

подключение и обвязка отопления, установка и монтаж
После возведения частного дома владельцы обязательно должны решить вопрос его обогрева в холодный сезон. При устройстве отопительного контура частного дома чаще всего устанавливают алюминиевые радиаторы. Они стоят недорого, мало весят и внешне довольно привлекательные. Эти приборы эксплуатируют при небольшом давлении в сети, поэтому они подходят для установки в частном доме с автономным отоплением. Если вы решили установить алюминиевые радиаторы, подключение несложно выполнить собственноручно.
- Особенности алюминиевых радиаторов
- Устройство прибора отопления из алюминия
- Последовательность подключения
- Необходимые комплектующие
- Процесс монтажа
- Добавление секций к радиатору из алюминия
- Ремонт алюминиевых батарей
- Очистка радиатора
- Устранение протечек
Особенности алюминиевых радиаторов
Как правило, схема алюминиевого радиатора отопления схожа с устройством приборов, выполненных из чугуна или биметалла.
В продаже можно найти алюминиевые радиаторы следующих видов:
- Секционные батареи изготавливаются методом литья. Сплав кремния и алюминия заливают в формы под высоким давлением. Самые хорошие европейские радиаторы, изготовленные из первичного сплава. Они достаточно прочные, не так сильно подвержены коррозии. Радиаторы из Китая производят из вторичного сплава или его первичной разновидности, но низкого качества. Из-за этого китайские приборы имеют низкую теплоотдачу и невысокую прочность.
- Радиаторы, изготовленные методом экструзии, тоже состоят из отдельных секций, каждую из которых делают на экструдере, а потом запрессовывают с коллекторами литого типа. В некоторых случаях секции соединяют на композитный клей или сварку, но из-за этого увеличивается вероятность протечки. Экструзионные батареи отличаются от литых наличием швов на внутренней стороне ребер.

- Самые дорогие анодированные приборы. Они производятся из очищенного алюминия. После этого поверхность подвергается анодному оксидированию. Благодаря этому агрегат защищен от коррозии. Анодированные приборы могут работать в системах с более высоким давлением. Их теплоотдача намного выше.
Важно! С внутренней стороны все радиаторы защищены от деформаций из-за повышенного давления посредством полимерного покрытия.
Устройство прибора отопления из алюминия
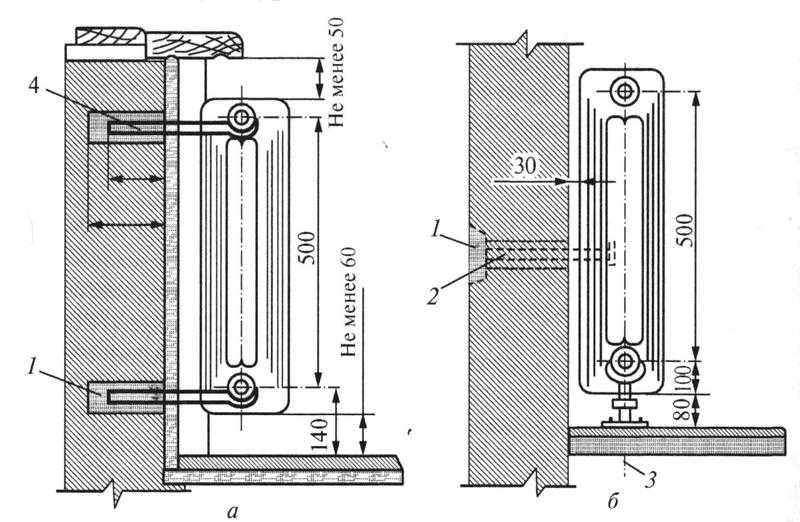
Чтобы установка алюминиевых радиаторов прошла по всем правилам, нужно разбираться в устройстве прибора. Секционные алюминиевые агрегаты имеют несколько секций, поэтому до начала монтажа их нужно собрать. Сборка радиатора отопления алюминиевого выполняется посредством резьбовых соединений. Силиконовые прокладки отвечают за герметичность всех соединений.
Реклама
Технические характеристики отопительных приборов из алюминия:
- вес одной секции составляет 1-6 кг;
- габариты находятся в следующих пределах – ширина 80 см, высота от 38 до 59 см, глубина от 8 до 10 см;
- максимальное рабочее давление – 6-24 атм. , но обычно не более 16 атм.;
- тепловая мощность – от 80 до 210 Ватт;
- количество циркулирующего теплоносителя – 0,25-0,46 л;
- допустимая температура теплового носителя – не выше 110°С;
- срок службы – до 20 лет.
