

Армированные трубы из полипропилена для отопления
Армированные трубы из пропилена для отопленияПри организации горячего водоснабжения и оборудовании отопительных систем зачастую выполняется поиск альтернативного решения для замены труб из меди и других, не менее дорогостоящих металлов. В последнее время для отопления обычно используют армированные полипропиленовые трубы, которые являются недорогим аналогом, не уступающим традиционным материалам в долговечности, прочности и надежности.
Сфера применения
Армированные полипропиленовые трубы относятся к универсальным материалам, традиционно применяющимся для создания канализационных и водопроводных систем, организации отопления.
Для канализации предназначены четырехметровые трубы из полипропилена с сечением 16–125 мм, для водоснабжения – с наружным диаметром до 110 мм. Для устройства теплых полов больше подходит труба сечением до 17 мм.
Полипропиленовые изделия, армированные стекловолокном, больших диаметров востребованы для монтажа вентиляционных систем.PPR трубы используются в системах отопления, горячего и холодного водоснабженияБлагодаря небольшой массе не создается значительных нагрузок на перегородки и несущие конструкции.
 Благодаря небольшой массе не создается значительных нагрузок на перегородки и несущие конструкции.
Благодаря небольшой массе не создается значительных нагрузок на перегородки и несущие конструкции.Также трубы PPR востребованы в сельском хозяйстве – для создания оросительных и дренажных систем. Благодаря высоким эксплуатационным характеристикам, изделия используются для создания технологических трубопроводов, транспортирующих неагрессивные жидкие и газообразные вещества.
При прокладке под дорогами, несмотря на высокую прочность изделий, необходима их защита железобетонными коробами.
Маркировка и характеристики
Несмотря на то, что армированные трубы из полипропилена выпускаются множеством производителей, единая маркировочная система до сих пор отсутствует. Зачастую изделия, изготовленные из одного и того же материала, обладающие одинаковыми техническими характеристиками, имеют различное обозначение.
Чтобы избежать путаницы и сориентироваться в названиях, следует разобраться в марках, использующихся при изготовлении полипропиленовых заготовок. Каждый тип обозначается латинскими литерами РР. Затем в маркировке идут либо буквенные, либо цифровые символы, указывающие на вид ПВХ материала:
Каждый тип обозначается латинскими литерами РР. Затем в маркировке идут либо буквенные, либо цифровые символы, указывающие на вид ПВХ материала:
- гомополимеры (тип 1), обозначаются РРН-1, РР-1;
- блоксополимеры (тип 2), маркируются РРВ, РР-2;
- рандом-сополимеры (тип 3), имеют обозначение типа PPRC, PP-random, PPR.
Последний тип пластика является самым современным. Он обладает улучшенными характеристиками и, несмотря на немалую цену, идеально подходит для устройства отопительных систем.
Цифра, идущая после буквенного обозначения, указывает на максимальное давление, которое может выдержать полипропиленовая труба. Например, изделие с маркировкой PN 10 можно эксплуатировать в условиях рабочего давления среды до 10 Бар.
Функциональное назначение и основные характеристики, которыми обладают ПП трубы, представлены в таблице.
| Обозначение | Назначение | Давление воды, бар | Температура среды, °С |
| PN 10 | устройство теплых полов, холодное водоснабжение | 10 | до 450 |
| PN 16 | холодное и горячее водоснабжение | 16 | до 600 |
| PN 20 | горячее водоснабжение | 20 | до 950 |
| PN 25 | горячее водоснабжение, центральное отопление | 25 | до 950 |
Виды армирования
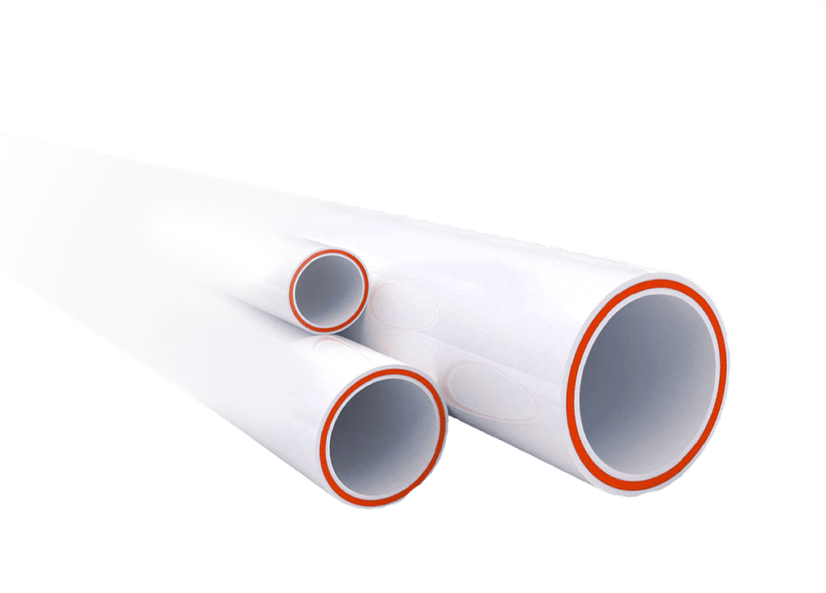
Полипропиленовые трубы бывают также армированными, что позволяет минимизировать показатель термического расширения и улучшить прочностные характеристики продукции.
В производстве применяется два вида армирующих материалов:
- стекловолокно;
- алюминиевая фольга.
Армирование алюминием
Армирование тонким листовым алюминием (фольгой) может производиться как изнутри, так и по наружному слою трубы. Для такой трубной продукции принято обозначение РЕХ/Аl/РЕХ. Лист может быть как цельным (монолитным), так и перфорированным.
Существует два варианта расположения фольги: посреди слоя полипропилена или ближе к внешней поверхности. В первом случае при монтаже необходимо выполнение торцовки, при которой внутри трубы на 3–4 мм срезается фольга без разрушения пластика.
