

Заужение диаметра трубы отопления последствия
Перед тем как устанавливать отопление в доме, сперва следует правильно произвести расчет диаметра труб Расчет будет рассматриваться на системах с принудительной вентиляцией. В таковых системах движение теплоносителя обеспечивает постоянно работающий циркуляционный насос. Когда выбирается диаметр труб, учитывается, что главная их задача – обеспечение доставки нужного количества тепла к приборам обогрева.
Данные: как рассчитать диаметр трубы для отопления
Для расчета диаметра трубопровода понадобятся такие данные: это и общие теплопотери жилища, и протяженность трубопровода, и расчет мощности радиаторов каждой комнаты, а также способ разводки. Развода может быть однотрубной, двухтрубной, иметь принудительную или естественную вентиляцию.
Также обратите внимание на маркировку у медных и полипропиленовых труб наружного диаметра. Внутренний же можно вычислить, отняв толщину стенки. У металлопластиковых и стальных труб внутренний размер проставляется при маркировке.
К сожалению, рассчитать точно сечение труб невозможно. Так или иначе, а придется выбирать вам из пары вариантов. Этот момент стоит пояснить: к радиаторам нужно доставить определенное количество тепла, добившись при этом равномерного нагрева батарей. Если речь идет о системах с принудительной вентиляцией, то делается это при помощи труб, насоса и самого теплоносителя. Все, что нужно – это прогнать за некий временной промежуток нужное количество теплоносителя.
Получается, что можно выбрать трубы меньшего диаметра, и теплоноситель подавать с большей скоростью. Можно сделать также выбор в пользу труб большего сечения, но интенсивность подачи теплоносителя уменьшить. Предпочтителен первый вариант.
Выбор скорости воды в системе отопления
Большая скорость воды и трубы меньшего диаметра – это наиболее частый выбор. Если увеличить диаметр трубы, то уменьшится скорость движения. Но последний вариант не так част, уменьшение движения не очень выгодно.
При выборе труб также следует учитывать и возможную скорость воды в системе отопления
Почему высокая скорость и меньший диаметр трубы выгоднее:
- Изделия меньшего диаметра стоят меньше;
- Работать с трубами меньшего диаметра в домашних условиях проще;
- Если прокладка открытая, они не так сильно привлекают внимание, а если укладка идет в стены или пол, то потребуются штробы меньшие по размеру;
- Небольшой диаметр обеспечивает меньшее количество теплоносителя в трубе, а это, в свою очередь, снижает инерционность системы, что экономит топливо.


Разработаны специальные таблицы, по которых определяется размер труб для дома. Такая таблица учитывает требуемое количество тепла, а также скорость движения теплоносителя, а также температурные показатели работы системы. Получается, чтобы осуществить подбор труб нужного сечения, находится необходимая таблица, и по ней подбирается диаметр. Сегодня может найтись и подходящая онлайн-программа, которая заменяет таблицу.
Схема разводки отопительной системы и диаметр труб для отопления
Схема разводки отопления всегда учитывается. Она может быть двухтрубной вертикальной, двухтрубной горизонтальной и однотрубной. Двухтрубная система предполагает как верхнее, так и нижнее размещение магистралей. А вот однотрубная система учитывает экономное использование длины магистралей, таковая подходит для отопления с естественной циркуляцией. Тогда двухтрубная потребуют обязательного включения насоса в схему.
Горизонтальная разводка бывает трех типов:
- Тупиковая;
- Лучевая или коллекторная;
- С параллельным движением воды.

К слову, в схеме однотрубной системы может быть и так называемая обходная труба. Она станет дополнительной магистралью для циркуляции жидкости, если отключился один или несколько радиаторов. Обычно на всякий радиатор устанавливаются запорные краны, которые позволяют перекрыть водную подачу в случае необходимости.
Какие могут быть последствия: заужение диаметра трубы отопления
Заужение диаметра трубы крайне нежелательно. Когда происходит разводка по дому, рекомендовано использовать одинаковый типоразмер – увеличить или уменьшить его не стоит. Возможным исключением будет только большая длина циркуляционного контура. Но и в этом случае нужно быть внимательным.
Многие специалисты не рекомендуют заужать диаметр труб, поскольку это может пагубно отразиться на всей системе отопления
Но почему же при замене стальной трубы на пластиковую заужается размер? Здесь все просто: при одинаковом внутреннем диаметре наружный же диаметр самих пластиковых труб больше.