 , но обычно не более 16 атм.;
, но обычно не более 16 атм.;Последовательность подключения
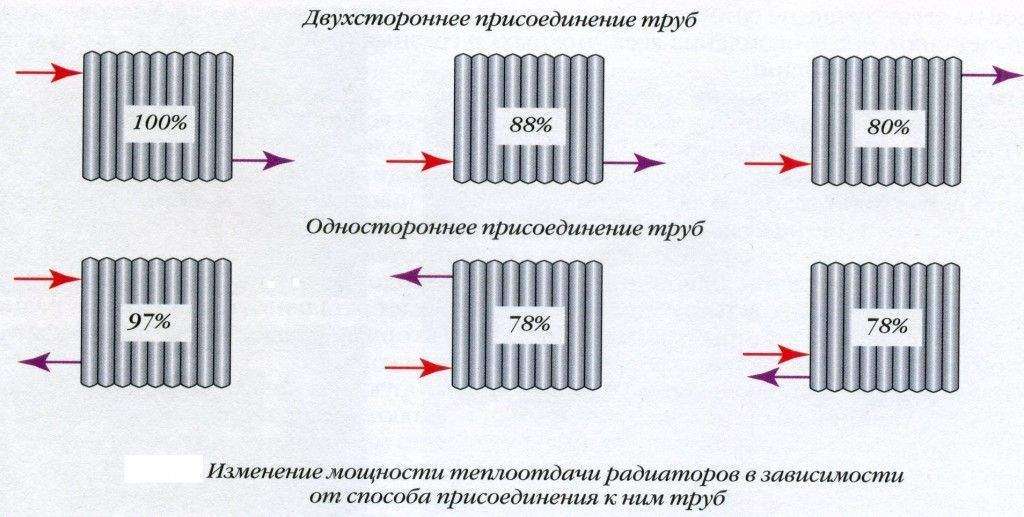
При выборе способа подключения учитывается тип прибора, а также обвязка радиатора отопления. Поскольку существует множество вариантов установки, описать их все в одной статье не получится. Именно поэтому мы опишем, как правильно установить секционный алюминиевый радиатор отопления.
Необходимые комплектующие
Для работы подготовьте различные комплектующие детали:
- В заводских условиях на коллекторах выполнена левая или правая резьба с каждой стороны. Если нужно добавить секции, то понадобятся переходники для перехода на правостороннюю резьбу.
- Заглушки с внешней резьбовой нарезкой нужны для закрывания двух неиспользованных при подключении входов. Резьба заглушки должна соответствовать переходнику.
- Для спуска воздуха из радиатора на верхнем коллекторе вместо заглушки устанавливают кран Маевского.

Все комплектующие продаются как по отдельности, так и в комплекте. Чтобы в будущем было проще заменять и ремонтировать радиатор, при его подключении устанавливают шаровые краны, но намного выгоднее использовать американку, которая имеет накидную гайку. В некоторых случаях вместо шаровых кранов монтируют терморегулятор прямого или углового типа.
В процессе работы вам понадобится уплотнительная паста, разводной ключ, пакля, рожковый ключ, перфоратор, а также строительный уровень. Кроме этого, подготовьте карандаш, рулетку и угольник.
Процесс монтажа
Отопительный прибор устанавливают в следующем порядке:
- Разметьте стену в месте установки агрегата. Высверлите в стене отверстия и зафиксируйте на ней кронштейны. Все крепежные конструкции устанавливаются с использованием уровня.
- Теперь начинают собирать батарею. Для этого ее укладывают на верстак. К агрегату крепят купленные ранее комплектующие детали.
- Отопительный прибор навешивается на кронштейны в стене. После этого проверяют правильность установки прибора в вертикальной и горизонтальной плоскости, а также расположение элементов обвязки.
- На резьбу крана с противоположной стороны от накидной гайки фиксируем детали для соединения агрегата с отопительным контуром дома. Если используются полипропиленовые трубы, то для этого понадобятся фитинги. При фиксации к стальному трубопроводу используют резьбовой сгон.
- Отопительный прибор стыкую с магистралью.
- После выполнения врезки укладывают герметизирующие прокладки в накидные гайки на кранах-американках. Прибор подключают к подающему и обратному трубопроводу.
- На завершающем этапе система опрессовывается для проверки герметичности.
 К агрегату крепят купленные ранее комплектующие детали.
К агрегату крепят купленные ранее комплектующие детали.Добавление секций к радиатору из алюминия
Если нужно добавить несколько секций к прибору, возникает вопрос, как соединить алюминиевые радиаторы. Для этого ранее установленную батарею нужно демонтировать и уложить на застеленный пленкой пол внешней стороной к себе.
