Видео
Акции
- Товары по акции
- Наборы со скидкой
Станки BlackSmith
Обзорное видео по инструменту и оборудованию Blacksmith
Обзорное видео о кузнечных станках и инструменте для ковки Blacksmith
Быстрый обзор оборудования Blacksmith!
Станок художественного проката металла PR1-60 Blacksmith
Пресс ручной MP1 Blacksmith многофункциональный
Пресс гидравлический кузнечный GP1-16 Blacksmith
Универсальные станки
Универсальный станок для ковки UNV3 BlackSmith
Универсальный станок для ковки UNV2 BlackSmith
Ручная гибка
В работе: MB21-30 ручной инструмент для гибки металла (Сделано в России)
Инструмент ручной для гибки металла MB20-12 Blacksmith
Инструмент ручной гибочный универсальный MB22-70 Blacksmith
Инструмент ручной MB30-6×50 BlackSmith гибочный универсальный
Инструмент универсальный MB31-6×50 ручной гибочный BlackSmith
Инструмент M3-G для гибки и устан. заклепок BlackSmith
заклепок BlackSmith
Гибка завитков
В работе: инструмент для гибки завитков Blacksmith M3-V9
В работе: инструмент для гибки завитков M3-V1 Blacksmith
Обзор: инструмент для гибки завитков Blacksmith M3-V1
Обзор: инструмент для гибки завитков Blacksmith M3-V9
Комплект ручных инструментов для гибки завитков Blacksmith M3-V9
Инструмент для гибки завитков M3-V1 Blacksmith
Инструмент кузнечный MB25-30 для гибки завитков BlackSmith
Станок для гибки кузнечных валют V2-16 Blacksmith
Набор инструментов M3-V9 для гибки кузнечных волют BlackSmith
Гибка лапок
Станок LP4 Blacksmith для раскатки окончаний «лапок» и формировки трубы
Кузнечный блок UNV-LP к станку UNV3 Blacksmith – формовка окончаний «лапка», прокат трубы
Кузнечный станок для “плотной” лапки LP-120 BlackSmith
Станок для “лапок” LP4 BlackSmith
Гибка хомутов
В работе: инструмент для гибки “хомутов” Blacksmith M05-GX
Инструмент MB21-30 ручной универсальный гибочный BlackSmith
Инструменты кузнечные для хомутов: M06LX + M3-R + M05-GX BlackSmith
Скручивание
В работе: инструмент для продольного скручивания M3-TR
Инструмент изготовления “корзинок” и торсировки M04В-KR Blacksmith
Инструмент изготовления “корзинок” M04A-KR Blacksmith
Станок для изготовления “корзинок” TR3-25 BlackSmith
Инструмент M3-TR для продольного скручивания BlackSmith
Ковка
Горн с горелкой (пропан, воздух) Blacksmith GOR-1
Индукционные нагреватели HD-15DG и HD-25DG Blacksmith
Вентиляторы для горна кузнечного – серия VT1 Blacksmith
Молот кузнечный KM1-16R Blacksmith (16 кг)
Молот пневматический кузнечный KM1-20R Blacksmith (20 кг)
Молот кузнечный KM1-25R Blacksmith (25 кг)
Нагреватель индукционный HD-25kW для худож. ковки BlackSmith
ковки BlackSmith
Универсальные трубогибы
Трубогиб ручной универсальный MB32-25 в работе Blacksmith | Гибка круглой, профильной трубы и прутка
Трубогиб ручной MB33-15 универсальный BlackSmith
Трубогиб ручной MB32-25 универсальный Blacksmith
Трубогиб ручной MB34-50 универсальный
Профилегибы
Ручной трубогиб MTB10-40: сравнение с трубогибами других производителей
Трубогиб ETB51-40HV, профилегиб Blacksmith
Трубогиб TG3, профилегиб Blacksmith
Трубогиб MTB10-40, профилегиб Blacksmith
Трубогиб профилегиб MTB30-40, MTB30-50 Blacksmith
Ручные трубогибы
Сделали теплицу своими руками: трубогиб BendMax-300 в работе
Обзор: ручной трубогиб MTB10-40
Трубогиб BendMax-300 в работе