При расположении армирующего слоя вблизи наружной поверхности полностью исключается вероятность взаимодействия металла с теплоносителем.Труба, армированная перфорированным алюминием
Даже очищенная вода, циркулирующая по трубе, не может быть полностью химически нейтральным веществом. Практически всегда в той или иной концентрации в ней содержатся соли, вступающие в реакцию с фольгой и разрушающие ее.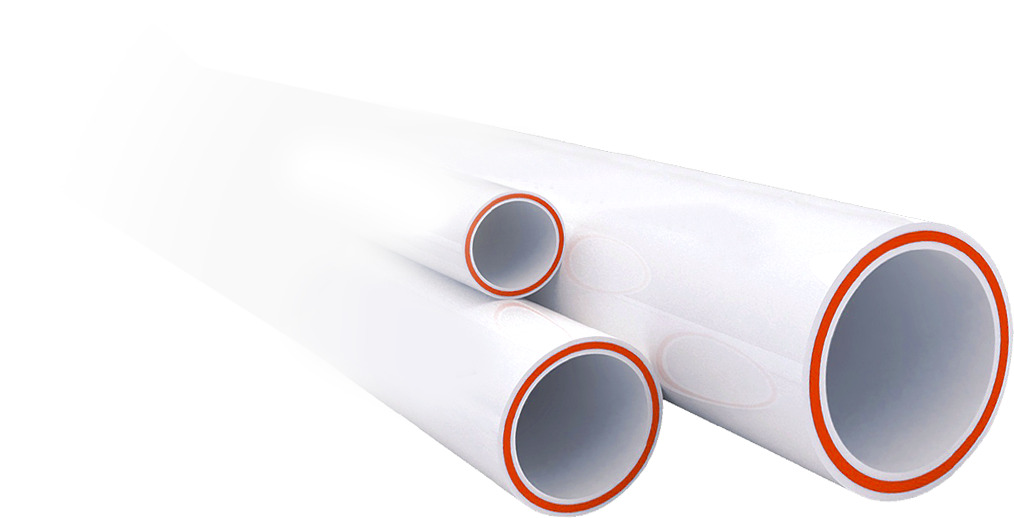 Трубы в процессе монтажа требуют зачистки, то есть удаления верхнего слоя пластика и армировки для создания надежного сварного соединения.
Трубы в процессе монтажа требуют зачистки, то есть удаления верхнего слоя пластика и армировки для создания надежного сварного соединения.
Армирование стекловолокном
Пластиковые трубы для отопления, упрочненные стекловолокном, производятся способом соэкструзии. При этом армирующий слой находится посередине.
Изделия из полипропилена, армированные стекловолокном, отличаются малой теплопроводностью и применяются для сборки открытых отопительных систем.
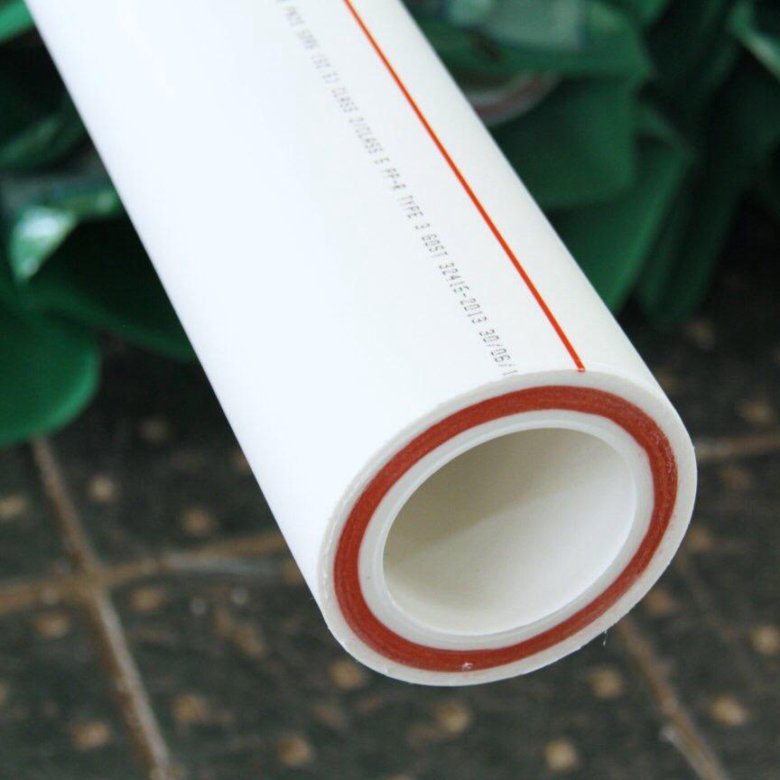
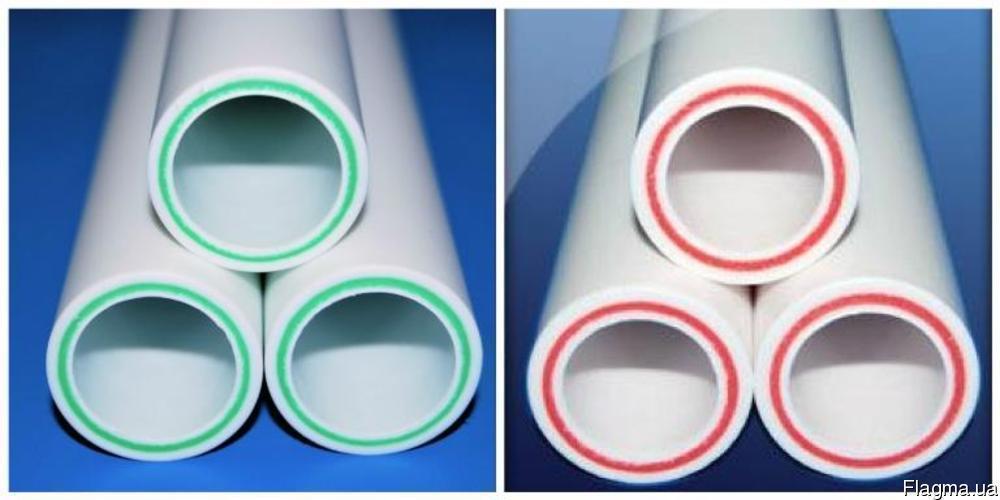
Упрочняющий материал может быть зеленого, красного, синего либо оранжевого цвета. Это всего лишь красящий пигмент, который используют различные производители. Ориентироваться следует на полоску, начертанную вдоль изделия, цвет которой свидетельствует о пригодности для перемещения различных сред:
- красный – для горячего теплоносителя;
- синий – для холодной среды;
- сочетание синего и красного цветов говорит об универсальности применения.