Для этого ранее установленную батарею нужно демонтировать и уложить на застеленный пленкой пол внешней стороной к себе.
Добавить секции радиатора отопления можно следующим образом:
- С торцов выпусков коллекторов удаляем заглушки.
- На одну сторону ниппеля без резьбы надеваем резиновую прокладку.
- После этого ниппель вставляем в коллектор и закручиваем.
- Теперь секцию, которую планируем добавить, соединяем с другой стороной ниппеля. Ключом затягиваем соединитель. Во время этого процесса будут одновременно подтягиваться обе стороны, потому что с каждой из них выполнена противоположная резьба. Место соединения закручиваем как можно туже.
- Проверяем, насколько герметично соединены секции. С этой целью в прибор нужно налить слегка подкрашенную воду и подождать несколько часов.
Совет! Чтобы избежать перекосов прибора, ниппели на нижнем и верхнем коллекторе закручиваем на одинаковое число оборотов. Для этого их нужно считать в процессе вращения.
Ремонт алюминиевых батарей
В процессе эксплуатации отопительного прибора он может дать течь. Также может ухудшиться его теплоотдача. В любом случае понадобится ремонт алюминиевых радиаторов отопления. Как правило, ухудшение теплоотдачи наблюдается при отложении накипи на внутренних стенках. Для проведения ремонтных работ батарею нужно демонтировать.
Для этого делают следующее:
- Прекращают циркуляцию теплоносителя в отопительном контуре, сбрасывают давление.
- При проведении ремонта в отопительный период нужно дождаться полного остывания поверхности батареи.
- Затем снимают муфты на подающем и обратном трубопроводе. После этого батарею можно отсоединить от контура.
- Радиатор наклоняют над тазом и сливают из него остатки теплоносителя.
- После этого батарею укладывают на ровную горизонтальную поверхность, развернув лицевой стороной к себе. Теперь можно проводить ремонт агрегата.
Очистка радиатора
У мастеров, занимающихся отопительными системами, есть специальные приборы для прочистки радиатора, но достать их очень сложно, поэтому самостоятельно в домашних условиях батарею прочищают следующим образом:
- Переносят агрегат в ванную. На ее дно укладывают ветошь или деревянный поддон, чтобы не поцарапать сантехнику. В коллекторы с одной стороны заливают воду из шланга. Затем прибор встряхивают и сливают грязную воду с другой стороны, предварительно сняв заглушки.
- Намного эффективней происходит чистка с использованием специального химического средства. Для этого в прибор со стоящими заглушками наливают жидкость для устранения загрязнений и ржавчины либо лимонную кислоту. Батарею оставляют на несколько часов.
- По истечении этого времени по корпусу агрегата стучат резиновым молотком. В этот момент от стенок хорошо отделяются большие отложения. После этого трубы внутри промывают водой.
 На ее дно укладывают ветошь или деревянный поддон, чтобы не поцарапать сантехнику. В коллекторы с одной стороны заливают воду из шланга. Затем прибор встряхивают и сливают грязную воду с другой стороны, предварительно сняв заглушки.
На ее дно укладывают ветошь или деревянный поддон, чтобы не поцарапать сантехнику. В коллекторы с одной стороны заливают воду из шланга. Затем прибор встряхивают и сливают грязную воду с другой стороны, предварительно сняв заглушки.Внимание! Для прочистки алюминиевого радиатора запрещено использовать щелочные составы. Лучше всего для этих целей подходят различные кислотные средства.
Устранение протечек
Если в вашем доме потек алюминиевый радиатор отопления, что делать, вы узнаете из нашей статьи. Чаще всего причина протечек кроется в износе герметизирующих прокладок, появлении свищей на участках, поврежденных коррозией. Заменить прокладку в принципе очень просто, а дыры устраняют при помощи эпоксидного клея. Перед заклеиванием дырки этот участок хорошо очищают от налета и краски.
Чаще всего причина протечек кроется в износе герметизирующих прокладок, появлении свищей на участках, поврежденных коррозией. Заменить прокладку в принципе очень просто, а дыры устраняют при помощи эпоксидного клея. Перед заклеиванием дырки этот участок хорошо очищают от налета и краски.
Затем очищенное и подготовленное место смазывают эпоксидным клеем. Сверху прикладывают кусок стеклоткани. Потом этот участок заклеивают еще одним куском стеклоткани большего размера. Для дополнительной герметизации на проблемное место крепят металлический хомут.
