

Порядовка банной печи из кирпича, кладка печи в бане своими руками
Возведение конструкции печи для бани является одним из сложнейших процессов. Для постройки такой конструкции необходимо четко следовать правилам и инструкциям для строительства печи для бани. Для упрощения процесса, необходимо внимательно ознакомиться с данной статьей, которая непременно поможет в осуществлении задуманного.
После всех подготовительных работ (выбор места, схемы, размера) необходимо приступать к строительству нашего проекта. Для упрощения процесса будем рассматривать строительство средней печки (размер 4х5 кирпичей). Этот проект будет демонстрировать всю порядовку кладки нашего сооружения. Размеры вашей печки можете менять, исходя из вашего проекта. Высота печи составит 2 метра и 10 сантиметров.
Подборка проекта
Данный проект печки подходит для большинства видов бань. Размеры конструкции позволят отопить помещение (10-15 м2) до 50 градусов, а при подаче пара до 90 градусов. Бак емкостью 180 литров, вмонтирован в печку и удовлетворяет всю необходимую потребность в горячей воде для комфортного процесса мытья всех членов семьи. Для более долгого остывания каменки после завершения топки, предусмотрены железные трубы (6 штук, рядом с баком для воды).
Для более долгого остывания каменки после завершения топки, предусмотрены железные трубы (6 штук, рядом с баком для воды).
Так же трубы поддерживают камни над топкой. Трубы быстро нагреваются, а после завершения процесса нагрева постепенно отдают тепло. Над булыжниками расположено отверстие, через которое и будет подаваться вода, для образования пара.
Определившись с проектом необходимо приступать к самому процессу сборки. Собрать печку своими руками – не сложно. Руководствуясь кладочными чертежами, процесс займет немного времени.
Порядовка банной печи из кирпича
Порядовка банной печи из кирпича представлена в полном и подробном объеме. Разделим каждый ряд и начнем к описанию:
1. Первый ряд ни чего особенного не требует. Выкладываем ровно, без отклонений размер вашей конструкции.
2. Здесь начинаем формирование поддувала (зольника). Устанавливаем приобретенную заранее дверцу для зольника. Необходимо оставить зазоры между основанием и вашей дверцей по 5 миллиметров с каждой стороны. Крепить эту деталь, как и все остальное, будем следующим образом.
Крепить эту деталь, как и все остальное, будем следующим образом.
Каждая дверца оснащается специальными ушками, в них продеваем проволоку (толщиной 5 мм). Оставляем длину порядка 10-15 см с каждого ушка детали и вставляем ее в подготовленный проем (необходимо в проем вставить асбестовый шнур, для этого мы оставляли зазор). И по ходу кладки печи дверца замуровывается в конструкцию. Монтируя данным способом, вы обеспечиваете качественную конструкцию для фиксации детали.
3. Продолжаем монтировать зольник. Укрепляем дверцу. Проверяем правильность установки и монтирования (исключить перекосы).
4. Выкладываем основание камеры сгорания из огнеупорного кирпича. Устанавливаем колосники в подготовленные в кирпичах пазы.
5. Формируем размеры камеры сгорания, вся кладка ведется исключительно огнеупорным материалом.
6. Устанавливаем дверцу топки. Монтирование производить, абсолютно идентично, описанному выше процессу монтирования дверцы зольника.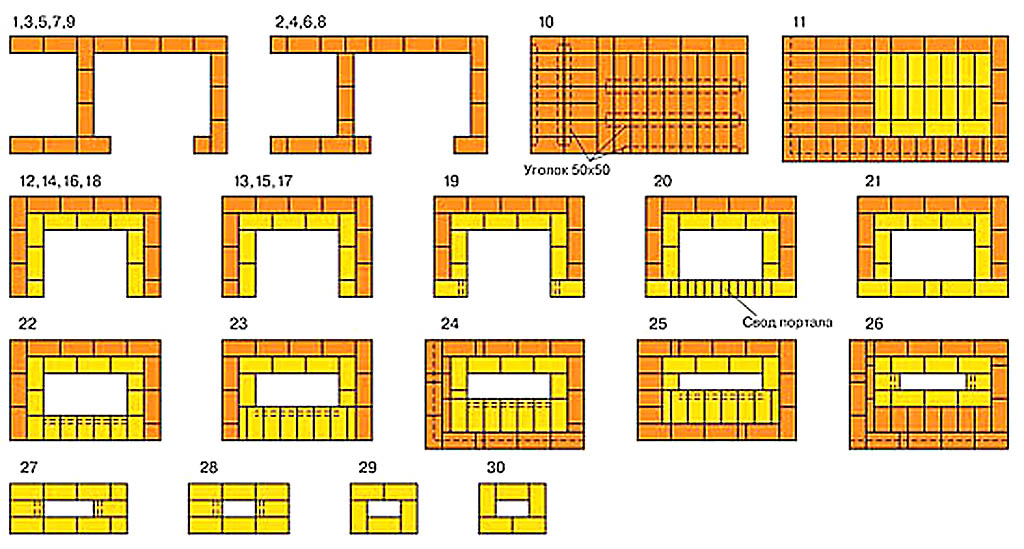 При больших размерах специальных ушек на деталях следует использовать более толстую проволоку, для более надежного крепления нашей детали.