Параметры выбора по критериям
Подбор труб для определенных условий эксплуатации осуществляется по трем важнейшим критериям:
- рабочему давлению;
- рабочей температуре теплоносителя;
- диаметру.
Рабочее давление
Как уже было указано выше, этот параметр при обозначении изделий шифруется сочетанием PN, а цифра, следующая за литерами, показывает на предельно допускаемое давление в барах (1 Бар равен 0,1 МПа).
Подбор трубы, упрочненной алюминием или стекловолокном, определяется в первую очередь эксплуатационными условиями. При часто возникающих гидроударах либо необходимости регулярного выполнения опрессовки в обычных трубопроводах часто применяются изделия марки PN20. Для применения при значительных температурах (выше 70 °С) необходимо использование труб марки PN25.
Для установки в конструкции автономного либо напольного отопительного оборудования, работающего под давлением до 10 атмосфер, подходит марка PN20 с перфорированной либо цельной алюминиевой армирующей оболочкой.
Рабочая температура теплоносителя
Важнейшим параметром является температура циркулирующего теплоносителя. В теплых полах температура жидкости, как правило, не превышает 40 °С, потому для их устройства допускается применение не только изделия с любым типом армирования, но и обычная пластиковая труба.
В радиаторных системах при температуре теплоносителя до +85 °С могут использоваться трубы, армированные алюминием либо стекловолокном.
Обычно производители указывают максимально допустимую температуру непосредственно на поверхности изделия. Это может быть, как маркировка с конкретно указанным значением, например, «90 °С», так и указание на то, что труба может быть использована для горячей жидкости.
Диаметр труб
Армированные пластиковые трубы производятся различного диаметра, подбор которого осуществляется в соответствии со способностью обеспечить проход за определенный временной интервал объема теплоносителя:
- Для устройства отопительных систем в индивидуальных домах проход требуемого объема воды обеспечивают трубы диаметром 20–32 мм. Преимуществом их является простота укладки, легкость создания изгибов, огромный выбор фитингов.
- Для объектов крупных (гостиничных комплексов, больниц, общественных саун и бань) применяются трубы сечением от 200 мм.
- Для центрального отопления требуются трубы диаметром 25 мм.
- Для устройства системы «теплый пол» лучше приобретать изделия малого сечения, до 16 мм.
- Монтаж стояков осуществляется из труб диаметром от 32 мм, обеспечивающих беспрепятственный ток теплоносителя. Для коллекторных участков должны применяться изделия более крупного сечения.
Преимущества и недостатки стекловолоконного и алюминиевого армирования ППР-труб
В первую очередь следует отметить, что изделия, независимо от того, используется для армирования стеклопластик либо алюминий, обладают примерно одинаковым параметром теплового расширения. По этому показателю оба типа изделий равноценны.
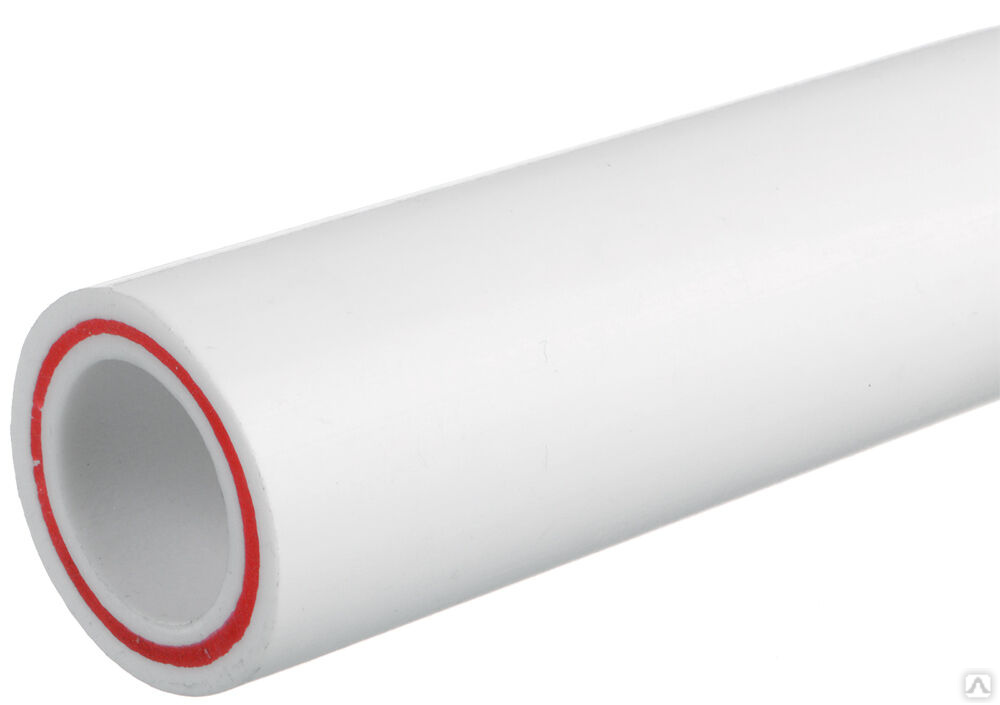
Армированная стекловолокном труба обладает защитным слоем, полностью закрывающим промежуток между внутренним и наружным слоями основного материала. В этой связи, изделия обладают следующими свойствами:
- устойчивостью к разрыву;
- надежностью;
- долговечностью (расчетный эксплуатационный срок – 50 лет).

При изготовлении армированных алюминием труб на упрочняющем слое находится сварочный шов, а в дешевых изделиях, преимущественно азиатского либо турецкого происхождения, кромки листов фольги уложены внахлест. Изолирующие характеристики, стойкость к повышенным температурам и высокому давлению таких изделий невысоки.
