монтаж системы труб в частном доме, самостоятельная сварка и прокладка
Полипропилен, применяемый при производстве отопительных труб, позволяет им выдерживать высокие температуры (до +75 °C). Изделия из этого материала не проводят электричество и имеют малый вес.
К тому же у них низкая теплопроводность, а монтировать отопительные системы с их помощью могут не только профессионалы. Выполняя монтаж полипропиленовых труб своими руками, учитывают их диаметр, линейное расширение, постоянное давление в системе и температуру воды.
Свойства материала
Благодаря устойчивости перед агрессивной средой полипропиленовые трубы в стенах частного дома могут эксплуатироваться более 50 лет. Рабочее давление, которое выдерживает материал, равняется 20 барам. Более выносливы изделия из армированного полипропилена.
Сравнение устойчивости полипропилена
Положительные характеристики
Установка полипропиленовых трубопроводов стала такой популярной благодаря следующим качествам материала:
- высокая теплоизоляция, что значительно уменьшает теплопотери в системе;
- устойчивость к химическим реагентам и коррозии;
- герметичное соединение посредством пайки;
- высокая прочность;
- низкая стоимость.


Вместе с тем, выбирая отопительные трубы для квартиры или частного дома, следует учесть и недостатки:
- линейное расширение во время эксплуатации вызывает необходимость оставлять зазор при прокладке трубопроводов;
- жесткость материала не позволяет выполнять сгибы, что влечет за собой применение специальных соединительных элементов – фитингов.
Проведение монтажных работ
Монтаж труб отопления из полипропилена лучше проводить в замкнутой системе, когда температурный режим ограничен настройками котла. Стандартные трубки для отопления диаметром 63 мм соединяются встык.
Инструменты
Кроме самих трубопроводов понадобятся фитинги различных типов: муфты, уголки, тройники. С помощью муфт соединяют прямые отрезки. Для угловых соединений используют уголки, а тройники необходимы для разветвления системы.
Поскольку изделия из полипропилена нельзя состыковывать резьбовым способом, понадобится специальный паяльный прибор, а также ножницы для полипропилена или лобзик.
Последовательность действий
Чтобы выполнить монтаж отопления из полипропиленовых труб, их потребуется сварить специальным аппаратом, разогретым до 260 °C. При соединении обычно применяют раструбный метод. Для этого при помощи ножниц под прямым углом отрезают необходимый сегмент. Концы труб и фитингов очищают, обезжиривают спиртовым или мыльным раствором и тщательно высушивают.
У армированных изделий необходимо шейвером снять верхний полипропиленовый слой и алюминиевую часть. Затем поверхность зачищается до необходимого уровня с учетом вхождения в фитинг (глубину намечают с запасом в 2 мм).
Далее детали помещаются на специальные насадки сварочного аппарата и закрепляются. В зависимости от размера деталей их выдерживают несколько минут при необходимой температуре. Труба и муфта выравниваются по оси, прижимаются одна к другой и неподвижно охлаждаются. Прогретый полипропилен склеивается на стыке и создается неразрывное сцепление.
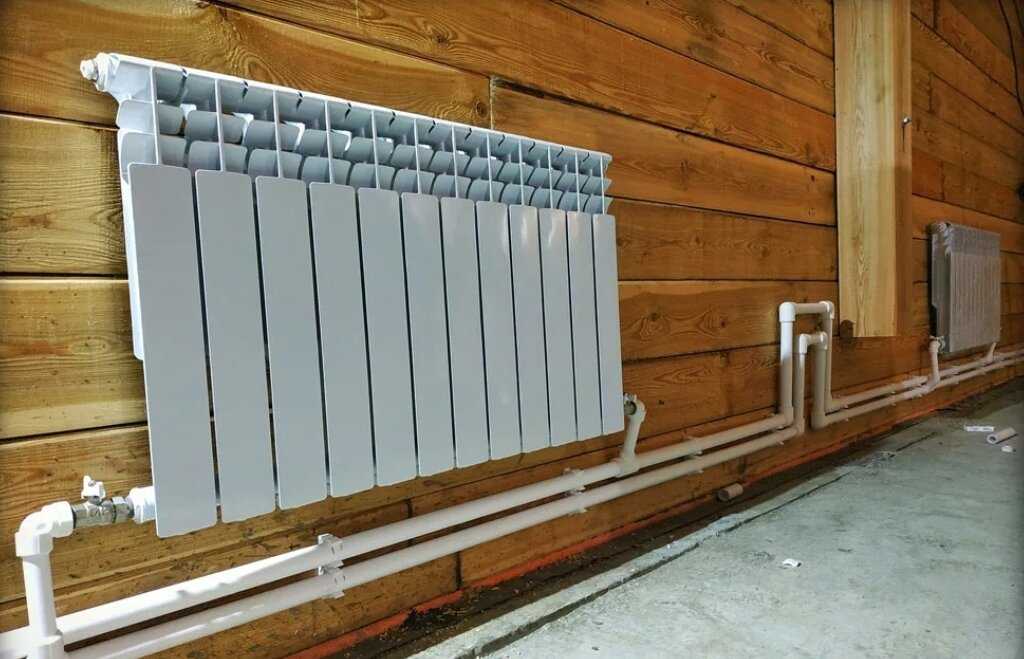
Разводка по стенам
Для того чтобы сделать правильное крепление полипропиленовых труб к стенам, размечается схема разводки. В процессе работы понадобятся клипсы подходящего размера, дюбеля и саморезы. Прокладка труб проводится с небольшим наклоном в сторону течения воды.