Но в этой же ситуации получается, что жильцы, которые произвели такую замену труб, на автоматике «украли» у своих соседей по данному стояку примерно 40% тепла и воды, проходящие по трубам. Потому стоит понимать, что толщина труб, самовольно заменяемая в тепловой системе – не вопрос частного решения, делать этого нельзя. Если стальные трубы меняются на пластиковые, расширять отверстия в перекрытиях, как ни крути, а придется.
Есть и такой вариант в данной ситуации. Можно при замене стояков в старые отверстия пропустить новые отрезочки стальных труб того же диаметра, длина их будет 50-60 см (это зависит от такого параметра, как толщина перекрытия). А потом они соединяются муфтами с пластиковыми трубами. Этот вариант вполне приемлем.
Расчет диаметра трубы для отопления: как рассчитать, скорость воды в системе, последствия заужения, теплоноситель
Расчет диаметра трубы для отопления предваряет расчет общих потерь тепла, мощности котла и мощности радиаторов для каждого помещения. Также выбирается способ разводки, составляется схема и расчеты.
Также выбирается способ разводки, составляется схема и расчеты.
Источник: teploclass.ru
[content-egg module=GdeSlon template=compare]
«Какие проблемы могут возникнуть, если диаметр труб в системе отопления будет меньше, чем надо?» — Яндекс Кью
РемонтОтопление+2
Анонимный вопрос
·
62,9 K
ОтветитьУточнитьПредпринимательство
325
Более 15 лет работы в области проектирования и монтажа систем водоснабжения, канализации… · 21 нояб 2018 · thermoconsult.ru
Шум в трубах, износ труб, недостаточный прогрев системы, частые вкл/откл горелки котла, неравномерность прогрева системы, перегрев и уменьшение срока службы насоса.
Ремонтник.ру
22 ноября 2018
Не все перечисленные проблемы могут быть связаны с меньшим диаметром труб, чем это требуется. Шум в трубопроводах… Читать дальше
Шум в трубопроводах… Читать дальше
Комментировать ответ…Комментировать…
Бош Термотехника
137
«Бош Термотехника» — мировой поставщик энергоэффективных и экологичных решений в области… · 26 апр 2021 · bosch-climate.ru
Отвечает
Филипп Аксенов
Добрый день! Проблема главная и основная – радиаторы будут меньше греть или не греть совсем. Если есть участок с меньшим гидравлическим сопротивлением, то теплоноситель будет стремиться туда, обходя стороной частично или полностью зауженный участок. Чтобы радиатор выдавал свои паспортные значения по теплу в него должно поступать определенное количество теплоносителя… Читать далее
Комментировать ответ…Комментировать…
Михаил Кузьмин
40
Инженер. Разработчик BIM Revit (с). Теплотехника. Химия. История. Социология. Собаководств… · 14 авг 2020
Разработчик BIM Revit (с). Теплотехника. Химия. История. Социология. Собаководств… · 14 авг 2020
Да тут целый букет проблем. Дальние, от источника, отопительные приборы работать не будут, или будут работать плохо, т.к. гидравлические сопротивления, до них, будут больше чем напорные возможности насоса, и он (насос) не сможет обеспечить прохождение, через наиболее удаленные приборы, расчетного количества теплоносителя. Увеличивая мощность насоса, для того чтоб… Читать далее
Комментировать ответ…Комментировать…
Электросити
22
Комплексный монтаж и модернизация инженерных систем в частных домах, квартирах и офисах. Д… · 11 мая 2021 · trubostoyka.net
Отвечает
Алексей Белоусов
Лучше такого не допускать, поэтому при выборе труб доверяйте советам специалистов с большим стажем и необходимыми навыками.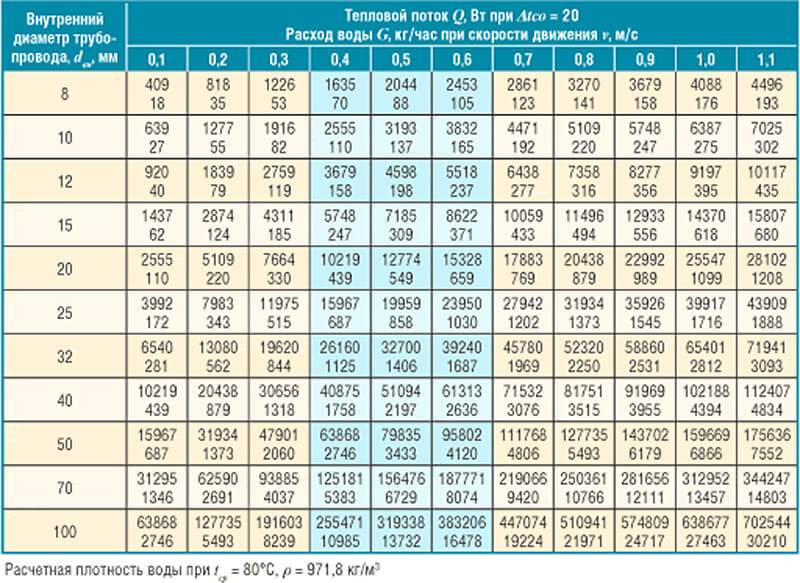
Комментировать ответ…Комментировать…
Первый
ЧеховТехник
8
Монтаж отопления в Чехове · 19 окт 2020 · ch-tehnik.ru
Отвечает
Олег Андреев ch_tehnik
Тут есть два пункта на который надо обратить внимание.