При больших размерах специальных ушек на деталях следует использовать более толстую проволоку, для более надежного крепления нашей детали.
7. Выкладываем весь ряд огнеупорным кирпичом, продолжая формирование топки.
8. Поднимаем целый ряд кладки огнеупорным кирпичом.
9. Перекрывая дверцу камеры сгорания огнеупорным кирпичом. Продолжая кладку топки.
10. На боковых стенках необходимо выложить четвертинки огнеупорного кирпича, для образования проемов, куда будут монтироваться наши железные трубы. На данном ряду подготавливаем место для установки водяного бака. Монтируем трубы, если остались щели между деталями и кирпичами, следует забить их базальтовым картоном. Монтируем водяной бак.
11. Смонтированные трубы закладываются обычным кирпичом.
12 -18. Основание печи монтируется обычным кирпичом. Следует напомнить, что необходима проверка на наличие искривления печки. Не забывайте как можно чаще проверять кладку на уровень. Не ровная печь долго вам не прослужит.
19. На данном этапе заполняется внутреннее пространство булыжниками. Ряд поднимается, как и предыдущие.
20. Подготовка перекрытия водяного бака. Следует над поверхностью бака положить железные полоски, чтобы исключить соприкосновение бака и строительного материала.
21. Перекрывается водяной бак. Подготавливается место для установки дверцы (или можно просто оставить отверстие) для подачи воды на камни.
22 – 25. Возводим конструкцию печки, сохраняя отверстие для дверцы (дверцу необходимо вставить с первым рядом начала ее возведения). Проверяем уровень сооружения.
26. Проверяем на устойчивость смонтированную дверцу. Над дверцей устанавливаем две железные полоски, для предотвращения соприкасание следующего ряда кладки с металлической деталью.
27. Отверстие для подачи пара перекрыто. Теперь нужно подготовить перекрытие всей печки. Расстояние достаточно большое. Для этого необходимо сделать перекрытия (две железные толстые пластины). Делаем необходимые пропилы в кладке, устанавливаем пластины. Нагрев железа приводит к расширению металла. Не забудьте сделать не большие зазоры для этого.
Нагрев железа приводит к расширению металла. Не забудьте сделать не большие зазоры для этого.
28. Перекрывается вся печь. Оставляется место для дымовой трубы. Делается отверстие для посадки задвижки дымохода. Монтируется задвижка.
29-30. Обустраивается перекрытие сооружения.
31 -… . Производится формирование дымоотводящей трубы. Высоту необходимую для вашей конструкции определить в соответствии необходимой вам.
Эпилог
Используя приведенную схему порядовки строительства банной печи, вы можете собственноручно построить желаемую печь, приложив достаточно усилий. Рассмотренный проект создан для общего понятия и структурирования правильной последовательности возведения конструкции. Размеры, внешний вид, конфигурацию вы можете менять на свой вкус и цвет.
Печь для дома своими руками: чертежи и порядовка
В 20 веке люди считали, что ушли от прошлого, из-за чего профессия печника вышла из обихода почти полностью, но пришел 21 век с новыми ценами на энергоносители. Только городские жители, которые никогда не покидают черту своего города, еще могут надеяться на прогресс со всеми его хорошими последствиями, остальные, в свою очередь, стараются приобрести частный дом и максимально его усовершенствовать.
Только городские жители, которые никогда не покидают черту своего города, еще могут надеяться на прогресс со всеми его хорошими последствиями, остальные, в свою очередь, стараются приобрести частный дом и максимально его усовершенствовать.
Рисунок 1. Схема печи-голландки.
Для того чтобы изготовить качественную печь для дома своими руками, чертежи нужны соответствующие.
Сама по себе работа достаточно простая, но требующая предельной концентрации и высококачественных материалов.
Для кладки будут использоваться чертежи, изображенные на рис. 1, 2 и 3. Данная печь способна отопить очень большие площади, а для приготовления пищи лучше соорудить небольшую варочную печку.
Изготовление основы под печь
Для работы понадобятся:
- Болгарка.
- Лом.
- Лопата штыковая.
- Прут армирующий.
- Аппарат сварочный.
- Песок.
- Рубероид.
- Раствор бетона м300.