В процессе работы понадобятся клипсы подходящего размера, дюбеля и саморезы. Прокладка труб проводится с небольшим наклоном в сторону течения воды.
Чтобы исключить застой теплоносителя и уменьшить гидравлическое сопротивление в системе, желательно избегать изгибов и разветвлений. Монтаж трубопроводов можно сделать двумя способами: верхним и нижним.
Верхняя
Такая схема разводки предполагает установку подающего трубопровода вверху – на чердаке или под потолком. К радиаторам теплоноситель подается по вертикальным стоякам, а возвращается к теплогенератору по трубам, проложенным в подвале или по полу.
Схема верхней разводки отопления
Нижняя
В этом случае подача и возврат теплоносителя осуществляется по параллельным трубопроводам, проведенным по полу или под потолком подвала. По нижней схеме горячая вода подается независимо в каждый нагревательный прибор.
Пример верхней и нежней разводки отопления
Некоторые нюансы
Из изложенного выше становится понятно, что установка отопительных труб из полипропилена требует предварительной разметки, приобретения материала и наличия определенного инструмента.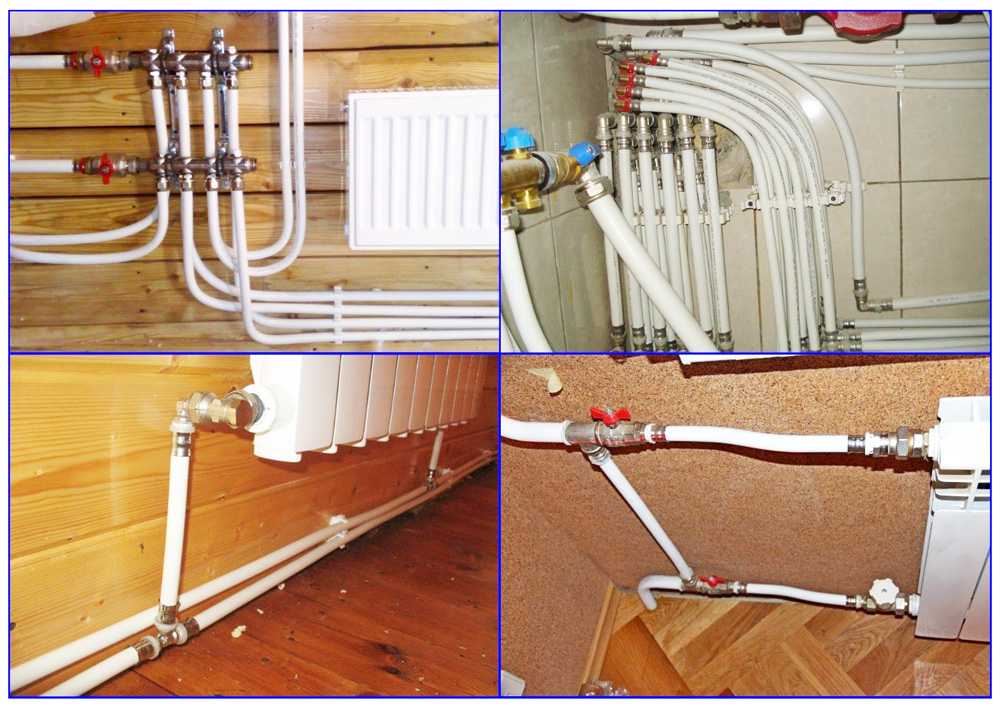
Температура теплоносителя и давление
Планируя монтаж полипропиленовых труб, особое внимание следует уделять температуре теплоносителя. Именно этот показатель вызывает больше всего вопросов, недоразумений. Многие производители заявляют, что допустимая температура 95 °C, тогда срок эксплуатации не меньше 50 лет, но еще необходимо учитывать давление в системе.
