вполне соответствуют бюджету большинства клиентов. Хотя финансирование оборудования может быть сложной задачей, клиенты с правом кредита находят более конкурентоспособные арендные ставки и общую более низкую стоимость аренды. Для наибольшей финансовой гибкости CML USA, Inc. и Ercolina предлагают несколько вариантов аренды и сроков аренды в соответствии с вашими требованиями.