Рисунок 2. Схема порядовки русской печи.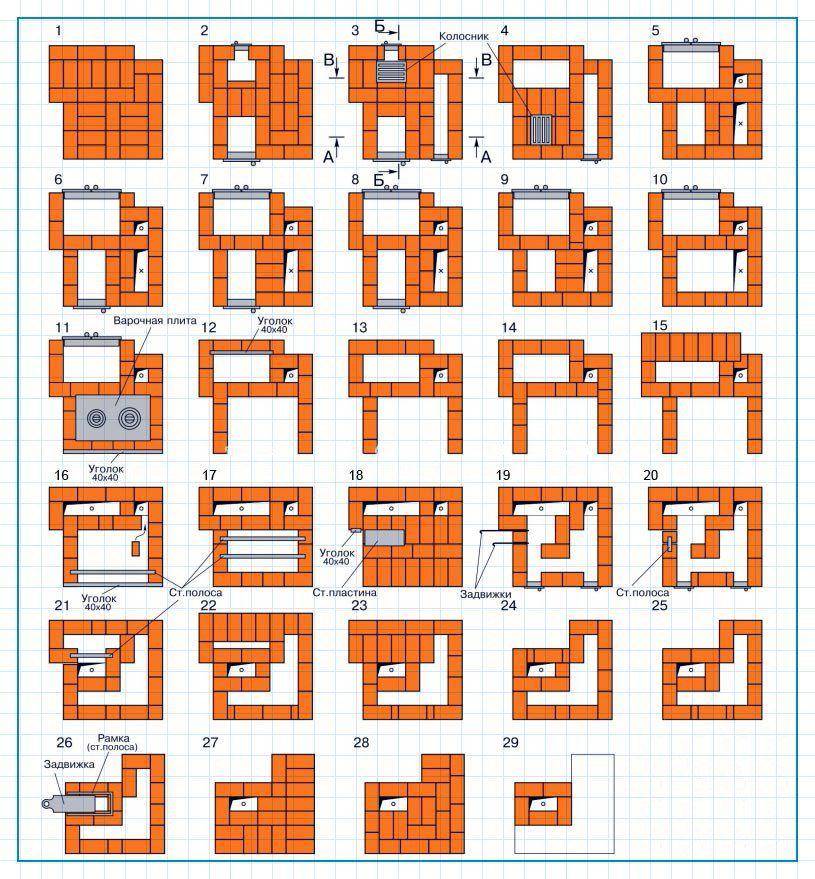
Итоговая масса у печи будет весьма немаленькой, поэтому фундамент должен отличаться высокой выносливостью. Но обычно перед возведением печи пол уже залит, поэтому работа с ним будет особо точной, без каких-либо шансов на дополнительные повреждения.
Первым делом нужно отметить периметр 130*80 см, который размечается мелом на полу. Периметр вырезается болгаркой (диски по бетону), чтобы не пустить микротрещины по остальной стяжке. Далее при помощи лома выделенная часть разбивается на несколько обломков, и изымается из пола.
При помощи штыковой лопаты делается заглубление до 35-40 см под уровнем пола. Все стенки и донная часть выравниваются по максимуму по мере возможностей. На дно засыпается слой песка 5-7 см, после чего застилается гидроизоляцией. Слой гидроизоляции не должен доходить до уровня поверхности пола всего 5 см.
Далее изготавливается армирующий каркас. Данная процедура самая сложная при работе с фундаментом и отнимает больше всего времени. Сначала выкладывается слой параллельных прутов 10 мм с шагом 20 см. Перпендикулярно ему выкладывается еще один слой, аналогичный минувшему. Все стыки между собой свариваются электродуговой сваркой. Таким образом, в итоге получается прямоугольная обрешетка без выступающих отрезков.
Перпендикулярно ему выкладывается еще один слой, аналогичный минувшему. Все стыки между собой свариваются электродуговой сваркой. Таким образом, в итоге получается прямоугольная обрешетка без выступающих отрезков.
Следующим шагом делается еще одна обрешетка, идентичная первой. Все стыки также должны находиться на тех же местах, иначе дальнейшая работа будет невозможной. Причина такой точности простая: как только изготовлена вторая обрешетка, их нужно соединить между собой.
Рисунок 3. Схема дымохода печи.
Для соединения используются отрезки прута по 22-23 см, которые по количеству соответствуют количеству стыков.
В конце должен получиться очень тяжелый ящик из арматуры, поэтому желательно сваривать уровни между собой уже в яме либо прибегнуть к помощи еще 1-2 человек. Теперь можно заливать раствор м300 и ждать 25 дней, пока он высохнет. Иногда используется раствор м400, но в данном случае это явный перерасход материалов, который в будущем не оправдает себя. Спустя отведенное время бетонное основание следует накрыть фольгой (отражатель смотрит вверх), после чего можно начинать порядовку.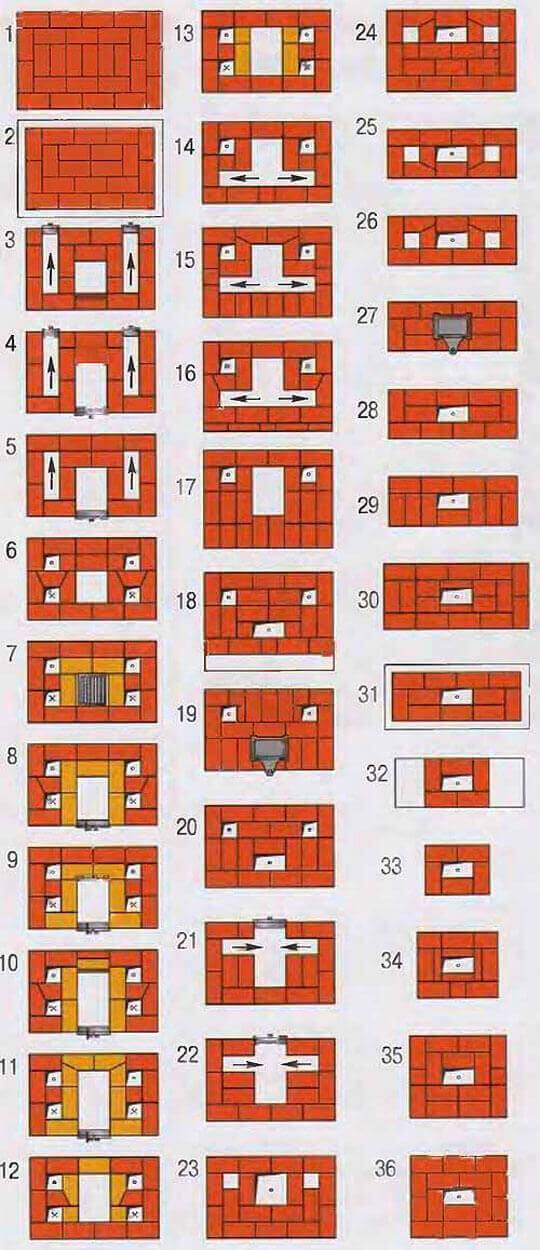
Порядовка печи отопления
Для порядовки понадобятся:
- Глиняный раствор (вода с глиной).