Давление влияет на срок службы
Небольшое давление положительно влияет на срок службы даже при высоких температурах. Допускается обратное соотношение, когда давление большое, а температура минимальна. Но сочетание больших показателей температуры с давлением сокращает сроки эксплуатации, для определения необходимых показателей существует специальная таблица.
Линейное расширение
Выполняя монтаж отопления из полипропиленовых труб, необходимо обязательно учитывать их способность расширяться под воздействием высоких температур.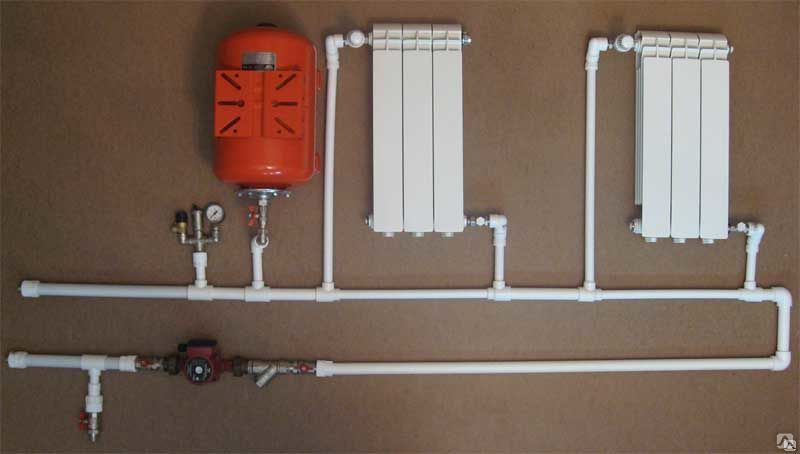
Как результат — большая часть повреждений трубопроводов приходится не на нарушение эксплуатационных требований. В основном это связано с неграмотной установкой трубопроводов, особенно участков большой протяженности.
Чтобы снизить риск повреждения необходимо сделать компенсаторы. Монтаж полипропиленовых труб длиной более метра делают с компенсационной нишей, предварительно защитив их теплоизоляционным материалом. Размещать трубопроводы в узких штробах не рекомендуется
Схема отопления из полипропиленовых труб: разводка и установка
С точки зрения климатического комфорта в помещении идеальным вариантом является автономное отопление. Существует несколько принципиальных схем отопления, из которых необходимо выбрать систему, оптимально соответствующую конкретным условиям. Правильно подобранная схема отопления из полипропиленовых труб, грамотно проведенный монтаж и качественные материалы от проверенных производителей являются гарантией обеспечения постоянной комфортной температуры в помещении.
Содержание
- Виды разводки отопительной системы: верхняя и нижняя
- Однотрубная и двухтрубная отопительная система
- Вертикальный и горизонтальный тип разводки
- Периметральная отопительная схема
- Коллекторно-лучевая система отопления
Принцип верхней разводки отопительной системы состоит в расположении подающего трубопровода под потолком или на чердаке. От трубы подачи вниз идут стояки, к которым подсоединяются трубы, подключаемые к отопительным приборам. Трубопровод для возврата теплоносителя к котлу прокладывается по полу или в подвальном помещении.
Система отопления из полипропиленовых труб применяется для отопительных контуров с естественной циркуляцией теплоносителя или при конструктивной невозможности выполнить скрытую прокладку трубопровода в полу или подвальном помещении.
Схема отопления из труб полипропиленовых с верхней разводкой является единственным вариантом организации системы обогрева без применения циркуляционного насоса. В прочих отопительных схемах наличие циркуляционного насоса является обязательным. При организации отопительного контура с верхней разводкой в чердачном помещении должен устанавливаться расширительный бак для предохранения системы от скачков давления и воздухоотводчик.
В прочих отопительных схемах наличие циркуляционного насоса является обязательным. При организации отопительного контура с верхней разводкой в чердачном помещении должен устанавливаться расширительный бак для предохранения системы от скачков давления и воздухоотводчик.