1. С повышением расхода через трубу, увеличивается сопротивление этому расходу. Причем зависимость эта нелинейная. И по достижению значения максимальной пропускной способности, сопротивление будет расти так, что какое бы вы усилие не приложили для увеличения расхода через трубу, увеличить сам расход у вас уже не.
Комментировать ответ…Комментировать…
Светлана Роза
538
работала в гос.уч., изучала историю, интересы разнообразные – от кулинарии, до… · 12 сент 2020
думаю, что нарушать установленное проектом нельзя, а трубы надо качественные. циркуляции теплоносителя не будет и не будет нормальный теплообмен воды.
Комментировать ответ…Комментировать…
Ремонтник.ру
9,2 K
Ремонтно-строительная фриланс-платформа №1 в России. 130 000 мастеров. Тендерная система… · 9 сент 2018 · remontnik.ru
В слишком тонких трубах теплоноситель фактически не двигается, котел часто перегревается, а радиаторы остаются холодными, ведь в них затекает недостаточно теплоносителя.
32,1 K
Александр Королик
16 июня 2020
Проблему можно исправить увеличением мощности насоса и соотвнетственно увеличением скорости теплоносителя в.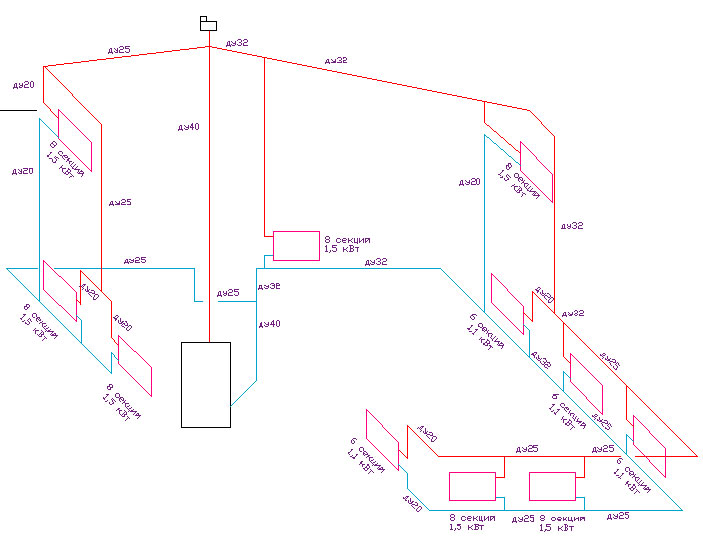 .. Читать дальше
.. Читать дальше
Комментировать ответ…Комментировать…
Вы знаете ответ на этот вопрос?
Поделитесь своим опытом и знаниями
Войти и ответить на вопрос
1 ответ скрыт(Почему?)
Калибровка и уменьшение диаметра стальных труб
Целью калибровки (уменьшения) диаметра стальной трубы является подгонка (уменьшение) сточной трубы большего диаметра до готовой стальной трубы меньшего диаметра и обеспечение наружный диаметр и толщина стенки трубы стальной бесшовной
Дефекты качества, возникающие при фиксировании (уменьшении) стальной трубы, в основном включают: геометрический размер стальной трубы вне допуска, фиксированный (уменьшенный) диаметр «синяя линия», «отпечаток гвоздя», рубцы, истирание, оспин, внутренний выпуклый, внутренний квадрат и т. д. .