Если повреждение значительное, то клей тут не поможет, нужно использовать более радикальные методы устранения течи. Для этого применяют холодную или аргонную сварку, также подойдет алюминиевый припой. Но стоит помнить, что любой метод устранения течи позволяет решить проблему лишь на некоторое время. После этого в ближайшем будущем прибор нужно полностью заменить.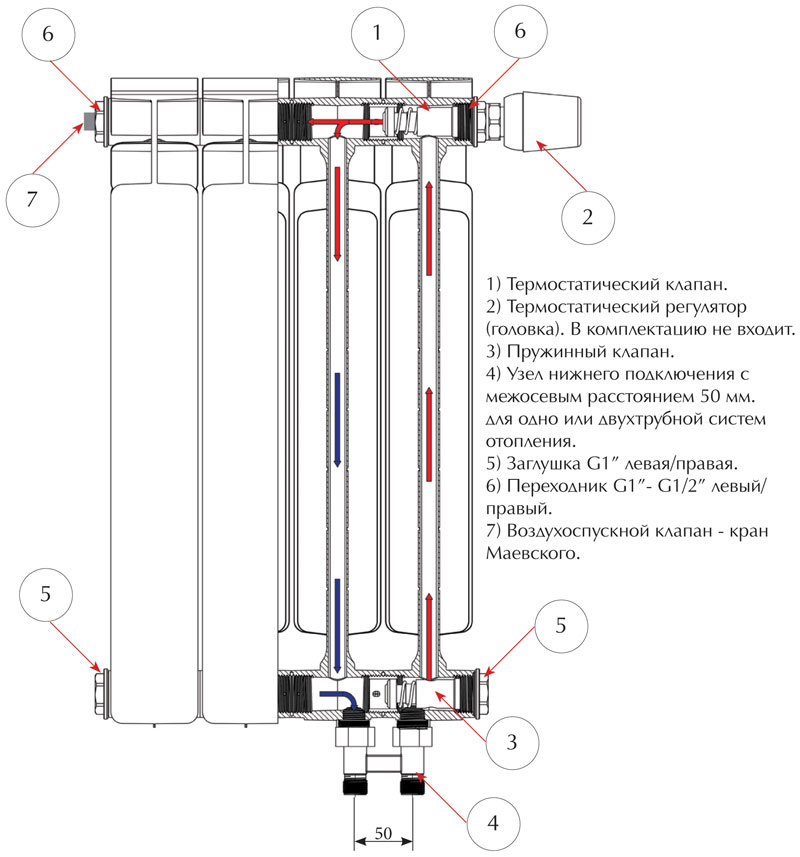
Алюминиевые радиаторы отопления
Euro €USD $РФ руб
Москва, 3-й Нижнелихоборский проезд 1А, стр. 6
+7(495) 369-17-94
КОРЗИНА
Корзина пуста
MOD_VIRTUEMART_CART_AJAX_CART_PLZ_JAVASCRIPT
- Главная
- Радиаторы отопления
- Алюминиевые радиаторы
Не так-то просто купить в Москве действительно качественный и надежный алюминиевый радиатор – количество предложений огромно.
Алюминиевые радиаторы отопления – элегантные, лёгкие, с высокой теплоотдачей (в 3-4 раза выше, чем у чугуна и стали) пользуются наибольшей популярностью на российском рынке.
Одними из основных достоинств алюминиевых радиаторов является большая, до 195 Ватт, теплоотдача каждой секции, высокая теплопроводность, обеспечивающая почти мгновенное нагревание и охлаждение.
К недостаткам можно отнести то, что алюминий – это химически активный металл, поэтому радиаторы чувствительны к химическому составу воды в системе охлаждения, также опасна для алюминиевого радиатора электрохимическая коррозия, которая может возникнуть при контакте с медным трубопроводом.
Длину радиаторов и, соответственно, мощность легко подбирать, изменяя число используемых секций. Каждая секция имеет верхний и нижний коллекторы, соединенные вертикальным каналом, и специальные элементы (ребра), увеличивающие поверхность и теплоотдачу.
Преимущества алюминиевых радиаторов:
- высокая теплопроводность и соответственно более высокая теплоотдача, чем у стальных и чугунных
- красивый дизайн, возможен заказ цветных радиаторов
- невысокая цена
- имеют меньший вес по сравнению с другими радиаторами
- благодаря секционной системе сборки собирается нужное количество секций для установки в любом помещении
- при изготовлении элементов методом литья есть возможность получать любую сложную форму изделий, т. е. это дает возможность дизайнерам создавать любой дизайн радиатора.
 е. это дает возможность дизайнерам создавать любой дизайн радиатора.