При нижней разводке прямой и обратный трубопроводы прокладываются параллельно друг другу по полу цокольного или первого этажа или под потолком подвального помещения. Данная разводка полипропиленовых армированных труб для отопления подразумевает независимую подачу горячего теплоносителя в каждый стояк.
Однотрубная и двухтрубная отопительная система
По числу магистральных трубопроводов выделяют однотрубную и двухтрубную системы. При однотрубной системе труба поочерёдно подключается к каждому из отопительных приборов. Продвигаясь по отопительному контуру от радиатора к радиатору, теплоноситель постепенно понижает свою температуру. Такая схема отопления из полипропиленовых труб применима для небольших жилых домов.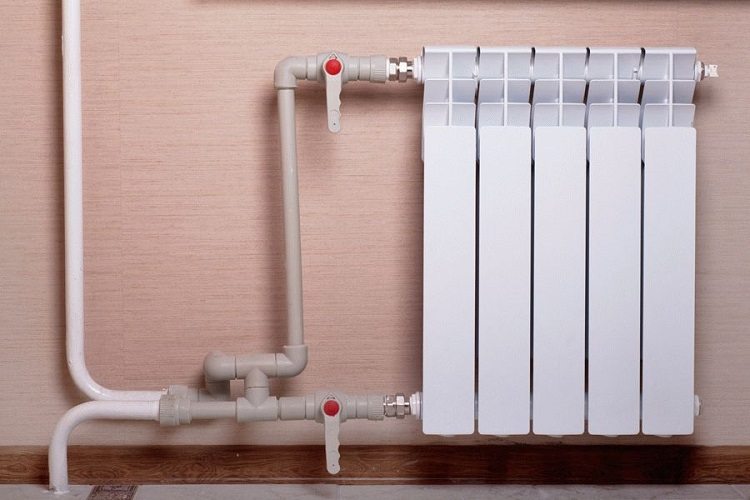 Первыми подключают жилые комнаты, а затем уже помещения хозяйственного назначения.
Первыми подключают жилые комнаты, а затем уже помещения хозяйственного назначения.
В двухтрубной системе потоки горячего и отработанного теплоносителя разделены, и для их передачи предназначены два магистральных трубопровода – прямой и обратный. Такой вариант организации отопления предусматривает доставку к каждому радиатору теплоносителя с одинаковой температурой
.Дополнительное преимущество, которое обеспечивает данная схема – отопление из полипропиленовых труб в случае аварии можно оставлять работоспособным, отключая при необходимости только один стояк или один отопительный прибор.
Вертикальный и горизонтальный тип разводки
Вертикальная разводка применяется в основном для строений, имеющих более одного этажа. В такой системе теплоноситель по стоякам доставляется от этажа к этажу. Такая отопительная схема даёт возможность ремонта или полной замены одного стояка без отключения остальных.
Горизонтальная разводка подразумевает наличие одного главного стояка и поэтажные горизонтальные ответвления в однотрубном или двухтрубном вариантах. Такая отопительная схема часто применяется в новых многоквартирных домостроениях. Для каждой квартиры предназначается своя собственная разводка.
Такая отопительная схема часто применяется в новых многоквартирных домостроениях. Для каждой квартиры предназначается своя собственная разводка.
Различают два вида такой разводки: периметральную и лучевую.
Периметральная отопительная схема
Отопительным системам, организованным по периметральной схеме, характерно последовательное движение теплоносителя по всем радиаторам, расположенным по периметру этажа или отдельно взятой квартиры. Подключаются такие системы к центральному отопительному стояку.
Недостатки этой схемы:
- необходимость отключения всего периметра при ремонте или замене одного радиатора;
- сложность слива теплоносителя из отдельно взятого периметра отопления, поскольку разводка располагается на едином горизонтальном уровне.
Эта система может выполняться как в однотрубном, так и двухтрубном исполнениях. Достоинством периметральной отопительной системы является возможность скрыто прокладывать в полу все магистрали.
Коллекторно-лучевая система отопления
Лучевой разводке, как и периметральной, характерно подключение к центральному отопительному стояку. Только в данном случае трубы прокладываются не по периметру отдельного этажа или квартиры, а лучами в каждую комнату или к каждому отопительному прибору. В единую систему все трубопроводы собираются в гребёнке (коллекторе), расположенной вблизи стояка.
Достоинством этой схемы является возможность отключения только одной отопительной ветви с сохранением работоспособности прочих. Недостаток, присущий периметральной системе, характерен и для коллекторной схемы. Это – трудность слива теплоносителя из одного отопительного контура.