Преимуществом труб со стекловолоконным армированием можно назвать наличие антидиффузного слоя, не допускающего контакта теплоносителя с кислородом, вследствие чего металлические части не подвержены коррозионным процессам.
Армируя изделия фольгой, производителю не всегда удается сделать защитный слой сплошным, потому опасность контакта воздуха с теплоносителем возрастает. Помимо этого, сам материал не обладает стойкостью к коррозии.
Соединения армированных стеклопластиком труб не нуждаются в периодической проверке прочности и плотности. Надежность соединений, упрочненных алюминием изделий, во многом зависит от качества выполненной очистки и подбора элементов перед сборкой.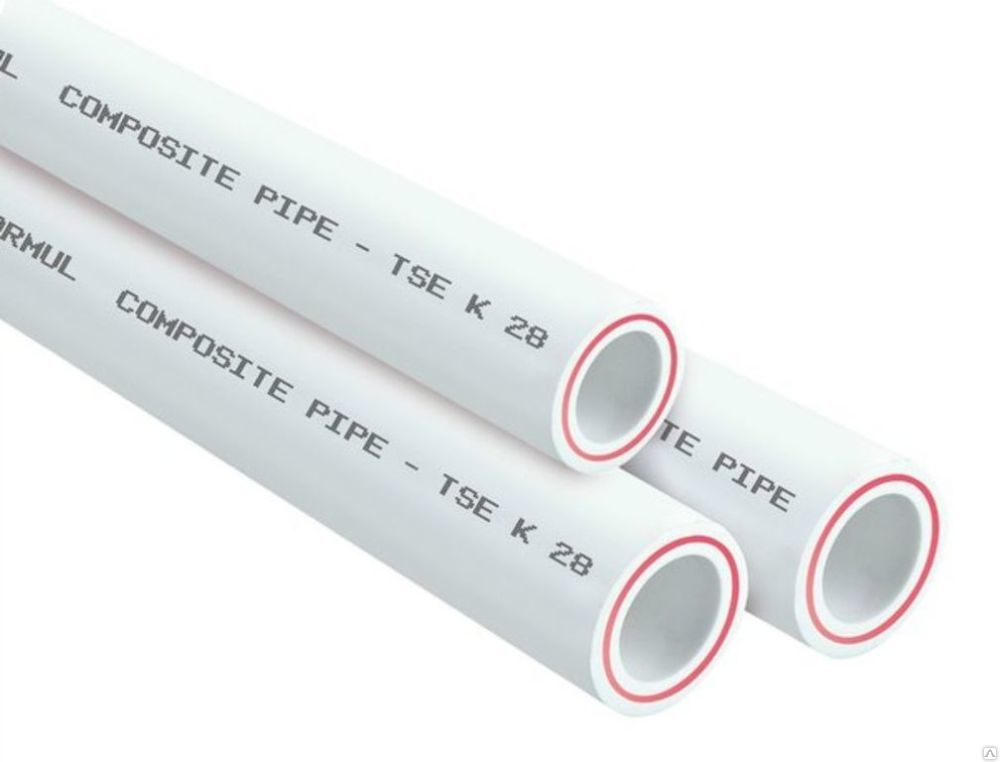
Полипропилен, армированный фольгой, отличается клееной конструкцией стенок. И если во время спайки на торце остается участок металла, непосредственно взаимодействующий с теплоносителем, то именно в этом месте может произойти расслоение стенок, ведущее к пучению и последующему порыву трубопровода.
Расслоение стенок армированных трубСтекловолоконный упрочняющий слой является практически цельной конструкцией, спайка осуществляется без необходимости зачистки и применения специального инструмента.
Трубы, армированные стекловолокном для отопления, отличаются высокими теплоизоляционными свойствами, благодаря чему теплопотери сведены к минимуму.
Следующими характеристиками, укрепленные различными материалами изделия обладают в равной степени:
- поливинилхлорид не выделяет вредных веществ ни в холодном виде, ни при нагреве, не токсичен и безопасен;
- материал хорошо переносит воздействие активных химических соединений, устойчив к агрессивному влиянию недостаточно очищенного теплоносителя;
- условия нормальной эксплуатации от 10 °С до 95 °С, при этом кратковременное превышение температуры может привести к незначительным провисаниям трубопровода, но без появления деформаций.

Производители
Fırat Plastik AS. Турецкий производитель, предлагающий широкий ассортимент трубной продукции из полипропилена, упрочненных стекловолокном либо алюминием, все необходимые для их соединения фитинговые крепления.
PPR трубы производства Fırat Plastik могут эксплуатироваться в диапазоне температур от -20 до 95 °С.
Отдавая предпочтение изделиям этой марки, следует знать, что они не должны храниться на открытых площадках на протяжении более 180 дней. Причина – отсутствие стабилизатора устойчивости к УФ-излучениям.Производитель FV-Plast
FV-Plast. Чешский производитель предлагает три линии, предназначенные для различных условий эксплуатации:
- Classic – трубы цельные, с толщиной стенок 2,7–18,3 мм при наружном диаметре от 16 до 110 мм;
- Stabi – трубная продукция, армированная алюминиевой фольгой, сечением 16–110 мм и толщиной стенок 2,7–16,3 мм;
- Stabioxy PP-RCT – трубы с алюминиевым слоем, обладающие максимальной устойчивостью к воздействию высоких температур и давлению, с низким температурным расширением и повышенным объемом потока рабочей среды.

FASER. Производитель, гарантирующий стабильно высокое немецкое качество изделий. Наилучшие характеристики трубной продукции достигаются за счет применения только высококачественных материалов и армирования стекловолокном.
Трубы этой марки отличаются минимально возможным тепловым расширением. Также выпускаются и всевозможные фитинги, требующиеся для монтажа трубопроводов.
WAVIN Ekoplastik. Еще один, обладающий отменной репутацией производитель из Чехии. На российском рынке можно купить трубную продукцию трех видов:
- Stabi с алюминиевым защитным слоем;
- Fiber с упрочнением стекловолокном;
- PPR – цельные трубы.