Трубогиб BendMax-200 в работе
Обзор трубогиба BendMax-200 (профилегиба) Smart&Solid
Обзор трубогиба BendMax-300 (профилегиба) Smart&Solid
Трубогиб ручной гидравлический МPB10 Blacksmith
Трубогиб ручной MTB31-40, профилегиб Blacksmith
Трубогиб ручной M07-TG Blacksmith (профилегиб)
Гидравлические трубогибы
Трубогиб гидравлический HTB80-70 Blacksmith
Трубогиб гидравлический универсальный HPB-1000 Blacksmith
Электрические трубогибы
Трубогиб электрический TG4 Blacksmith
Трубогиб электрический ETB70-60 Blacksmith, профилегиб
Трубогиб электрический ETB60-50HV Blacksmith, профилегиб
Трубогиб электрический ETB40-50HV Blacksmith, профилегиб
Трубогиб электрический ETB31-40, профилегиб Blacksmith
Трубогиб ETB70-60, профилегиб Blacksmith
Электрогидравлические трубогибы
Трубогиб электрогидравлический EPB10 Blacksmith
Резка/рубка металла
Инструмент резки металла MR10-16 Blacksmith
Инструмент для резки, рубки металла MR11-22 Blacksmith
Дисковый инструмент для резки металла MR8 Blacksmith
Инструмент для резки, рубки металла MR2-20 Blacksmith
Станок для рубка металла (гидравлический) GN1-25 Blacksmith
Обрезка седловин
Приспособление обрезки седловин на торцах труб TN4-75 Blacksmith
Приспособление обрезки седловин на трубах TN2-50 Blacksmith
Инструмент вырубки седловин на торцах труб TN1-19-25-31 Blacksmith
Инструмент вырубки седловин на торцах труб TN1-38-50 Blacksmith
Пробивка отверстий
Инструмент для резки и гибки полосы M3-R Blacksmith
Инструмент для пробивки отверстий MD20 Blacksmith
Инструмент для резки металла, пробивки отверстий MR15-22 Blacksmith
Инструмент M3-R для резки и пробивки BlackSmith
Ленточные станки
Ленточнопильный станок S20. 12 Blacksmith с ручным подъёмом и гидроразгрузкой опускания
12 Blacksmith с ручным подъёмом и гидроразгрузкой опускания
Ленточнопильный станок S13.11 Blacksmith с ручным подъёмом и опусканием
Ленточно-шлифовальный станок GM15-150/2-B Blacksmith
Ленточно-шлифовальный станок GM1-100-B Blacksmith
Струбцины
Струбцина-тиски 90° WA1-100 Blacksmith
Струбцина-тиски 90° WA1-60 Blacksmith
Угловая струбцина 90 градусов WA1-60/100 для сварки. Blacksmith
Магнитные угольники
Магнитные угольники MAG601-615 Smart&Solid
Самодельный трубогиб для профильной трубы: чертеж, видео
Для хозяйственных нужд, можно сделать трубогиб самостоятельно. Конечно же, можно купить такой инструмент в специализированном магазине, но зачем. Ведь часто он не будет использоваться. Для этой несложной затеи нужно собрать все навыки и накопленный опыт. Итак, можно приступать.
Ведь часто он не будет использоваться. Для этой несложной затеи нужно собрать все навыки и накопленный опыт. Итак, можно приступать.
Содержание
- Где же используют?
- Виды
- Процесс работы своими руками
- Как сделать самостоятельно трубогиб для профильных труб?
Где же используют?
Самым популярным и доступным строительным материалом всегда считались трубы. Из них можно соорудить все что угодно, особенно если имеется частный дом с земельным участком. Кроме того, этот практически универсальный материал получил широкое применение в промышленной области, а также в строительном деле. Для личных нужд трубы используют для создания теплиц, заборов, ворот, мест для отдыха на природе. Поэтому имея трубогиб, всегда можно найти ему применение.