Коллекторно-лучевая отопительная схема, чаще всего, применяется для многоквартирных домов. Трубы в данном случае прокладываются под бетонной стяжкой. С одной стороны, это улучшает внешний вид помещений, но, с другой стороны, затрудняет проведение ремонтных работ. При выборе оптимальной отопительной схемы необходимо учитывать множество факторов: климатические условия региона, этажность домостроения, нагрузку на каждый отопительный прибор, возможность отключения отдельных частей дома в случае аварии или необходимости замены участков отопительной системы.
Трубы в данном случае прокладываются под бетонной стяжкой. С одной стороны, это улучшает внешний вид помещений, но, с другой стороны, затрудняет проведение ремонтных работ. При выборе оптимальной отопительной схемы необходимо учитывать множество факторов: климатические условия региона, этажность домостроения, нагрузку на каждый отопительный прибор, возможность отключения отдельных частей дома в случае аварии или необходимости замены участков отопительной системы.
PP-R Трубы и фитинги для водопровода
БОЛЬНИЦА САНТА-МАРИЯ В ЛИССАБОНЕ (ПОРТУГАЛИЯ)
ФАРМАЦЕВТИЧЕСКИЙ ЗАВОД В БРЕССО (ИТАЛИЯ)
TORRE UNIPOL SAI В МИЛАНЕ (ИТАЛИЯ)
КОМПЛЕКС ED.G.E (здания для руководителей Garibaldi) В МИЛАНЕ (ИТАЛИЯ)
ПИВОВАРЕННЫЙ ЗАВОД AEROFAB В СОТРОНЕ (ФРАНЦИЯ)
СЕВЕРНАЯ ЕВРОПА
ВЫСОКОСПЕЦИАЛИЗИРОВАННЫЙ ТЕХНИЧЕСКИЙ ИНСТИТУТ ИТСЕ (ПЕРУ)
ЗДАНИЕ QUATUOR В БРЮССЕЛЕ (БЕЛЬГИЯ)
МИКРОПИВОВАРЕНЬ В ЛА ФЕРЬЕР (ФРАНЦИЯ)
ОБЩЕСТВЕННОЕ ЗДАНИЕ В HOSPITALET DE LLOBREGAT (ИСПАНИЯ)
ОТЕЛЬ PISCIS В ПАЛЬМА-ДЕ-МАЙОРКА (ИСПАНИЯ)
ЗАВОД БИОТАЛИЗА В СИНТ-ДЕНИЖ-ВЕСТРЕМ (БЕЛЬГИЯ)
ОТЕЛЬ НА ИБИЦЕ (ИСПАНИЯ)
МИКРОПИВОВАРЕННЫЙ ЗАВОД В КРУА-ДЕ-ЛА-РОШЕТ (ФРАНЦИЯ)
ИСТОРИЧЕСКОЕ ПОЧТОВОЕ ОТДЕЛЕНИЕ В ЛЬЕЖЕ (БЕЛЬГИЯ)
ЗАВОД ДИАКОНТ В АРеццо (ИТАЛИЯ)
АГРОПРОДОВОЛЬСТВЕННАЯ КОМПАНИЯ В ШАТОБРИАНЕ (ФРАНЦИЯ)
ПИВОВАРЕННЫЙ ЗАВОД В ХУГААРДЕНЕ (БЕЛЬГИЯ)
ВЕРТИКАЛЬНЫЙ ЛЕС В МИЛАНЕ (ИТАЛИЯ)
ПИВОВАРЕННЫЙ ЗАВОД В НАНТЕ (ФРАНЦИЯ)