VALTEC. Совместное российско-итальянское предприятие. Отличается широким сортаментом выпускаемых труб из полипропилена и крепежных частей:
- цельные ППР трубы;
- изделия, укрепленные сплошным алюминиевым поясом;
- со стекловолоконным защитным слоем, способные без последствий переносить кратковременные превышения допускаемого давления и температуры;
- фитинги и арматура.

Вывод
Полипропиленовые армированные трубы можно назвать лучшим вариантом для устройства домашней отопительной системы. Главное – правильно выбрать тип изделия и грамотно произвести монтажные работы.
Видео по теме:
Полипропиленовые трубы, армированные стекловолокном для отопления
Содержание
- Технические характеристики
- Монтаж
- Обзор цен
В системах водоснабжения и обогрева помещения, используются специальные коммуникации. Наиболее часто применяются полипропиленовые трубы, армированные стекловолокном для отопления, у которых технические характеристики позволяют использовать их в самых высокотемпературных средах.
Технические характеристики
Полипропилен – это легкоплавкая пластмасса, которая часть используется для монтажа систем водоснабжения и отопления. Главными преимуществами пластиковых труб по отношению к металлическим являются:
Главными преимуществами пластиковых труб по отношению к металлическим являются:
- Низкая масса. Очень удобно монтировать коммуникации своими руками;
- Прочность. Полипропиленовые трубы известны своей прочностью. Они отлично переносят резкие перепады температур и отличаются гибкостью;
- На пластмассе не нарастает минеральный осадок.
При этом материал имеет существенные недостатки. Так, например, полипропиленовые трубы размягчаются под воздействием высоких температур. Нормальной температурой работы водопровода является 95 градусов Цельсия, но если температура горячей воды достигнет в системе отопления 140 градусов – то трубопровод может расплавиться. Чтобы этого не произошло, трубы армируют металлом.
Таблица: Технические характеристики труб Чаще всего пластик укрепляют алюминием посередине.Фото: Полипропиленовые армированные трубы
Чаще всего пластик укрепляют алюминием посередине.Фото: Полипропиленовые армированные трубыСейчас все более популярными становятся немецкие полипропиленовые трубы ГОСТ Р 52134-2003, армированные стекловолокном (Cyclone, Fazer, чешский Kalde). У них низкий коэффициент растяжимости (Кр= 0,009 мм/м. Т) и более толстые стенки, чем у армированных алюминиевой фольгой. Они подходят как для горячего водоснабжения, так и для отопительных систем (отопление, теплый пол), организации отводов воды и т. д. Они способны выдерживать давление до нескольких атмосфер (как напорные металлические системы) и температуру рабочей среды до 120 градусов (норма – 95).
Видео: как выбрать полипропиленовые трубы. Армированные и не армированные трубы из полипропилена.
Чтобы подобрать нужную трубу, нужно знать, как расшифровывается её наименование. Полипропиленовые трубы, армированные стекловолокном, и их маркировка имеют следующий вид STC (SDR) PN25 или PPR-FB-PPR:
- PPR-FB-PPR – это определяет местоположения стекловолокна. В данном случае между слоями полипропилена В зависимости от состава полипропилена, наименование может быть также PPRC, PPRCT;
- При этом труба PN25 (GP-импортные, Fv-Plast) – это толстостенная коммуникация, которая используется для монтажа отопительных систем.
 В данном случае между слоями полипропилена В зависимости от состава полипропилена, наименование может быть также PPRC, PPRCT;
В данном случае между слоями полипропилена В зависимости от состава полипропилена, наименование может быть также PPRC, PPRCT;Иногда на маркировке также указывается диаметр трубопровода и толщина стенок. Некоторые производители указывают также дату производства и номер партии.
Монтаж
Сварка армированных стекловолокном полипропиленовых труб для отопления и водоснабжения производится специальными сварочными аппаратами. Пошаговая инструкция, как осуществляется соединение коммуникаций:
- В состав трубы не входит металл, поэтому при нарезке, части будущей системы водоснабжения зачищать не нужно. Вам необходимо просто отмерить и специальными кусачками отрезать нужные участки трубы. При этом работая с алюминием, отрезки обязательно нужно будет зачистить;
- После делается фаска для более плотного и герметичного соединения. Для этого Вам понадобится специальное приспособление или станок;
- Варить трубы нужно только предназначенным для этого инвертором. Перед началом работы их концы очищаются от грязи и пыли, обезжириваются, фиксируются в центраторе для создания геометрической точности и обрабатываются высокими температурами. Каждая марка полипропиленовых труб имеет свою температур для варки, поэтому будьте внимательны – не переварите соединение;
- После место шва остужается и коммуникация готова к эксплуатации.
 Для этого Вам понадобится специальное приспособление или станок;
Для этого Вам понадобится специальное приспособление или станок;При этом для труб низкого давления можно использовать фитинги. Это специальные аксессуары, позволяющие соединять между собой разные виды труб, при этом, не используя термическое воздействие. Предварительно, нужно нарезать резьбе на окончании трубы. Для этого можно использовать или специальный станок, или метчик, в зависимости от типа фитинга и места расположения резьбового соединения.
Виды фитинговДалее, в трубу вставляется штуцер с уплотнительным кольцом, его нужно защелкнуть.
Обзор цен
Купить полипропиленовые пластиковые трубы, армированные стекловолокном для отопления, цена на них зависит от того, кто производители и какой диаметр коммуникации. Рейтинг цен по городам, чтобы можно было сравнить, где выгоднее покупать коммуникации:
| Город | Стоимость трубы, армированной стекловолокном с диаметром 50 мм, рубль/метр погонный |
| Таганрог | 460 |
| Санкт-Петербург | 450 |
| Новосибирск | 460 |
| Нижний Новгород | 460 |
| Сочи | 470 |
| Москва | 470 |
| Астрахань | 450 |
| Киров | 460 |
| Брянск | 460 |
| Красноярск | 460 |
Сейчас наиболее популярны трубы для дома со стекловолоконным армированием марок Valtec (Чехия), Tebo, Glass, Pilsa, Wefatherm, Весбо, Вефатерм, Fiber.