- Уровень.
- Металлические дверки.
- Уголок стальной.
- Кирпич полнотелый.
- Кирпич огнеупорный.
- Молоток резиновый.
Тут вся работа будет описана по рядам, причем вписываться будут только изменения по отношению к предыдущему, что позволит избежать недоразумений.
1 ряд всегда служит для выравнивания. Сплошная кладка, при которой каждый кирпич выравнивается с филигранной точностью при помощи уровня и резинового молотка.
2 – под задней стенкой и с боков делается общий тоннель. С лицевой стороны формируется зольник.
3 – в зольник устанавливается прочистная дверка, а сверху накрывается стальным уголком для поддержки кирпича.
4 – лицевая сторона зольника перекрывается кирпичом.
5 – боковые каналы отделяются от заднего (задний делается узким, а боковые идут на всю длину), причем задний сужается не только с боков, но и по своей ширине до 5 мм.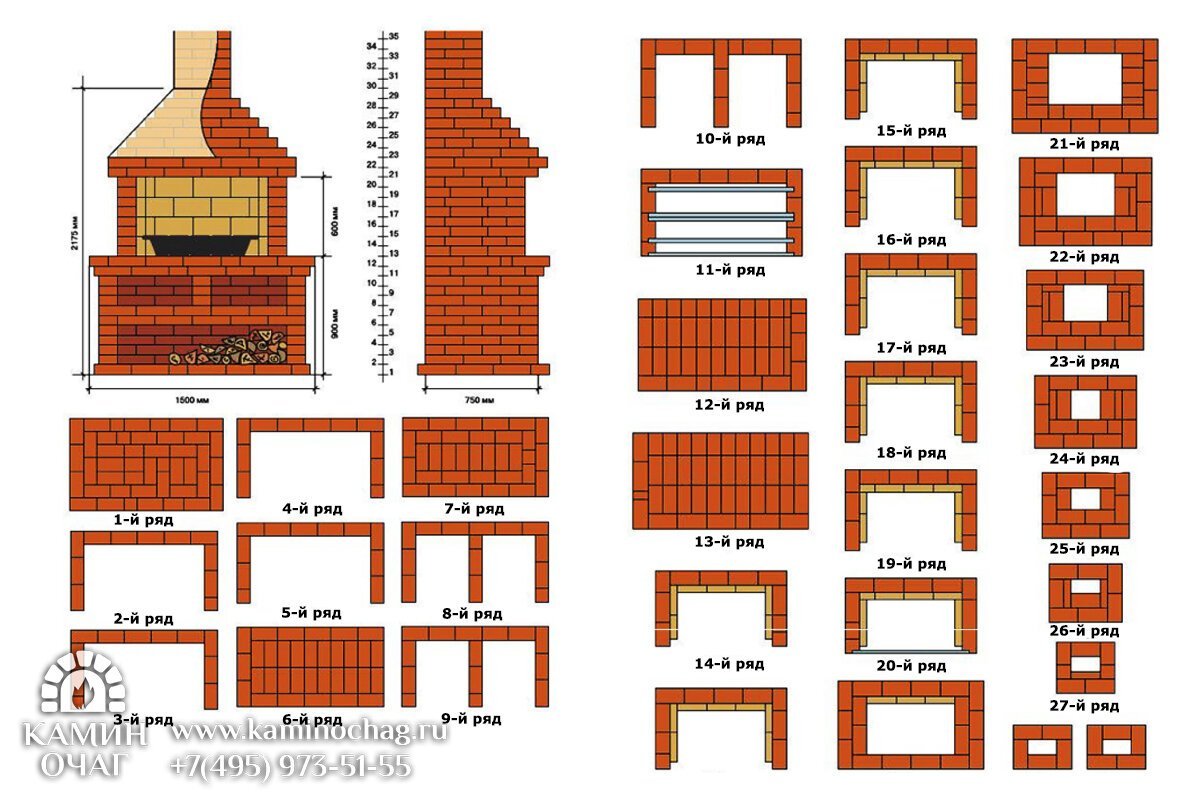
6 – формируется топочное отделение, формируется окно в топочное отделение.
7-9 – кладка проходит без изменений. В окно устанавливается стальная дверка. Сверху лицевая сторона накрывается стальным уголком.