ГЕНТСКАЯ УНИВЕРСИТЕТСКАЯ БОЛЬНИЦА В ГЕНТЕ (БЕЛЬГИЯ)
ПРОМЫШЛЕННЫЙ ЗАВОД В АРеццо (ИТАЛИЯ)
УНИВЕРСИТЕТСКАЯ БОЛЬНИЦА БРЮГМАННА В БРЮССЕЛЕ (БЕЛЬГИЯ)
РАСПРЕДЕЛЕНИЕ ВОДНОГО ГЛИКОЛЯ (ФРАНЦИЯ)
ЦЕНТРАЛЬНАЯ АМЕРИКА
БОЛЬНИЦА ЖЮЛЯ БОРДЕ В БРЮССЕЛЕ (БЕЛЬГИЯ)
СТУДЕНЧЕСКОЕ ОБЩЕЖИТИЕ ПОРТУ (ПОРТУГАЛИЯ)
ТОРГОВЫЙ ЦЕНТР ПУРУЧУКО (ПЕРУ)
СТАНЦИЯ ПОДГОТОВКИ ВОДЫ ОБРАТНОГО ОСМОСА (ИТАЛИЯ)
БОЛЬНИЦА ЖЮЛЯ БОРДЕ БРЮССЕЛЬ (БЕЛЬГИЯ)
ТОРГОВЫЙ ЦЕНТР FINESTRELLES БАРСЕЛОНА (ИСПАНИЯ)
ЖИЛЬЕ ДЛЯ ПОЖИЛЫХ В АНДЕНЕ (БЕЛЬГИЯ)
ЗАВОД L’OEUF D’OR В АНДЕНЕ (БЕЛЬГИЯ)
ЗАВОД ПРОДУКТОВ TOLY (МАЛЬТА)
AZ БОЛЬНИЦА СИНТ-ЛУКАС БРЮГЕС (БЕЛЬГИЯ)
ЖЕЛЕЗНОДОРОЖНЫЙ ВОКЗАЛ НАМЮР (БЕЛЬГИЯ)
КВАРТИРЫ БРЮССЕЛЬ (БЕЛЬГИЯ)
КАТАЛАНСКИЙ ИНСТИТУТ ОНКОЛОГИИ БАРСЕЛОНА (ИСПАНИЯ)
ЗАВОД IBERDROLA В БИЛЬБАО (ИСПАНИЯ)
КОММЕРЧЕСКОЕ ЗДАНИЕ В АЛИКАНТЕ (ИСПАНИЯ)
ДОМ ДЛЯ ПОЖИЛЫХ В ВАВРЕ (БЕЛЬГИЯ)
Порта Нуова ФИНАНСОВЫЙ РАЙОН МИЛАН (ИТАЛИЯ)
ОТЕЛЬ ПЛАЙЯ ДЕ ПАЛЬМА МАЙОРКА (ИСПАНИЯ)
УНИВЕРСИТЕТСКАЯ БОЛЬНИЦА БРЮГМАННА БРЮССЕЛЬ (БЕЛЬГИЯ)
ЛОГИСТИЧЕСКАЯ ПЛАТФОРМА LIDL АЛЬКАЛА-ДЕ-ЭНАРЕС (ИСПАНИЯ)
ТОРГОВЫЙ ЦЕНТР В ПАНАМА-СИТИ (ПАНАМА)
ОТЕЛЬ AYRE ATOCHA МАДРИД (ИСПАНИЯ)
СТАНЦИЯ ТЕХОБСЛУЖИВАНИЯ В БРЮССЕЛЕ (БЕЛЬГИЯ)
КРЕЙН ВАЛЮТНЫЙ ПРОМЫШЛЕННЫЙ ЗАВОД (МАЛЬТА)
ЛОГИСТИЧЕСКИЙ ЦЕНТР STRADIVARIUS БАРСЕЛОНА (ИСПАНИЯ)
ОТЕЛЬ IBEROSTAR PASEO DE GRACIA БАРСЕЛОНА (ИСПАНИЯ)
UZ LEUVEN HOSPITAL BRUSSELS (БЕЛЬГИЯ)
ПРОМЫШЛЕННЫЙ ЗАВОД БРЮССЕЛЬ (БЕЛЬГИЯ)
ЖИЛЫЕ ЗДАНИЯ CASABLANCA MARINA (МАРОККО)
ОТЕЛЬ PULLMAN БРЮССЕЛЬ (БЕЛЬГИЯ)
АЭРОПОРТ ТОКУМЕН (ПАНАМА)
ОТЕЛЬ FRONT MARITIM БАРСЕЛОНА (ИСПАНИЯ)
УНИВЕРСИТЕТ ВАЛЬЯДОЛИД (ИСПАНИЯ)
ЗДАНИЕ ПАРЛАМЕНТА (МАЛЬТА)
ЖИЛОЙ ДОМ ВЕЛЛИНГТОН В БАРСЕЛОНЕ (ИСПАНИЯ)
ВИННЫЙ ПОГРЕБ ФРЕЙШЕНЕТ В БАРСЕЛОНЕ (ИСПАНИЯ)
ЕВРОПЕЙСКАЯ ШКОЛА БРЮССЕЛЬ (БЕЛЬГИЯ)
Aquatherm описывает шаги к успеху при стыковой сварке полипропиленовых труб
Интеллектуальные решения — зима 2021 г. , выпуск
, выпуск
Подготовка сварочной машины поможет обеспечить эффективную стыковую сварку полипропиленовых труб, что позволит создать герметичные соединения.