Геометрический размер стальной трубы вне допуска: Геометрический размер стальной трубы выходит за пределы допуска, что в основном относится к диаметру, толщине стенки или овальности стальной трубы после того, как указанный (уменьшенный) диаметр не соответствует размеру и требования отклонения, указанные в соответствующих стандартах.
Наружный диаметр и овальность стальной трубы выходят за допустимые пределы: основными причинами являются: неправильная сборка валка и регулировка прохода станка фиксированного (уменьшенного) диаметра, необоснованное распределение деформации, плохая точность обработки или серьезный износ фиксированного ( уменьшенного) диаметра валков и сточных труб. Температура слишком высокая или слишком низкая, а осевая температура неравномерна. Это главным образом отражается на форме прохода и сборке валков, уменьшении диаметра сточной трубы и температуре нагрева сточной трубы.
Толщина стенки стальной трубы за пределами допуска: после определения (уменьшения) диаметра канализационной трубы толщина стенки стальной трубы выходит за рамки допуска, что в основном проявляется в неравномерной толщине стенки стальная труба и некруглое внутреннее отверстие, на которое в основном влияют точность толщины стенки и форма отверстия сливной трубы. И влияние таких факторов, как регулировка типа отверстия, натяжение при фиксированном (уменьшенном) диаметре, размер уменьшения диаметра канализационной трубы и температура нагрева канализационной трубы.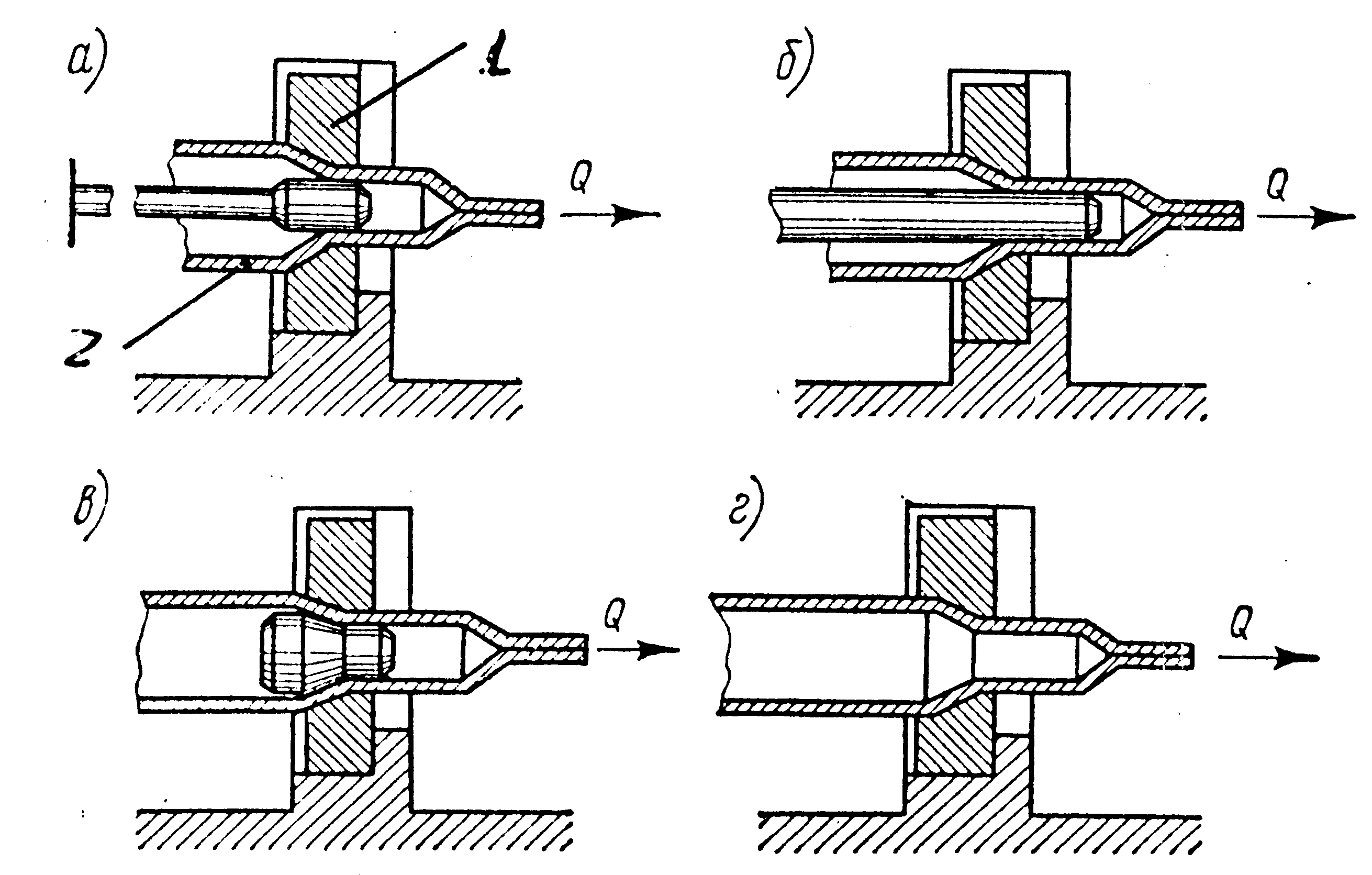
«Синяя линия» и «метка гвоздя» бесшовной трубы из углеродистой стали : «Зеленая линия» стальной трубы обусловлена взаимным смещением роликов в одной или нескольких стойках калибровочной (редукционной) машины, в результате чего форма отверстия не является «круглой», что приводит к тому, что край рулона формируется путем врезания поверхности стальной трубы на определенную глубину. «Зеленая линия» проходит по внешней поверхности всей стальной трубы в виде одной или нескольких полос.