Читайте также:
Полипропиленовые трубы — технические характеристики, виды
Монтаж полипропиленовых труб для отопления и водоснабжения
Канализационные трубы ПВХ: наружные и внутренние
Механизм нагрева литейной поверхности, конструкция переливного колодца и их влияние на линию сварки поверхности и прочность на растяжение литья под давлением полипропилена, армированного длинным стекловолокном
. 2020 25 октября; 12 (11): 2474.
doi: 10.3390/polym12112474.
По-Вэй Хуан 1 , Синь-Шу Пэн 2 , Вэй-Хуан Чун 1
Принадлежности
- 1 к. т.н. Программа машиностроения и авиационной инженерии, Инженерно-технический колледж Университета Фэн Чиа, Тайчжун 40724, Тайвань.
- 2 Машиностроение и компьютерное проектирование, Инженерно-научный колледж Университета Фэн Чиа, Тайчжун 40724, Тайвань.
 т.н. Программа машиностроения и авиационной инженерии, Инженерно-технический колледж Университета Фэн Чиа, Тайчжун 40724, Тайвань.
т.н. Программа машиностроения и авиационной инженерии, Инженерно-технический колледж Университета Фэн Чиа, Тайчжун 40724, Тайвань.- PMID: 33113821
- PMCID: PMC7692597
- DOI: 10.3390/полим12112474
Бесплатная статья ЧВК
По-Вэй Хуанг и др. Полимеры (Базель). .
Бесплатная статья ЧВК
. 2020 25 октября; 12 (11): 2474.
2020 25 октября; 12 (11): 2474.
doi: 10.3390/polym12112474.
Авторы
По-Вэй Хуан 1 , Синь-Шу Пэн 2 , Вэй-Хуан Чун 1
Принадлежности
- 1
- 2 Машиностроение и компьютерное проектирование, Инженерно-научный колледж Университета Фэн Чиа, Тайчжун 40724, Тайвань.
- PMID: 33113821
- PMCID: PMC7692597
- DOI:
10. 3390/полим12112474
 3390/полим12112474
3390/полим12112474Абстрактный
Преимущество полимеров с длинными волокнами заключается в более низкой стоимости производства, поскольку для обычного оборудования для литья под давлением требуются специальные конструкции инструментов для производства деталей из полимеров с длинными волокнами. Использование длинных волокон позволяет получить относительно высокое соотношение размеров волокон, тем самым повышая жесткость композита, прочность, сопротивление ползучести и усталостную выносливость. Однако многозаходная конструкция детали, полученной литьем под давлением, может привести к образованию линии сварки в процессе формования, что снижает структурную прочность формованной детали. Таким образом, в этом исследовании сравнивались качество поверхности, совместимость с волокнами и структурная прочность литых под давлением образцов полипропилена, армированного длинным стекловолокном (PP/LGF), с использованием и без использования области переливного колодца с полостью формы.
Ключевые слова: полипропилен, армированный длинным стекловолокном; нагрев торца формы; шероховатость поверхности; предел прочности; линия сварки.
Заявление о конфликте интересов
 w3.org/1999/xlink” xmlns:mml=”http://www.w3.org/1998/Math/MathML” xmlns:p1=”http://pubmed.gov/pub-one”> Авторы заявляют об отсутствии конфликта интересов.
w3.org/1999/xlink” xmlns:mml=”http://www.w3.org/1998/Math/MathML” xmlns:p1=”http://pubmed.gov/pub-one”> Авторы заявляют об отсутствии конфликта интересов.Цифры
Рисунок 1
Схема образцов на растяжение: (…
Рисунок 1
Схема образцов на растяжение: ( a ) схема полости пресс-формы…
Рисунок 1Схема образцов на растяжение: ( a ) схема полости формы образцов; и ( b ) конфигурация зоны переливного колодца и вставки.
Рисунок 2
Разработка и применение инфракрасных…
Рисунок 2
Конструкция и применение инфракрасного обогревателя: ( a ) схема инфракрасного…
фигура 2 Конструкция и применение инфракрасного обогревателя: ( a ) схема инфракрасного обогревателя; ( b ) механизмы нагрева при использовании традиционных и инфракрасных методов нагрева; и ( c ) изменение температуры поверхности формы при использовании традиционного и инфракрасного нагрева.
Рисунок 3
Схемы измерения поверхности и…
Рисунок 3
Схема измерения поверхности и положения датчика давления: ( a ) схема…
Рисунок 3Схема измерения поверхности и положения датчика давления: ( a ) схема измерения шероховатости поверхности; ( b ) схема измерения глубины линии сварки; ( c ) схема и положение датчика давления пресс-формы; и ( d ) схема и положение стадии измельчения.
Рисунок 4
Изменение при наличии…
Рисунок 4
Изменение наличия плавающих на поверхности волокон с использованием и без использования…
Рисунок 4 Варианты наличия поверхностно-плавающих волокон с использованием и без использования подогрева поверхности формы: ( а1 ) и ( а2 ) без переливного колодца; ( b1 ) и ( b2 ) с переливным колодцем глубиной 0,9мм; ( c1 ) и ( c2 ) с переливным колодцем глубиной 1,8; и ( d1 ) и ( d2 ) с переливным колодцем глубиной 3,6 мм.
Рисунок 5
Изображения, полученные с помощью сканирующего электронного микроскопа (СЭМ)…
Рисунок 5
Изображения образцов, полученные с помощью сканирующего электронного микроскопа (СЭМ) с использованием и без использования…
Рисунок 5Изображения образцов, полученные с помощью сканирующего электронного микроскопа (СЭМ), с использованием и без нагрева поверхности формы.
Рисунок 6
Измеренные тренды шероховатости поверхности…
Рисунок 6
Измеренные тренды шероховатости поверхности (Ra) в зависимости от глубины сварного шва.
Измеренные тренды шероховатости поверхности (Ra) в зависимости от глубины сварного шва.