Правильно выполненная стыковая сварка полипропиленовых труб – чудо современного мира: два отрезка трубы (или труба и фитинг) становятся единым целым. Соединение так же прочно, если не прочнее, чем сама труба. Пути утечки отсутствуют, и при правильном выполнении сварное соединение будет оставаться герметичным в течение всего срока службы, составляющего более 50 лет.
Конечно, главное здесь «правильно выполнено». Хорошая техника и внимание к деталям обеспечат успешную сварку, способствуя установке без утечек.
По словам Лэнса МакНевина, технического директора отдела строительства и строительства Института пластиковых труб, процедура стыковой сварки в основном состоит из нагрева квадратных концов двух труб (или трубы и фитинга), прижимая их к нагретой пластине. , удаляя тепло при достижении надлежащей температуры, соединяя концы вместе с определенной силой и позволяя соединению остыть, сохраняя при этом усилие.
, удаляя тепло при достижении надлежащей температуры, соединяя концы вместе с определенной силой и позволяя соединению остыть, сохраняя при этом усилие.
Существует семь основных этапов выполнения стыкового соединения с использованием полипропиленовой трубы Aquatherm. Описанные здесь шаги являются основой для создания как отличных трубопроводных систем, так и довольных клиентов.
Этап 1: Подготовка
Надлежащая подготовка и организация помогут плавке пройти гладко.
- Сначала осмотрите саму трубу. Не используйте трубу, которая повреждена или выдолблена глубже, чем на 10 процентов от толщины стенки трубы снаружи или на 5 процентов внутри.
- Затем настройте и проверьте термоядерный аппарат, который вы будете использовать. Следуйте всем инструкциям производителя машины и выполняйте любое техническое обслуживание по мере необходимости.
- Осмотрите устройство для торцовки и убедитесь, что лезвия острые, затянутые и неповрежденные.
- Осмотрите и включите утюг. Убедитесь, что утюг чистый и установлен на температуру 410° F ± 18° F (210° C ± 10° C). Перед каждой сваркой убедитесь, что утюг имеет правильную температуру.
 Убедитесь, что утюг чистый и установлен на температуру 410° F ± 18° F (210° C ± 10° C). Перед каждой сваркой убедитесь, что утюг имеет правильную температуру.
Убедитесь, что утюг чистый и установлен на температуру 410° F ± 18° F (210° C ± 10° C). Перед каждой сваркой убедитесь, что утюг имеет правильную температуру.Шаг 2: Очистка
Чистые поверхности очень важны. Свариваемые концы труб должны быть чистыми и сухими, чтобы обеспечить хороший сплав. Очистите концы труб, облицовку и сварочный аппарат, чтобы удалить пыль, грязь и другие загрязнения. Протрите концы труб, облицовку и утюг чистой, сухой, безворсовой несинтетической тканью, смоченной изопропиловым спиртом, 91-процентная концентрация или выше.
Шаг 3: Зажмите и выровняйте
Этот шаг имеет решающее значение, так как зажимы будут удерживать трубу во время ее сварки, а точное выравнивание обеспечит равномерный сварной шов. Не забывайте следить за своими пальцами, когда каретка сварочного аппарата находится в движении.
- Установите трубу и фитинги в хомуты. Настройте конфигурацию по мере необходимости. Не забудьте оставить достаточно места для лицевой стороны (см. шаг 4). Затяните хомуты и соедините концы труб.
- Проверьте выравнивание труб, проведя пальцем или концом ручки по зазору. Если одна сторона выше другой, затяните верхнюю сторону.
 шаг 4). Затяните хомуты и соедините концы труб.
шаг 4). Затяните хомуты и соедините концы труб.Шаг 4. Стык к трубе
Концы трубы или фитингов должны быть обращены друг к другу для получения чистых параллельных сопрягаемых поверхностей. Правильная облицовка создает гладкие и ровные поверхности для сплавления. Этот шаг выполняется с помощью устройства с вращающейся режущей головкой.
- На шаге 3 вы соединили концы труб, чтобы проверить их выравнивание. Теперь разделите трубы, удерживая их запертыми в каретке термоядерного аппарата. Откройте комплект каретки и зафиксируйте торцовочный инструмент. Запустите торцовочный инструмент и дайте ему разогнаться до полной скорости — не запускайте торцеватель, если он защемлен между концами трубы.