“След от гвоздя” вызван разницей в линейной скорости между краем ролика и другими частями канавки, что приводит к тому, что край ролика прилипает к стали, а затем царапает поверхность стальная труба. Этот дефект распространяется вдоль тела трубы в продольном направлении, и его внешний вид представляет собой короткую дугу, похожую на форму «гвоздя», поэтому его называют «следом от гвоздя». Когда «зеленая линия» и «метка от гвоздя» являются серьезными, стальную трубу можно считать отходами.
Для устранения дефектов «синяя линия» и «отпечаток ногтя» на поверхности стальной трубы необходимо обеспечить твердость валка фиксированного (уменьшенного) диаметра и обеспечить его хорошее охлаждение. При проектировании калибра или регулировке калибра необходимо обеспечить соответствующий угол раскрытия боковой стенки калибра и величину зазора между роликами, чтобы предотвратить смещение калибра.
Кроме того, следует надлежащим образом контролировать величину обжатия одноклетевого прохода, чтобы избежать выдавливания металла в зазор валка из-за чрезмерного расширения отработанной трубы в проходе при прокатке низкотемпературного проката. сточная труба и избыточное давление прокатки. Повредите подшипники. Практика показала, что использование технологии уменьшения натяжения полезно для ограничения бокового расширения металла и очень положительно влияет на уменьшение дефектов «зеленой линии» и «отпечатка гвоздя» стальной трубы.
Задиры на стальных трубах: Задиры на стальных трубах распределены по поверхности тела трубы неравномерно.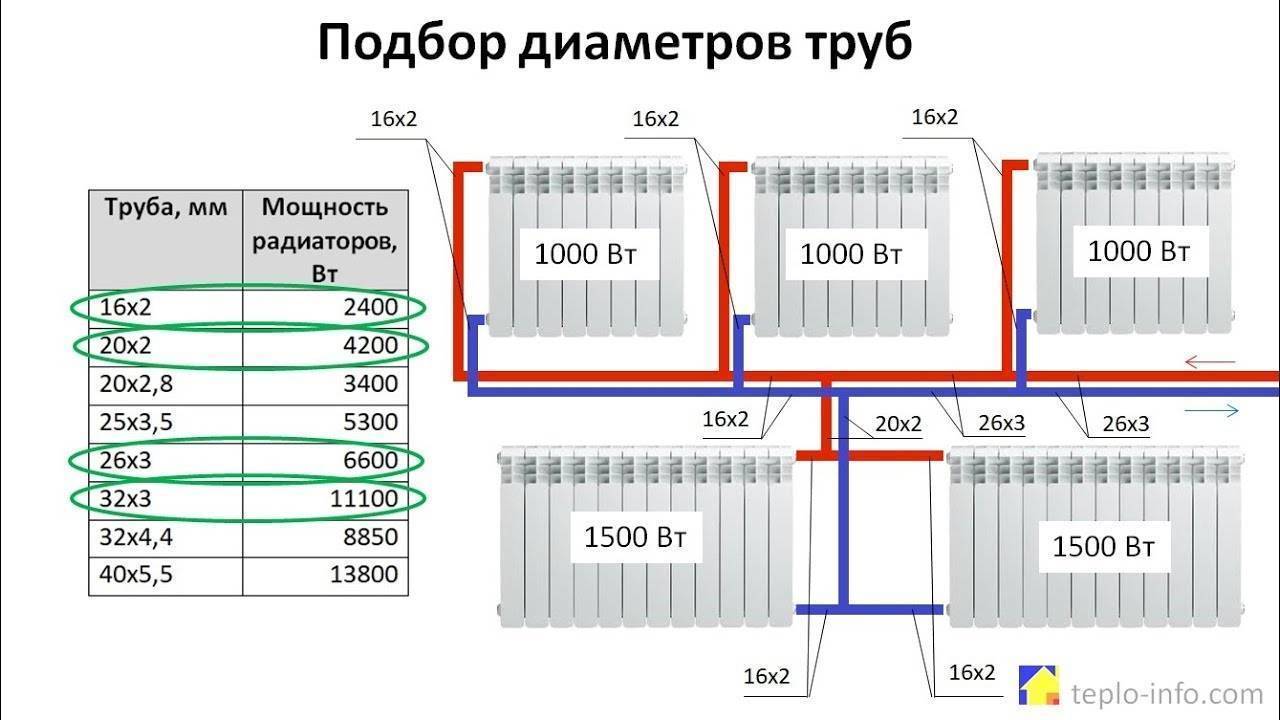 Рубцевание в основном вызвано налипанием стали на поверхность валка фиксированного (уменьшенного) диаметра. Это связано с такими факторами, как твердость и состояние охлаждения валка, глубина прохода и фиксированный (уменьшенный) диаметр сливной трубы. Такие меры, как улучшение материала валка, повышение твердости поверхности валка, обеспечение хороших условий охлаждения валка, уменьшение фиксированного (приведенного) диаметра сливной трубы и снижение относительной скорости скольжения между поверхностью валка и металлическая поверхность полезна для уменьшения вероятности прилипания рулона к стали. Как только обнаружено, что стальная труба имеет царапины, необходимо найти раму, на которой образуются царапины, в соответствии с формой и распределением дефектов, а также проверить, удалить или отремонтировать части валков, которые прилипают к стали. Ролики, которые невозможно снять или отремонтировать, следует своевременно заменять.