е. это дает возможность дизайнерам создавать любой дизайн радиатора.Недостатки алюминиевых радиаторов:
- коррозионная зависимость при наличии в системе отопления других металлов
- сложность удаления пыли из внутренних поверхностей
Наши специалисты помогут Вам подобрать, а также смонтировать алюминиевые радиаторы, найдут приемлемое решение по цене.
Вы останетесь довольны, сотрудничая с нами!
алюминиевые радиаторы – G500F 10-секционный алюминиевый радиатор
Европейский Союз
RU PL RU
алюминиевые радиаторы
арматура центрального отопления
аксессуары для радиаторов
Муфты
Описание: Радиатор ‒ теплый элемент вашего интерьера ‒ бесценный зимой, дремлющий летом. Он изготовлен из алюминия высшего качества и подвергается ряду проверок в процессе производства. Изнутри в процессе электрофореза он покрывается специальным покрытием, препятствующим межкристаллитной коррозии, благодаря чему возможно подключение излучателя к любой системе, в том числе и к медной. Рабочие параметры радиатора гарантируют его высокую эффективность.
Он изготовлен из алюминия высшего качества и подвергается ряду проверок в процессе производства. Изнутри в процессе электрофореза он покрывается специальным покрытием, препятствующим межкристаллитной коррозии, благодаря чему возможно подключение излучателя к любой системе, в том числе и к медной. Рабочие параметры радиатора гарантируют его высокую эффективность.
Как производятся алюминиевые радиаторы KFA Armatura?
Все начинается с маленьких алюминиевых стержней, называемых свиноматками. Для производства наших алюминиевых радиаторов мы используем высококачественное сырье с повышенными требованиями к группе элементов химического состава по стандарту Armatura на основе стандарта PN-EN 1676. Мы тестируем этот состав для каждого процесса плавки с помощью спектрометра типа Spectromax и проверяем кристаллографическую структуру с помощью микроскопа.
Затем алюминиевые свиноматки помещают в плавильную печь, где они плавятся при температуре около 850°С. После этого материал транспортируется к нагревательным печам, установленным на литейных машинах. После завершения процесса слепки строго контролируются как визуально, так и с помощью рентгеновского аппарата. Далее, после механообработки, включающей в себя ряд операций, связанных с точным шлифованием поверхности, сваркой заглушки, нарезания резьбы и болтового соединения, мы проверяем герметичность наших радиаторов.
После завершения процесса слепки строго контролируются как визуально, так и с помощью рентгеновского аппарата. Далее, после механообработки, включающей в себя ряд операций, связанных с точным шлифованием поверхности, сваркой заглушки, нарезания резьбы и болтового соединения, мы проверяем герметичность наших радиаторов.
Следующий этап производственного процесса связан с защитой радиаторов от коррозии при фтороцирконовой и анафорезной обработке. Благодаря анафорезному лакированию мы получаем прочное покрытие с высокой устойчивостью к коррозии. На последнем этапе радиаторы покрывают электростатическим порошковым покрытием и помещают в печи, где происходит полимеризация лака (при температуре около 200°С). После этого радиаторы упаковываются и транспортируются к нашим клиентам.
КФА Арматура КФА Арматура
Радиатор ‒ теплый элемент вашего интерьера ‒ бесценный зимой, дремлющий летом. Он изготовлен из алюминия высшего качества и подвергается ряду проверок в процессе производства. Изнутри в процессе электрофореза он покрывается специальным покрытием, препятствующим межкристаллитной коррозии, благодаря чему возможно подключение излучателя к любой системе, в том числе и к медной. Рабочие параметры радиатора гарантируют его высокую эффективность.
Изнутри в процессе электрофореза он покрывается специальным покрытием, препятствующим межкристаллитной коррозии, благодаря чему возможно подключение излучателя к любой системе, в том числе и к медной. Рабочие параметры радиатора гарантируют его высокую эффективность.
Как производятся алюминиевые радиаторы KFA Armatura?
Все начинается с небольших алюминиевых стержней, называемых свиноматками. Для производства наших алюминиевых радиаторов мы используем высококачественное сырье с повышенными требованиями к группе элементов химического состава по стандарту Armatura на основе стандарта PN-EN 1676. Мы тестируем этот состав для каждого процесса плавки с помощью спектрометра типа Spectromax и проверяем кристаллографическую структуру с помощью микроскопа.
Затем алюминиевые свиноматки помещаются в плавильную печь, где они плавятся при температуре около 850°С. После этого материал транспортируется к нагревательным печам, установленным на литейных машинах. После завершения процесса слепки строго контролируются как визуально, так и с помощью рентгеновского аппарата. Далее, после механообработки, включающей в себя ряд операций, связанных с точным шлифованием поверхности, сваркой вилки, нарезания резьбы и болтового соединения, мы проверяем герметичность наших радиаторов.