Рисунок 7
Оптическая микроскопия (ОМ) изображений образцов…
Рисунок 7
Оптически-микроскопические (ОМ) изображения образцов с разной глубиной переливных колодцев и температурами поверхности кристаллизатора: (…
Рисунок 7 Оптически-микроскопические (ОМ) изображения образцов с разной глубиной переливных колодцев и температурами поверхности кристаллизатора: ( a ) уровень несовместимости между волокнами и расплавами в зависимости от глубины переливных колодцев и ориентации волокон; ( b ) уровень несовместимости между волокнами и расплавами в зависимости от нагрева поверхности формы и ориентации волокон; и поверхностные слои образцов: ( с1 ) без переливного колодца и торцового подогрева; ( с2 ) с использованием переливного колодца глубиной 0,9 мм без подогрева торца кристаллизатора; ( c3 ) с использованием переливного колодца глубиной 0,9 мм и подогревом поверхности формы.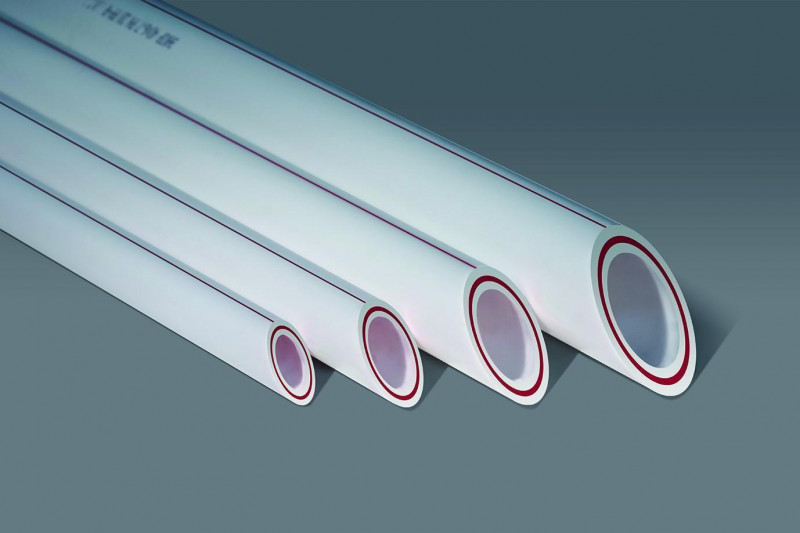
Рисунок 8
Изменение прочности на растяжение линии сварки…
Рисунок 8
Изменение предела прочности при растяжении линии сварки при разной глубине переливного колодца: ( a ) отсутствие…
Рисунок 8Изменение предела прочности при растяжении линии сварного шва при разной глубине переливного колодца: ( a ) отсутствие и наличие переливного колодца; и ( b ) неиспользование и использование процесса нагрева поверхности формы.
Рисунок 9
Изменение давления в полости: (…
Рисунок 9
Изменение давления в полости: ( a ) отсутствие и наличие переливного колодца; и…
Рисунок 9 Изменение давления в полости: ( a ) отсутствие и наличие переливного колодца; и ( b ) неиспользование и использование процесса нагрева поверхности формы.
См. это изображение и информацию об авторских правах в PMC
Похожие статьи
Влияние нагрева и охлаждения поверхности полости литьевой формы и контроля течения расплава на свойства формованных изделий из полуароматического полиамида, армированного углеродным волокном.
Мурата Ю., Канно Р. Мурата Ю. и др. Полимеры (Базель). 2021 15 февраля; 13 (4): 587. doi: 10.3390/polym13040587. Полимеры (Базель). 2021. PMID: 33672061 Бесплатная статья ЧВК.
Прямая пропитка ткани из стекловолокна в форме полипропиленом сверхкритическим азотом в процессе микропористого литья под давлением.
Хэ Кью, Ян В, Ван Дж, Рен Ф, Ван Д, Ли Ф, Ши З. Он К. и соавт. Полимеры (Базель).
2023 10 февраля; 15 (4): 875. doi: 10.3390/polym15040875.
Полимеры (Базель). 2023.
PMID: 36850159
Бесплатная статья ЧВК.Влияние противодавления газа на шероховатость поверхности, морфологию и прочность на растяжение между микропористыми и обычными деталями из полипропилена, полученными литьем под давлением.
Рен Дж., Линь Л., Цзян Дж., Ли К., Хван С.С. Рен Дж. и др. Полимеры (Базель). 2022 8 марта; 14 (6): 1078. doi: 10.3390/polym14061078. Полимеры (Базель). 2022. PMID: 35335409 Бесплатная статья ЧВК.
Всесторонний обзор пресс-форм для литья стекла с микро/нанопрецизионной точностью и методов их изготовления.
Асгар М.А., Ким Дж., Хак М.Р., Ким Т., Ким С.М. Асгар М.
А. и соавт.
Микромашины (Базель). 2021 12 июля; 12 (7): 812. дои: 10.3390/ми12070812.
Микромашины (Базель). 2021.
PMID: 34357222
Бесплатная статья ЧВК.
Обзор.Исследования температуры полости пресс-формы с плоской вставкой с использованием VCRHCS с CFD-моделированием.
Ван Р.Т., Ван Дж.С., Чен С.Л. Ван Р.Т. и др. Полимеры (Базель). 2022 4 августа; 14 (15): 3181. doi: 10.3390/polym14153181. Полимеры (Базель). 2022. PMID: 35956696 Бесплатная статья ЧВК. Обзор.
 2023 10 февраля; 15 (4): 875. doi: 10.3390/polym15040875.
Полимеры (Базель). 2023.
PMID: 36850159
Бесплатная статья ЧВК.
2023 10 февраля; 15 (4): 875. doi: 10.3390/polym15040875.
Полимеры (Базель). 2023.
PMID: 36850159
Бесплатная статья ЧВК. А. и соавт.
Микромашины (Базель). 2021 12 июля; 12 (7): 812. дои: 10.3390/ми12070812.
Микромашины (Базель). 2021.
PMID: 34357222
Бесплатная статья ЧВК.
Обзор.
А. и соавт.
Микромашины (Базель). 2021 12 июля; 12 (7): 812. дои: 10.3390/ми12070812.
Микромашины (Базель). 2021.
PMID: 34357222
Бесплатная статья ЧВК.