Рубцевание в основном вызвано налипанием стали на поверхность валка фиксированного (уменьшенного) диаметра. Это связано с такими факторами, как твердость и состояние охлаждения валка, глубина прохода и фиксированный (уменьшенный) диаметр сливной трубы. Такие меры, как улучшение материала валка, повышение твердости поверхности валка, обеспечение хороших условий охлаждения валка, уменьшение фиксированного (приведенного) диаметра сливной трубы и снижение относительной скорости скольжения между поверхностью валка и металлическая поверхность полезна для уменьшения вероятности прилипания рулона к стали. Как только обнаружено, что стальная труба имеет царапины, необходимо найти раму, на которой образуются царапины, в соответствии с формой и распределением дефектов, а также проверить, удалить или отремонтировать части валков, которые прилипают к стали. Ролики, которые невозможно снять или отремонтировать, следует своевременно заменять.
Царапины на стальных трубах: Царапины на стальных трубах в основном вызваны «ушами» между рамами фиксированного (уменьшенного) диаметра и поверхностями впускного направляющего цилиндра или выпускного направляющего цилиндра, прилипающими к стали, царапая и травмируя поверхность стальная труба в движении. . При обнаружении царапин на поверхности стальной трубы следует своевременно проверить направляющий цилиндр на наличие прилипшей стали или других насадок или удалить железные «ушки» между рамами фиксированного (уменьшенного) диаметра.
. При обнаружении царапин на поверхности стальной трубы следует своевременно проверить направляющий цилиндр на наличие прилипшей стали или других насадок или удалить железные «ушки» между рамами фиксированного (уменьшенного) диаметра.
Рябиновая поверхность стальной трубы: Рябая поверхность стальной трубы вызвана износом поверхности ролика и шероховатостью или слишком толстой окалиной оксида железа на поверхности пустой трубы из-за высокой температуры, но плохо удаляется. Перед определением (уменьшением) диаметра канализационной трубы следует использовать воду под высоким давлением для своевременного и эффективного удаления окалины оксида железа с внешней поверхности канализационной трубы, чтобы уменьшить появление дефектов на внешней поверхности. из стальной трубы.