Далее, после механообработки, включающей в себя ряд операций, связанных с точным шлифованием поверхности, сваркой вилки, нарезания резьбы и болтового соединения, мы проверяем герметичность наших радиаторов.
Следующий этап производственного процесса связан с защитой радиаторов от коррозии при обработке фтороцирконом и анафорезом. Благодаря анафорезному лакированию мы получаем прочное покрытие с высокой устойчивостью к коррозии. На последнем этапе радиаторы покрывают электростатическим порошковым покрытием и помещают в печи, где происходит полимеризация лака (при температуре около 200°С). После этого радиаторы упаковываются и транспортируются к нашим клиентам.
алюминиевые радиаторы0 0 0 0
Индекс:
789-100-44
ЦВЕТ:
Белый
RAL:
RAL 9010
EAN:
5907571780681
PKWIU:
9.99.99.2980681. настенныйматериал:
алюминий
Производство:
Польша
Работает с медной системой:
да
связь:
сторона
Общая высота секции [мм]:
573
Монтажная высота [мм]:
500
Общая ширина [мм]:
804
Глубина сечения [мм]:
90
Объем воды [дм3]:
3,0
Вес нетто [кг]:
13,11
Максимальная температура воды [°C]:
95
Рабочее давление до [МПа]:
2. 0
0
Тепловая мощность одной секции при Δt=30°C [Вт]:
578,0 Вт
Тепловая мощность одной секции при Δt=50°C [Вт]:
1118,2 Вт
Упаковка содержит:
Алюминиевый радиатор G500F, инструкция по установке, гарантия
Гарантия:
20 лет
Сертификаты и декларации:
Изделие изготовлено по стандарту ПН-ЕН 442-1:2015-02, имеет Гигиенический Аттестат, Декларацию о Соответствии.
Загрузите файлы:
- picture_G500F_10_section_alumini… .jpg
- picture_G500F_10_section_alumini… .png
- picture_G500F_10_section_alumini… .png
- picture_G500F_10_section_alumini… .png
- G500F_10_section_aluminium_radiator.3ds
- G500F_10_section_aluminium_radiator.dwg
- technical_drawing_G500F_10_secti … .jpg
- Uniwersalny_atest_higieniczny.pdf
- Grzejnik_G500F_10_DWU_1_2021.pdf
- Product_sheet_G500F_10_section_aluminium_radiator. pdf
- Product_sheet_G500F_10_section_aluminium_radiator.xlsx
 pdf
pdf- Oświadczenie techniczne odnośnie… .pdf
- Инструкция по монтажу и обслуживанию ора… .pdf
алюминиевые радиаторы
Алюминиевый радиатор G500F с ионами серебра
КФА Арматура алюминиевые радиаторы
Алюминиевый радиатор G500F/D с ионами серебра
КФА Арматура алюминиевые радиаторы
G500F/D/1 Правая секция радиатора с ионами серебра с нижним подключением и прямым блоком поперечного подключения
КФА Арматура алюминиевые радиаторы
G500F 4-секционный алюминиевый радиатор
КФА Арматура алюминиевые радиаторы
G500F 10-секционный алюминиевый радиатор, черный
КФА Арматура алюминиевые радиаторы
G500F 10-секционный алюминиевый радиатор, графит
КФА Арматура алюминиевые радиаторы
G500F 6-секционный алюминиевый радиатор
КФА Арматура алюминиевые радиаторы
G500F/D/1 Правая секция радиатора с ионами серебра с нижним подключением и угловым узлом поперечного подключения
КФА Арматура алюминиевые радиаторы
Паяные алюминиевые радиаторы— алюминиевые радиаторы DeWitts™ Direct Fit®
Любой может изготовить алюминиевые радиаторы. Все, что вам нужно, это ножницы, чтобы разрезать материал, тормоз, чтобы согнуть материал в коробку, и сварочный аппарат, чтобы прикрепить резервуары коробки к сердечнику. Благодаря популярности алюминиевых радиаторов и минимальным вложениям в оборудование, показанное ниже, десятки людей начали производить радиаторы и продавать их через Интернет.
Все, что вам нужно, это ножницы, чтобы разрезать материал, тормоз, чтобы согнуть материал в коробку, и сварочный аппарат, чтобы прикрепить резервуары коробки к сердечнику. Благодаря популярности алюминиевых радиаторов и минимальным вложениям в оборудование, показанное ниже, десятки людей начали производить радиаторы и продавать их через Интернет.