- Закройте трубы на облицовочном устройстве и увеличивайте давление до тех пор, пока облицовочное устройство не начнет срезать ленты полипропилена. Правильная облицовка будет производить полосы полной ширины на 360 градусов с обеих сторон облицовки. Когда вы увидите два полных оборота ленты с обеих сторон облицовочной машины, откройте каретку, чтобы отделить трубы от облицовочной машины, затем выключите и снимите облицовочную машину. (Не выключайте торцеватель, пока каретка закрыта, это может оставить зазубрины на поверхности трубы.)
 Правильная облицовка будет производить полосы полной ширины на 360 градусов с обеих сторон облицовки. Когда вы увидите два полных оборота ленты с обеих сторон облицовочной машины, откройте каретку, чтобы отделить трубы от облицовочной машины, затем выключите и снимите облицовочную машину. (Не выключайте торцеватель, пока каретка закрыта, это может оставить зазубрины на поверхности трубы.)
Правильная облицовка будет производить полосы полной ширины на 360 градусов с обеих сторон облицовки. Когда вы увидите два полных оборота ленты с обеих сторон облицовочной машины, откройте каретку, чтобы отделить трубы от облицовочной машины, затем выключите и снимите облицовочную машину. (Не выключайте торцеватель, пока каретка закрыта, это может оставить зазубрины на поверхности трубы.)Этап 5: Регулировка и завальцовка
- Закройте каретку и проверьте наличие зазоров; переделывать или выравнивать по мере необходимости. Снова откройте каретку и протрите поверхности труб 91-процентным изопропиловым спиртом.
- Проверьте информацию производителя сварочного аппарата и установите уровни давления сопротивления и полного давления сварки (управление зависит от производителя). Устройство для измерения температуры или пирометр можно использовать для проверки правильной температуры поверхности нагревательного инструмента.
- Откройте каретку и вставьте нагревательный элемент. Закройте трубы на нагревательный элемент под полным давлением плавления, чтобы начать формирование регулировочного шва. Высота валика будет варьироваться от 1 мм до 2,5 мм в зависимости от размера и стандартного соотношения размеров (SDR) трубы.
- Внимательно следите за бортом во время фазы регулировки и уменьшите давление, как только борт достигнет необходимой высоты. Высота валика важна во время сварки, так как слишком маленький валик может привести к неправильному соединению, тогда как слишком большой валик может создать ограничение потока, а также может указывать на проблему с давлением сварки.
 Закройте трубы на нагревательный элемент под полным давлением плавления, чтобы начать формирование регулировочного шва. Высота валика будет варьироваться от 1 мм до 2,5 мм в зависимости от размера и стандартного соотношения размеров (SDR) трубы.
Закройте трубы на нагревательный элемент под полным давлением плавления, чтобы начать формирование регулировочного шва. Высота валика будет варьироваться от 1 мм до 2,5 мм в зависимости от размера и стандартного соотношения размеров (SDR) трубы.Шаг 6: Нагрев
- После того, как регулировочный буртик будет завершен, опустите систему, чтобы снизить давление. Если необходимо сохранить контакт, добавьте до 10 процентов давления машины. Фаза нагрева требует как можно меньшего давления. Некоторые машины фиксируются на месте, требуя только давления сопротивления. Другим требуется небольшое положительное давление, чтобы удерживать их на месте, но не более чем сопротивление плюс 10 процентов давления машины. Чрезмерное давление во время фазы нагрева может создать чрезмерный валик и небольшое сужение в трубе.
- Используйте таймер для контроля надлежащего времени нагрева в зависимости от размера и SDR свариваемых труб. Зажимы
 Чрезмерное давление во время фазы нагрева может создать чрезмерный валик и небольшое сужение в трубе.
Чрезмерное давление во время фазы нагрева может создать чрезмерный валик и небольшое сужение в трубе.Шаг 7. Предохранитель и охлаждение
- Откройте каретку и снимите утюг. Немедленно соедините трубы и убедитесь, что машина достигает полного давления сварки в течение времени нарастания давления. Если применяется чрезмерная сила, расплавленный материал может вытолкнуться из соединения, что приведет к контакту с холодным материалом, известному как «холодное» соединение. Если приложить слишком малое усилие, может произойти недостаточная сварка соединения.
- Дайте соединению остыть в течение времени, указанного для размера и SDR свариваемых труб. Осмотрите бусину. Последняя бусина должна выглядеть как цельный кусок; плохое слияние будет иметь расколотую бусину с двух разных сторон.