Внутренняя выпуклость стальной трубы: внутренняя выпуклость стальной трубы означает, что при фиксированном (уменьшенном) диаметре канализационной трубы стенка стальной трубы изгибается внутрь (иногда смыкается) из-за чрезмерного закрепления (приведенный) диаметр одиночной рамы станка фиксированного (приведенного) диаметра. форма), образуя приподнятый линейный дефект на внутренней стенке стальной трубы. Этот дефект встречается не так уж часто. В основном это вызвано ошибками в сочетании валковых клетей калибровочной (редукционной) машины по диаметру, либо серьезными ошибками в форме прохода, либо механическим выходом из строя клети при калибровочной (редукционной) по диаметру тонкостенной стальной трубе. Увеличение коэффициента натяжения может увеличить критическое уменьшение диаметра. При тех же условиях уменьшения диаметра он может эффективно избежать внутреннего сопротивления стальной трубы. Уменьшение уменьшения диаметра может улучшить стабильность сточной трубы при деформации, а также может эффективно предотвратить деформацию стальной трубы. производят внутреннюю выпуклость. В производстве настройка валка должна производиться в строгом соответствии с прокатным столом, а проход валка должен быть тщательно отрегулирован во избежание возникновения внутренних выпуклых дефектов в стальной трубе.
форма), образуя приподнятый линейный дефект на внутренней стенке стальной трубы. Этот дефект встречается не так уж часто. В основном это вызвано ошибками в сочетании валковых клетей калибровочной (редукционной) машины по диаметру, либо серьезными ошибками в форме прохода, либо механическим выходом из строя клети при калибровочной (редукционной) по диаметру тонкостенной стальной трубе. Увеличение коэффициента натяжения может увеличить критическое уменьшение диаметра. При тех же условиях уменьшения диаметра он может эффективно избежать внутреннего сопротивления стальной трубы. Уменьшение уменьшения диаметра может улучшить стабильность сточной трубы при деформации, а также может эффективно предотвратить деформацию стальной трубы. производят внутреннюю выпуклость. В производстве настройка валка должна производиться в строгом соответствии с прокатным столом, а проход валка должен быть тщательно отрегулирован во избежание возникновения внутренних выпуклых дефектов в стальной трубе.
«Внутренняя сторона» стальной трубы: «Внутренняя сторона» стальной трубы означает, что после определения (уменьшения) диаметра канализационной трубы калибровочной (уменьшающей) машиной внутреннее отверстие ее поперечного сечения является «квадратным» ( двухвалковая калибровочно-редукционная машина).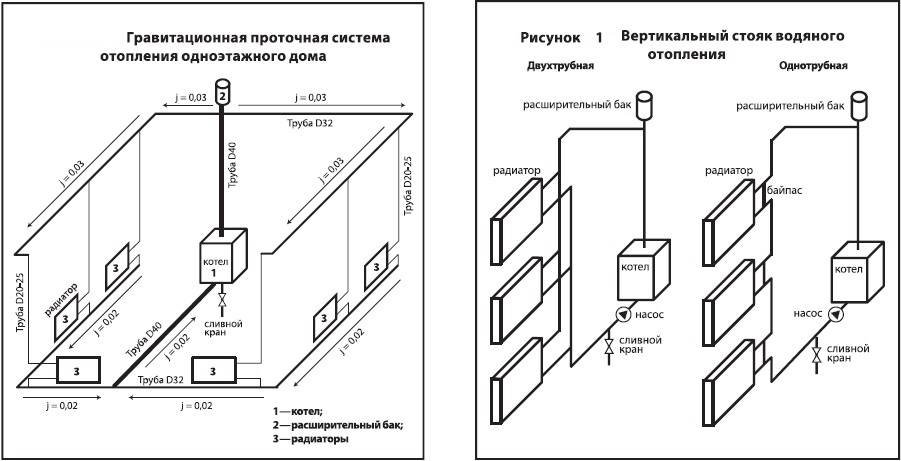 ) или «шестигранник» (трехвалковая калибровочно-редукционная машина). Появление «внутреннего квадрата» в стальной трубе будет влиять на точность толщины ее стенки и точность внутреннего диаметра. «Внутренний» дефект стальной трубы связан со значением D/S для сточной трубы, величиной уменьшения диаметра, величиной натяжения при фиксированном (уменьшенном) диаметре, формой прохода и прокаткой. скорость и температура прокатки. Когда значение D/S у отходов трубы меньше, натяжение меньше, уменьшение диаметра больше, а скорость прокатки и температура прокатки выше, стальная труба, скорее всего, будет иметь неравномерную толщину боковой стенки, и внутренний” дефект также будет более очевидным.