10 – перекрывается лицевая сторона топки.
11-14 – над топкой сужается дымоход до размеров 1 кирпича. Все сужение до последнего проходит при помощи огнеупорного кирпича, но далее уже будет использоваться только обычный полнотелый.
15 – делается отвод дыма с лицевой стороны в боковые колодцы.
Схема монтажа печи.
16 – аналогичен.
17 – боковые колодцы накрываются кирпичом, центральный остается.
18 – идентичен.
19 – из заднего тонкого отсека делаются 2 отвода, располагающиеся ровно на том месте, где снизу были 2 колодца.
20 – аналогичен.
21 – задний канал перекрывается. Боковые каналы разделяются почти пополам (передняя часть имеет размер 0,5 кирпича), причем к задней их части делаются отводы из центрального канала.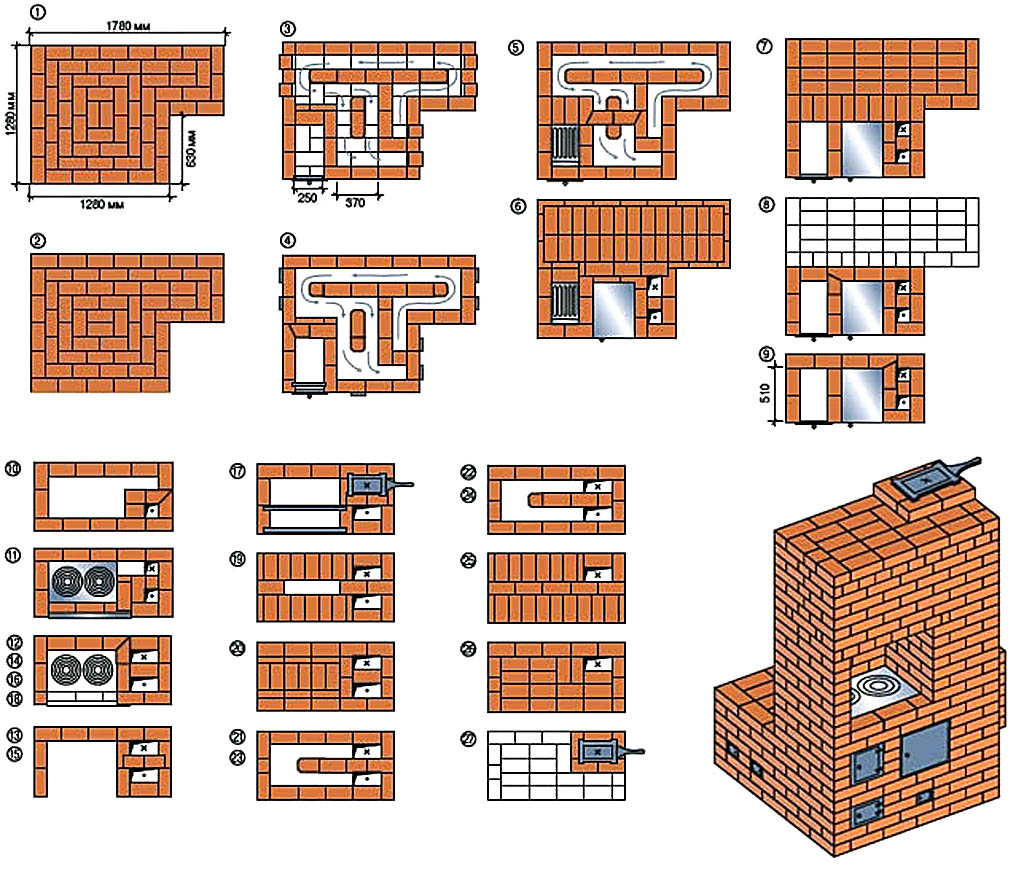
22 – все колодцы изолируются.
23 – центральный колодец расширяется за счет перекрытого ранее пространства позади.
24 – 1/3 центрального колодца (спереди) перекрывается.
25 – аналогичен.
26 – передние боковые колодцы соединяются посредством горизонтального тоннеля.
27 – аналогичен.
28 – центральный тоннель сводится до 1 колодца по центру в 0,5 кирпича.
29-30 – аналогичны.
31 и далее – сводится к трубе и выводится на улицу.
Подведение итогов
Данная отопительная печь своими руками, чертежи к которой очень напоминают финскую печь, позволяет добиться максимального КПД при отоплении дома. При работе с глиной ни в коем случае нельзя использовать слишком сухую или слишком жирную глину, чтобы можно было добиться максимальных прочностных показателей. Среднее, фактически затраченное время на печь в доме, составляет 4-5 дней, с учетом застывания раствора – 34-35 дней.
Изготовленные на заказ коробчатые печи с поверхностным сжиганием
Если вы ищете индивидуальную коробчатую печь, свяжитесь с компанией Surface Combustion уже сегодня. Печи Surface® имеют всемирную репутацию благодаря непревзойденному сочетанию надежности, воспроизводимости и надежной работы. Мы поможем вам определить оптимальное решение для вашего процесса, продукта и материала из наших предварительно спроектированных или изготовленных по индивидуальному заказу проектов.