Обзор.Посмотреть все похожие статьи
Цитируется
Исследование прочности пластмассовых деталей, улучшенных селективным индукционным нагревом.
Пошва П., Мушински П.
, Мрожек К., Зелински М., Гесснер А., Коваль М.
Пошва П. и соавт.
Полимеры (Базель). 2021 8 декабря; 13 (24): 4293. doi: 10.3390/polym13244293.
Полимеры (Базель). 2021.
PMID: 34960844
Бесплатная статья ЧВК.Проектирование и имитационное исследование пресс-формы для литья под давлением с индукционным нагревом и ползунами.
Мушински П., Пошва П., Мрожек К., Зелински М., Далевски П., Коваль М. Muszyński P, et al. Материалы (Базель). 2021 6 декабря; 14 (23): 7476. дои: 10.3390/ma14237476. Материалы (Базель). 2021. PMID: 34885631 Бесплатная статья ЧВК.
Улучшение длины течения расплава акрилонитрилбутадиенстирола при тонкостенном литье под давлением с помощью внешнего индукционного нагрева с помощью вращательного устройства.
Minh PS, Le MT. Минь П.С. и др. Полимеры (Базель). 2021 12 июля; 13 (14): 2288. doi: 10.3390/polym13142288. Полимеры (Базель). 2021. PMID: 34301045 Бесплатная статья ЧВК.
Применение селективного индукционного нагрева для улучшения механических свойств эластичных шарниров.
Мушински П., Пошва П., Гесснер А., Мрозек К. Muszyński P, et al. Материалы (Базель). 2021 13 мая; 14 (10): 2543. дои: 10.3390/ma14102543. Материалы (Базель). 2021. PMID: 34068427 Бесплатная статья ЧВК.
Применение магнитного концентратора для улучшения технологии быстрого температурного цикла.
Мрожек К., Мушински П., Пошва П. Мрожек К.
и др.
Полимеры (Базель). 2020 дек 28;13(1):91. doi: 10.3390/polym13010091.
Полимеры (Базель). 2020.
PMID: 33379412
Бесплатная статья ЧВК.
 , Мрожек К., Зелински М., Гесснер А., Коваль М.
Пошва П. и соавт.
Полимеры (Базель). 2021 8 декабря; 13 (24): 4293. doi: 10.3390/polym13244293.
Полимеры (Базель). 2021.
PMID: 34960844
Бесплатная статья ЧВК.
, Мрожек К., Зелински М., Гесснер А., Коваль М.
Пошва П. и соавт.
Полимеры (Базель). 2021 8 декабря; 13 (24): 4293. doi: 10.3390/polym13244293.
Полимеры (Базель). 2021.
PMID: 34960844
Бесплатная статья ЧВК.
 и др.
Полимеры (Базель). 2020 дек 28;13(1):91. doi: 10.3390/polym13010091.
Полимеры (Базель). 2020.
PMID: 33379412
Бесплатная статья ЧВК.
и др.
Полимеры (Базель). 2020 дек 28;13(1):91. doi: 10.3390/polym13010091.
Полимеры (Базель). 2020.
PMID: 33379412
Бесплатная статья ЧВК.Рекомендации
- Дуань С., Чжан З., Вэй К., Ван Ф., Хань С. Теоретическое исследование и физические испытания концентрации напряжения на круглой кромке отверстия в полипропиленовом композите, армированном длинным стекловолокном. Дж. Компос. Структура 2020; 236 doi: 10.1016/j.compstruct.2020.111884. – DOI
- Hou XQ, Chen XY, Liu BC, Chen SC, Li HM, Cao W. Разрушение и ориентация полипропилена, армированного длинным стекловолокном, во время литья под давлением. Дж. Полим. англ. науч. 2019;60:13–21. doi: 10.1002/pen.25254.
–
DOI
- Hou XQ, Chen XY, Liu BC, Chen SC, Li HM, Cao W. Разрушение и ориентация полипропилена, армированного длинным стекловолокном, во время литья под давлением.
- Чжан К., Чжан Дж., Ву Л. Удар и поглощение энергии термопластом, армированным длинным волокном, на основе двухфазного моделирования и экспериментов. Междунар. Дж. Импакт Инж. 2018; 122:374–383. doi: 10.1016/j.ijimpeng.2018.09.003. – DOI
- Джусти Р., Занини Ф., Луккетта Г. Автоматическое измерение длины стекловолокна для прерывистых композитов, армированных волокном. Дж. Компос. Часть А Прил. науч. Произв. 2018;112:263–270. doi: 10.1016/j.compositesa.2018.06.016.
–
DOI
- Джусти Р., Занини Ф., Луккетта Г. Автоматическое измерение длины стекловолокна для прерывистых композитов, армированных волокном. Дж. Компос. Часть А Прил.
- Азенья Дж., Гомес М., Силва П., Понтес А.Дж. Высокопрочные термопластичные композиты, полученные литьем под давлением. Дж. Полим. англ. науч. 2018; 58: 560–567. doi: 10.1002/pen.24782. – DOI
 Дж. Полим. англ. науч. 2019;60:13–21. doi: 10.1002/pen.25254.
–
DOI
Дж. Полим. англ. науч. 2019;60:13–21. doi: 10.1002/pen.25254.
–
DOI науч. Произв. 2018;112:263–270. doi: 10.1016/j.compositesa.2018.06.016.
–
DOI
науч. Произв. 2018;112:263–270. doi: 10.1016/j.compositesa.2018.06.016.
–
DOIПОВЕДЕНИЕ ПРИ ВЫСОКИХ ТЕМПЕРАТУРАХ МОТАРОВ С ПОЛИПРОПИЛЕНОВЫМИ ВОЛОКНАМИ
%PDF-1.4 % 1 0 объект > эндообъект 9 0 объект /Заголовок /Предмет /Автор /Режиссер /Ключевые слова /CreationDate (D:20230328193253-00’00’) /ModDate (D:20150917121305+02’00’) >> эндообъект 2 0 объект > эндообъект 3 0 объект > эндообъект 4 0 объект > эндообъект 5 0 объект > эндообъект 6 0 объект > транслировать Приложение/pdf