У большинства из этих парней действительно впечатляющие веб-сайты или аукционные магазины, и трудно отличить реальный бизнес от человека, работающего в своем гараже. Некоторые дилеры могут вообще не производить радиаторы, а вместо этого покупать их за границей, что обычно означает в Китае. Многие китайские компании производят полностью алюминиевые радиаторы, но они также продают сердцевины радиаторов.
Термин «сердечник» обычно неправильно используется в отношении рядов труб, используемых в сердечнике. На самом деле не существует такой вещи, как 4 ядра, это просто то, что передавалось из поколения в поколение и всегда будет использоваться неправильно.
«Ядро» на самом деле представляет собой сумму группы частей. Это включает в себя коллекторы, которые представляют собой пластину с несколькими прорезями, в которую припаяны все концы труб. Набор трубок, ребер и боковых каналов составляет оставшуюся часть сердечника. Сердцевина и только сердцевина определяет эффективность излучателя, в котором она используется.
Алюминиевые сердцевины радиаторов спаиваются в печи для соединения труб, ребер и коллекторов. Этот процесс пайки обычно называют CAB (пайка в контролируемой атмосфере) или Nocolok® по названию флюса, используемого в процессе.
Типичная печь CAB состоит из нескольких секций, которые скреплены болтами, образуя большую единую систему. Эта сборка может иметь длину 75-150 футов и стоить до одного миллиона долларов.
Перед пайкой сердечников их необходимо очистить и офлюсовать. Самый распространенный способ нанесения флюса — смешать флюс с водой и распылить его на сердечник. Флюсовая машина обычно имеет несколько зон, включая зону нанесения распылением, зону нагнетания воздуха и секцию сушки. Флюсовая машина должна быть изготовлена из нержавеющей стали, чтобы предотвратить ржавчину. Механизм конвейерной ленты используется для перемещения детали через три зоны в печь для обезвоживания. Отдельный резервуар с двигателем перемешивания используется для перемешивания суспензии воды и флюса. Для перекачки смеси используются специальные мембранные насосы.
Флюсовая машина должна быть изготовлена из нержавеющей стали, чтобы предотвратить ржавчину. Механизм конвейерной ленты используется для перемещения детали через три зоны в печь для обезвоживания. Отдельный резервуар с двигателем перемешивания используется для перемешивания суспензии воды и флюса. Для перекачки смеси используются специальные мембранные насосы.
В одних областях ядра требуется больше флюса, чем в других, но большинство компаний просто применяют одинаковое количество везде, потому что это проще. Мы выбираем трудный путь, потому что конечный результат явно лучше. На фотографии (справа) показано, как смесь 15% флюса и воды распыляется на активную зону, заливая трубу и секцию ребра. Это гарантирует, что 100% внутренних компонентов покрыты флюсом, но в меньшем процентном соотношении, чтобы свести к минимуму накопление избыточного флюса и засорение ребер.
После машинного флюсования сердцевины удаляются, а на область трубы и коллектора наносится второй слой флюса. Это наиболее критическая область активной зоны, и здесь используется более высокая (30%) концентрация флюса/спирта.
Это наиболее критическая область активной зоны, и здесь используется более высокая (30%) концентрация флюса/спирта.
Пайка алюминия требует огромных инвестиций, а стоимость эксплуатации этого оборудования очень высока. Единственный способ для производителей радиаторов получить сердечники — это купить их у кого-то, у кого есть такая возможность. Реальность такова, что пайка CAB довольно редка и обычно предоставляется крупным поставщикам автомобилей. Есть дилеры, которые продают сердечники, но почти все эти блоки импортные и качество неизвестно. Нет контроля качества, спецификаций или стандартов, которым нужно соответствовать. В большинстве случаев утечка не обнаруживается до тех пор, пока радиатор не будет завершен, а испытание под давлением не выявит утечку в сердцевине, которую можно устранить только с помощью эпоксидной смолы.
Дефекты сердцевины можно практически устранить с помощью CAB, если соблюдаются все процессы и осуществляется контроль качества. Все алюминиевые детали должны быть очищены от всех штамповочных масел перед флюсованием и пайкой. Концентрация флюса должна быть правильной и регулярно регулироваться. Профиль пайки в печи (температурные настройки и скорость ленты) должен соответствовать заданной массе, а атмосфера не должна содержать кислород. Если все эти пункты будут соблюдены в точности, процесс CAB позволит получить сердцевины без утечек и превосходное соединение ребер. И наоборот, если какой-либо из этих пунктов не будет выполнен правильно, возникнут дефекты. Эти дефекты могут быть чем-то очевидным, например, незакрепленное ребро или зазоры в соединениях трубы и коллектора. Темные пятна или обесцвеченные участки могут указывать на плохую промывку или наличие загрязнения и, следовательно, на слабую пайку.