Настенные коробчатые печи изготавливаются в соответствии с вашими требованиями. Наши клиенты полагаются на то, что мы предоставим им надежные, воспроизводимые и прочные системы и оборудование для повышения производительности и конкурентоспособности их продукции. По всему миру установлено более 250 000 тепловых систем, поэтому компания Surface будет сотрудничать с вами, чтобы определить, какая конструкция лучше всего подходит для вашего процесса, продукта и материалов.
Компания Surface известна тем, что предлагает надежные и долговечные решения. Наши печи зарекомендовали себя как чрезвычайно надежные благодаря нашей надежной практике проектирования. Мы любим слушать истории о том, как печи, которые мы построили более полувека назад, до сих пор производят качественную работу. Большая часть этого заключается в том, как мы проектируем наши кожухи с толстой пластиной, которая поддерживается крупными секционными конструктивными формами. Крыши из стальных листов помогают экономить энергию и обеспечивают доступ к установленным на крыше компонентам. Корпуса печей свариваются газонепроницаемо или герметизируются надлежащим образом для предотвращения загрязнения атмосферы и избыточных потерь тепла. Компания Surface понимает, как обсадные трубы растут и сжимаются во время циклов печи, и встраивает в свои конструкции подходящие температурные компенсаторы.
Surface будет работать с вами, чтобы выбрать из новейших технологий в области отопления, энергоэффективности и управления.
Поверхностные коробчатые печи могут быть с прямым нагревом и высокоскоростными горелками, если продукты сгорания создают подходящую атмосферу для продукта. Поверхность предлагает решения с прямым нагревом, которые имеют высокий конвективный поток, чтобы обеспечить быстрый нагрев и равномерную температуру выдержки.
Для обработки атмосферы Surface — ваш лучший партнер. Компания Surface давно известна своим опытом в области обработки атмосферы. Независимо от того, использует ли печь эндотермический газ RX®, экзотермический газ DX®, азот, азот/метанол, азот/водород или любую другую смесь технологических газов, компания Surface обладает опытом и знаниями, чтобы предоставить эффективное решение. Ящичные печи с поверхностной атмосферой могут обогреваться газовыми радиантными трубами или нагревательными элементами электрического сопротивления. Surface предлагает множество различных вариантов излучающих трубок и нагревательных элементов, включая наш запатентованный Trident 9.0015 TM
Surface имеет надежную репутацию поставщика камерных печей для сжигания, пиролиза, пирометаллургии, торрефикации и термического разрушения токсичных материалов. Свяжитесь с нами, чтобы получить больше информации.
Свяжитесь с нами, чтобы получить больше информации.
Все конструкции печей периодического действия с поверхностным сжиганием позволяют гибко настраивать каждую часть цикла термообработки: продувку, нагрев, выдержку и охлаждение. Поверхностные печи периодического действия предназначены для использования в нескольких различных рецептах циклов, что позволяет одной печи гибко работать с разнообразными материалами, продуктами и процессами.
Наши вертикально поднимаемые двери допускают фронтальную загрузку и используют запатентованную конструкцию двери Surface, не пропускающую тепло и атмосферу. Печь можно загружать с помощью простого вилочного погрузчика или усовершенствованной автоматизированной системы загрузки. Доступны различные конструкции пода печи для поддержки легких или тяжелых рабочих нагрузок и обеспечения автоматизации.
Накладные коробчатые печи могут быть спроектированы как автономные или как часть новой или существующей линии печей. Surface предлагает широкий спектр сопутствующего оборудования, расширенных элементов управления и услуг поддержки для единой ответственности.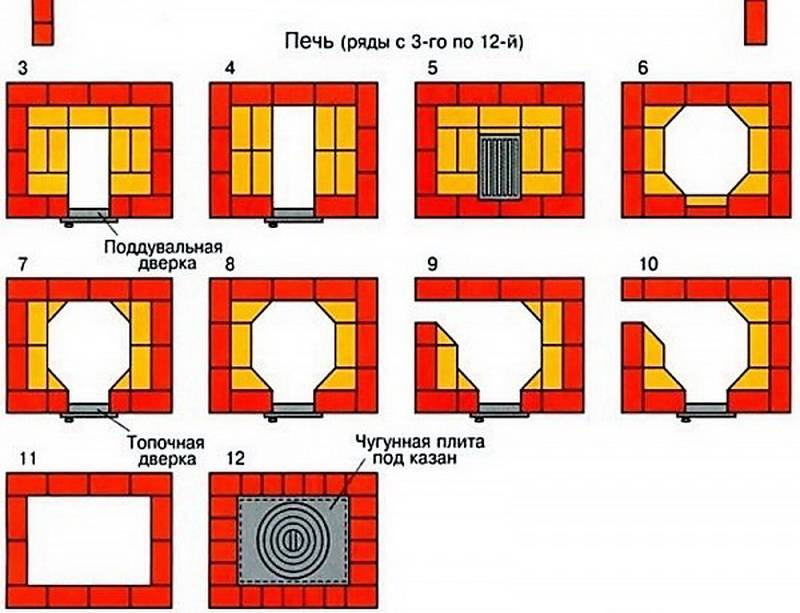 Это позволяет вам быть уверенным в том, что ваша установка будет работать бесперебойно, а о вашем оборудовании будут заботиться в течение длительного времени.