) или «шестигранник» (трехвалковая калибровочно-редукционная машина). Появление «внутреннего квадрата» в стальной трубе будет влиять на точность толщины ее стенки и точность внутреннего диаметра. «Внутренний» дефект стальной трубы связан со значением D/S для сточной трубы, величиной уменьшения диаметра, величиной натяжения при фиксированном (уменьшенном) диаметре, формой прохода и прокаткой. скорость и температура прокатки. Когда значение D/S у отходов трубы меньше, натяжение меньше, уменьшение диаметра больше, а скорость прокатки и температура прокатки выше, стальная труба, скорее всего, будет иметь неравномерную толщину боковой стенки, и внутренний” дефект также будет более очевидным.
Подробнее :Дефекты термообработки и предотвращение дефектов стальных бесшовных труб
Три процесса деформации горячекатаных бесшовных стальных труб
Дата:2023-02-14 ключевые слова: горячекатаные бесшовные стальные трубы, процессы деформации
Как производить горячекатаные бесшовные стальные трубы?
Процесс производства горячекатаной бесшовной стальной трубы включает в себя несколько основных процессов, таких как подготовка заготовки перед прокаткой, нагрев трубы, прошивка, прокатка, калибровка и обжатие, охлаждение трубы и отделка.
При производстве горячекатаных бесшовных стальных труб выделяют три основных процесса деформации: прошивку, прокатку и калибровку/обжатие. Их соответствующие технические цели и требования:
1. Перфорация
Преобразование сплошной заготовки трубки в полую капиллярную трубку; мы можем понимать это как формирование, то есть установку поперечного сечения прокатанного куска в кольцо. Это оборудование называется пробивным станком.
Требования к процессу перфорации: во-первых, толщина стенки перфорированного капилляра должна быть одинаковой, овальность небольшой, геометрическая точность высокой; во-вторых, внутренняя и наружная поверхности капилляра должны быть гладкими, без рубцов, складок, трещин и других дефектов. В-третьих, иметь соответствующую скорость прошивки и цикл прокатки, чтобы адаптироваться к производственному ритму всего агрегата, чтобы конечная температура прокатки капилляра соответствовала требованиям прокатного стана.
2. Трубопрокатный
Превратить толстостенный капилляр в тонкостенную (близкую к толщине стенки готового изделия) стальную трубу; можно рассматривать ее как неподвижную стенку, т. е. определить толщину стенки стальной трубы в этом процессе по последующей технологической усадке и эмпирической формуле; это оборудование называется прокатным станом.
Требования к процессу прокатки: во-первых, при замене толстостенного капилляра на тонкостенный стальной лом (уменьшение длины стенки) необходимо обеспечить высокую однородность толщины стенки стальной трубы ; во-вторых, стальная труба имеет хорошее качество внутренней и внешней поверхности.
3. Калибровка/обжатие (включая растяжение)
Большой круг становится маленьким, и соответствующее оборудование представляет собой калибровочную (уменьшающую) машину. Его основная функция заключается в устранении разницы во внешнем диаметре стальной трубы (одной и той же детали или партии), вызванной процессом прокатки предыдущего процесса, чтобы улучшить качество горячекатаной готовой трубы. Точность наружного диаметра и округлость. Уменьшение диаметра заключается в уменьшении большого диаметра трубы до требуемого размера и точности спецификации. Редукция натяжения заключается в уменьшении диаметра под действием натяжения передней и задней стоек и одновременном уменьшении стенки. Оборудование, используемое для калибровки и измельчения, представляет собой калибровочную (уменьшающую) калибровочную машину.
Точность наружного диаметра и округлость. Уменьшение диаметра заключается в уменьшении большого диаметра трубы до требуемого размера и точности спецификации. Редукция натяжения заключается в уменьшении диаметра под действием натяжения передней и задней стоек и одновременном уменьшении стенки. Оборудование, используемое для калибровки и измельчения, представляет собой калибровочную (уменьшающую) калибровочную машину.
Требования к процессу калибровки и уменьшения: во-первых, в условиях определенной общей скорости уменьшения и небольшой скорости уменьшения отдельного кадра достигается цель калибровки; во-вторых, по одной спецификации можно производить множество трубных заготовок. Задача стандартизации готовой трубы; в-третьих, качество наружной поверхности стальной трубы может быть дополнительно улучшено.
Машина для уменьшения натяжения (SRM) является последним процессом в производстве горячекатаных бесшовных стальных труб. Из нескольких заготовок может производить готовую продукцию различной спецификации.