Концентрация флюса должна быть правильной и регулярно регулироваться. Профиль пайки в печи (температурные настройки и скорость ленты) должен соответствовать заданной массе, а атмосфера не должна содержать кислород. Если все эти пункты будут соблюдены в точности, процесс CAB позволит получить сердцевины без утечек и превосходное соединение ребер. И наоборот, если какой-либо из этих пунктов не будет выполнен правильно, возникнут дефекты. Эти дефекты могут быть чем-то очевидным, например, незакрепленное ребро или зазоры в соединениях трубы и коллектора. Темные пятна или обесцвеченные участки могут указывать на плохую промывку или наличие загрязнения и, следовательно, на слабую пайку.
К сожалению, визуальные осмотры являются лишь частью процесса оценки, и необходимо провести разрушающие испытания, чтобы определить процент соединения ребер по всей глубине сердечника. После создания профиля пайки и пайки множества сердечников сердечник разрезают, чтобы проверить соединение внутренних ребер. Вышеприведенная фотография является примером плохого нанесения флюса, и соединение ребер было установлено только на внешних краях сердцевины. В результате это ядро эффективно только на 50%, и это невозможно обнаружить при визуальном осмотре.
Вышеприведенная фотография является примером плохого нанесения флюса, и соединение ребер было установлено только на внешних краях сердцевины. В результате это ядро эффективно только на 50%, и это невозможно обнаружить при визуальном осмотре.
Ваш поставщик радиаторов может рекламировать себя как лучшего в своем деле по качеству сварных швов или превосходным технологиям изготовления, но сердцевина может быть низкого качества, и они даже не подозревают об этом. Радиатор с самыми красивыми сварными швами и полированными баками может выглядеть как произведение искусства, но может работать не так хорошо, как должен. Радиатор DeWitts является единственной компанией по производству радиаторов вторичного рынка, которая владеет и управляет печью CAB. Мы контролируем весь процесс в доме, гарантируя качество изготовленного ядра. Мы сами скручиваем плавник, штампуем коллекторы и собираем сердечники в современных стержнегенераторах.
Каждая часть ядра важна, но качество заголовков абсолютно необходимо. Прорези для трубок должны быть пробиты с максимальным зазором 0,002 дюйма для хорошей посадки трубки. В то время как другие используют материал с односторонней оболочкой, DeWitts использует двустороннюю оболочку для всех коллекторов. Это обеспечивает угловое соединение вокруг трубы с обеих сторон коллектора, удваивая прочность соединения.
Прорези для трубок должны быть пробиты с максимальным зазором 0,002 дюйма для хорошей посадки трубки. В то время как другие используют материал с односторонней оболочкой, DeWitts использует двустороннюю оболочку для всех коллекторов. Это обеспечивает угловое соединение вокруг трубы с обеих сторон коллектора, удваивая прочность соединения.
Лучшее и сильное ядро просто невозможно построить. Использование материала с двойной оболочкой .080 и экструдированных боковых каналов обеспечивает сердечник, достаточно прочный, чтобы выдерживать более миллиона циклов давления без разрушения соединения трубы с коллектором.
Стандартные боковые каналы радиатора имеют U-образную форму. Эти каналы очень слабые и имеют тенденцию сгибать и ломать плавник с очень небольшим усилием. В сердцевинах радиаторов DeWitts используются экструдированные конструкционные трубки для всех боковых каналов. Процесс экструзии не только позволяет создавать несколько форм, но и создает сердцевину, которая в три раза прочнее, чем изготовленный лист.
Доступны открытые U-образные, прямоугольные и шляповидные каналы типа GM.
Профили пайки создаются для каждого сердечника на основе общего веса. Температура печи и скорость ленты регулируются на основе обратной связи с регистратором данных. Регистратор хранится в специальном «горячем ящике» из нержавеющей стали, а термопары прикреплены непосредственно к сердечнику, чтобы гарантировать, что материал достигает оптимальной температуры пайки для текучести оболочки. Затем результаты загружаются в компьютер для анализа и при необходимости вносятся коррективы.
Эти дополнительные этапы и меры контроля качества выполняются задолго до процесса создания радиатора. Мы начали изготавливать сердечники самостоятельно, потому что это был единственный способ убедиться, что все сделано правильно и дефекты устранены. Теперь, когда у нас есть качественная сердцевина, мы можем приступить к изготовлению радиатора.
Сердечники перемещаются в наш производственный отдел, где будут приварены концевые резервуары и установлены входные и выходные трубы.