Это позволяет вам быть уверенным в том, что ваша установка будет работать бесперебойно, а о вашем оборудовании будут заботиться в течение длительного времени.
- Процессы
- Отрасли
- Материал/Компонент
- Сопутствующее оборудование
Старение
Отжиг
Аустенит
Восстановление углеродом
Нитроцементация
Науглероживание
Волочение/Отпуск
9000 2 КовкаЗакалка
Гомогенизация
Сжигание
Ковкование
Маркировочная закалка
Нормализация
Предварительный нагрев
Пиролиз Восстановление ресурсов
Пирометаллургия
Обработка раствором
Сфероидизация
Стресс Re ливинг
Закалка
Термическое разрушение
Торрефикация
Показан список частичных процессов. Ищете что-то конкретное, свяжитесь с нами.
Сельское хозяйство
Автомобильная промышленность
Литье
Коммерческая термообработка
Ковка
Литейное производство
Внедорожник/горное дело/выемка грунта
Нефть и газ
Пруток и пруток
Конструкционные формы
Инструмент и штамп
Автотранспорт/Автобус/Железнодорожный транспорт
Трубы и трубы
Проволока
Показан неполный список отраслей. Ищете что-то конкретное, свяжитесь с нами.
Ищете что-то конкретное, свяжитесь с нами.
Аэрокосмические компоненты
Подшипники
Заготовка
Углерод
Литейный и ковкий чугун
Литье
Цепь
Медь
Столовые приборы
Матрицы
Крепеж
Поковки
Шестерни
Ручной инструмент
900 02 Сортовой прокатПродукция OCTG
Шестерни
Пластины
Металлический порошок
Долото
Штанга и стержень
Стержневая катушка
Валы
Листовые катушки
Пружины
Нержавеющая сталь
Штамповки
Сталь
Инструментальная сталь
Труба
Проволока
Показан частичный список материалов и компонентов. Ищете что-то конкретное, свяжитесь с нами.
Показан неполный список сопутствующего оборудования. Ищете что-то конкретное, свяжитесь с нами.
СВЯЖИТЕСЬ С НАМИ СЕГОДНЯ, , и мы покажем вам ценность Surface™- новые клиенты
- Существующие клиенты
Готовы начать?
Пожалуйста, позвоните нам, когда вы будете готовы обсудить новую печь или обслуживание, модернизацию или замену вашей печи или любой ее части. В Surface мы с нетерпением ждем возможности помочь вам с любыми потребностями в термической обработке.
В Surface мы с нетерпением ждем возможности помочь вам с любыми потребностями в термической обработке.
Call Surface со следующей информацией, готовой инициировать решение вашей печи.
- цикл
- операция
- часов в год
- свободное место
- диапазон рабочих температур
- источник тепла
Позвоните нам
(800) 537-8980
Нужна поддержка?
Пожалуйста, позвоните нам, когда вы будете готовы обсудить новую печь или обслуживание, модернизацию или замену вашей печи или любой ее части. В Surface мы с нетерпением ждем возможности помочь вам с любыми потребностями в термической обработке.
В разделе «Запчасти и обслуживание» укажите одну или несколько из следующих сведений о вашей печи, если это возможно:
- Серийный номер
- Номер чертежа
- Фотографии вашей печи или деталей для замены
- Список запасных частей
- История восстановления печи
Позвоните нам
(800) 537-8980
Дуговая плавильная печь ABJ-900 – Materials Research Furnaces, LLC
Дуговая плавильная печь ABJ-900 — это наша самая крупная система для длительного использования при температуре выше 3500°C с предохранительной блокировкой потока воды, изолированным сильфоном, системой откачки/газа и мощным источником питания.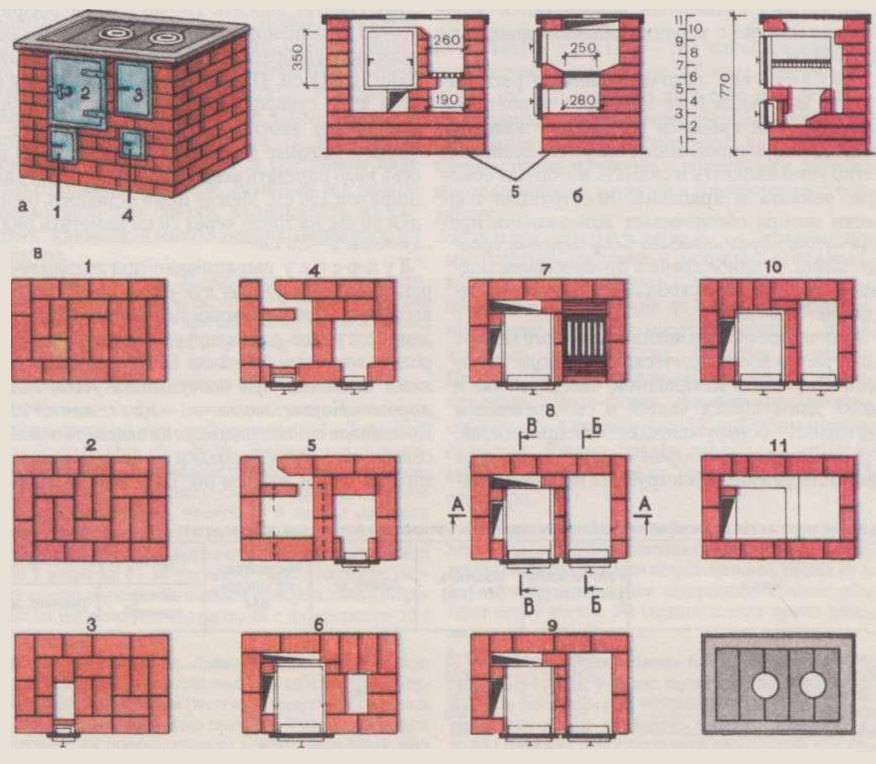 Камера откидывается назад, обеспечивая полный доступ к поду и внутренней части камеры для легкой загрузки, разгрузки, очистки и технического обслуживания.
Камера откидывается назад, обеспечивая полный доступ к поду и внутренней части камеры для легкой загрузки, разгрузки, очистки и технического обслуживания.
Плита пода включает в себя множество возможных конфигураций плавильных полостей, а индивидуальные конструкции поставляются без дополнительной оплаты, если это указано во время заказа.
Зона плавки представляет собой полость пода диаметром 9,00 дюймов (229 мм). Дуговые плавильные печи обеспечивают исключительно чистый расплав. Доступны высоковакуумная турбонасосная система и другие аксессуары.
Загрузить брошюру
Запросить цену
Технические характеристики
Общие технические характеристики
- Рабочая температура свыше 3500°C (6332 F).
- Большой стеклянный колпак, конфигурация с верхней загрузкой.
- Вакуумная камера из 100% нержавеющей стали марки 304L.
- Медное жало с вольфрамовым электродом.
- Изготовленная на заказ медная плита пода диаметром 9,0 дюймов (230 мм).

- Смотровое окно со смотровым окном диаметром 4 дюйма (104 мм) и отдельным окном с галогенным освещением.
- Блок питания: 500 А при рабочем цикле 80 %, 22 кВА.
- С водяным охлаждением и защитной блокировкой.
- Система инертного газа с предохранительным клапаном.
- Вакуумная система, грубый вакуум или высокий вакуум.

Детали
Камера
Доступ к печи для загрузки и разгрузки осуществляется путем поднятия навесной камеры назад, что дает полный доступ к зоне загрузки, плите пода и внутреннему пространству камеры. Камера изготовлена из нержавеющей стали марки 304L и отполирована электрополировкой для обеспечения герметичности и внешнего вида вакуума. Камера имеет двойные стенки для водяного охлаждения для поддержания низкой температуры в камере во время работы. Камера рассчитана на вакуум до 10-6 торр (мбар).
Порт освещения с галогенным светом расположен сбоку, вакуумный порт для системы откачки расположен на дне камеры, а 4-дюймовое смотровое окно с поворотным защитным экраном поставляется для наблюдения оператором во время работы. Зажимы герметизируют камеру к основанию и изолируют атмосферу камеры.
Зажимы герметизируют камеру к основанию и изолируют атмосферу камеры.
Медная плита пода с водяным охлаждением имеет полости для удерживания расплавленного материала. Индивидуальные формы полостей доступны бесплатно, если это указано во время заказа.
Жало электродаМедное жало с водяным охлаждением и сменным вольфрамовым электродом служит наконечником для плавильной дуги. Шаровой шарнир с сильфоном, находящимся под давлением газа, позволяет жалу легко перемещаться по патроннику и оставаться на месте после отпускания.
Система инертного газа с индикатором расхода, манометром и предохранительным клапаном
Насосная система с форвакуумным насосом, вакуумметром и ручным клапаном
Вакуумная система
Вакуумный насос 2 CFM (56 л/мин) предлагается в стандартной комплектации с вакуумом клапан и вакуумметр, который позволяет вакуумировать камеру до диапазона 10-2 торр (мбар). Вакуумная система позволяет удалять воздух/кислород с последующим заполнением инертным газом. Это предотвращает окисление материала во время нагрева и плавления. Диффузионная или турбонасосная система доступна в качестве опции для особо чистых сред.
Это предотвращает окисление материала во время нагрева и плавления. Диффузионная или турбонасосная система доступна в качестве опции для особо чистых сред.
Газовая система
Ручной газовый клапан поставляется для быстрого обратного заполнения камеры до небольшого избыточного давления после откачки и для поддержания подачи газа подушки во время дугового плавления. Предохранительный клапан на 2 фунта на квадратный дюйм сбрасывает избыток газа, поддерживая положительное давление в камере. Эта система печи была разработана для работы в аргоне, азоте или негорючем формовочном газе. Стандартное избыточное рабочее давление составляет 0,14 кг/см² (2 фунта на кв. дюйм). Составной манометр 30/30 (30 фунтов на кв. дюйм изб. x 30 дюймов ртутного столба) расположен на камере для наблюдения за давлением в камере.
Водяная система
Впускной и выпускной коллектор для воды распределяет воду по различным компонентам печи, чтобы поддерживать их охлаждение во время работы.