Чтобы соорудить нужную конструкцию необходимо поработать с трубами и придать им вид деталей, для этого нужно их согнуть. В этом деле верным помощником и будет трубогиб, который может позволить согнуть трубу до 180 градусов.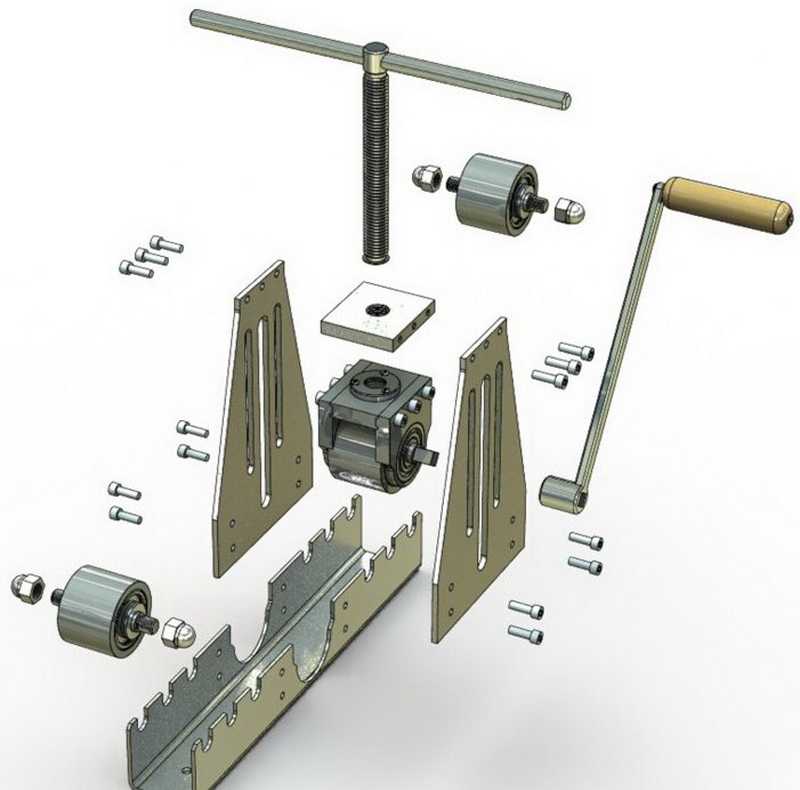 Он применим как для труб из металла, так и металлопластика. С его помощью меняется форма трубы, создается незаменимая деталь сооружения. Сам изгиб трубы получается согласно заданной установке.
Он применим как для труб из металла, так и металлопластика. С его помощью меняется форма трубы, создается незаменимая деталь сооружения. Сам изгиб трубы получается согласно заданной установке.
Виды
В зависимости от вида труб, специализированные трубогибы бывают с ручным приводом и имеющие гидропривод. В первом случае, они используются в целях изгиба небольших труб с маленьким диаметром. Во втором – для изгиба более широких труб, где диаметр около восьми сантиметров.
Такое изделие в основном используют в массивных работах. Трубогибы в промышленной области могут быть сделаны в различной форме. Самым удобным вариантом считается тот, который работает от электрической сети.
С таким механическим потенциалом такие трубогибы достигают самого лучшего результата, с точностью создают угол изгиба и его радиус. Нужно отметить, что при деформации формы трубы, аналогичные последствия для ее внутренней части не наступают.
Виды трубогибов относительно способа изгиба:
- трубогиб, в котором элементом, делающим деформацию, выступает форма специального диаметра;
- трубогиб, в котором изгиб выполняют пружинные механизмы.
 Такой трубогиб применим для деформации труб из сплава металла и пластика;
Такой трубогиб применим для деформации труб из сплава металла и пластика; - трубогиб, в котором изгиб создается растяжкой труб по окружности сегмента;
- трубогиб для труб с тонкими стенами, изгиб, в котором создается на небольшой радиус с применением дорнов из стали, пластика и латуни.
 Такой трубогиб применим для деформации труб из сплава металла и пластика;
Такой трубогиб применим для деформации труб из сплава металла и пластика;В работе при создании изгиба нужно помнить о том, какие радиусы для нее приемлемы, опираясь на знания о ее диаметре и толщине ее стенок. Для познания возможных радиусов необходимо использовать специализированную литературу. В обратном случае, если перестараться с изгибом, его качество и функциональность трубы станут гораздо ниже.
Процесс работы своими руками
Казалось бы, что может быть проще, чем гнуть трубы? Но, эта работа очень ответственна и нуждается в особом внимании и внимательности. Так как, если изделие подобрать неверно, можно приобрести уйму проблем, таких как повреждения и неправильная деформация. Эти проблемы будут способствовать ухудшению пропускных свойств трубы и уменьшению их прочных преимуществ.
Поэтому стоит подбирать трубогиб, учитывая его характеристики и возможности трубы. Разногласий быть не должно.
Так как они имеют разные характеристики, начиная материалом, из которого они сделаны до диаметра, характеристик стенок и наименьшего радиуса изгиба, необходимо обязательно пользоваться специальной таблицей показателей.
Конечно же, делать изгиб на них с минимальным радиусом возможно, но хорошее качество изгиба никто не гарантирует.
Итак, как же изготовить самостоятельно?
Самым простым способом является создание изгиба, применяя шаблон. Он подойдет как для труб из алюминия, так и для труб из стали.
Чтобы изготовить тот самый шаблон необходимо иметь доски, которые немного больше чем диаметр трубы, которую необходимо согнуть. Во избежание вываливания трубы из шаблона, нужно имеющиеся доски выпилить под наклоном.
После того как выпиленные доски соединили вместе, нужно произвести их фиксацию на прочном основании. Кроме этого, опору, которая будет создавать изгиб трубы необходимо тоже укрепить в определенном месте.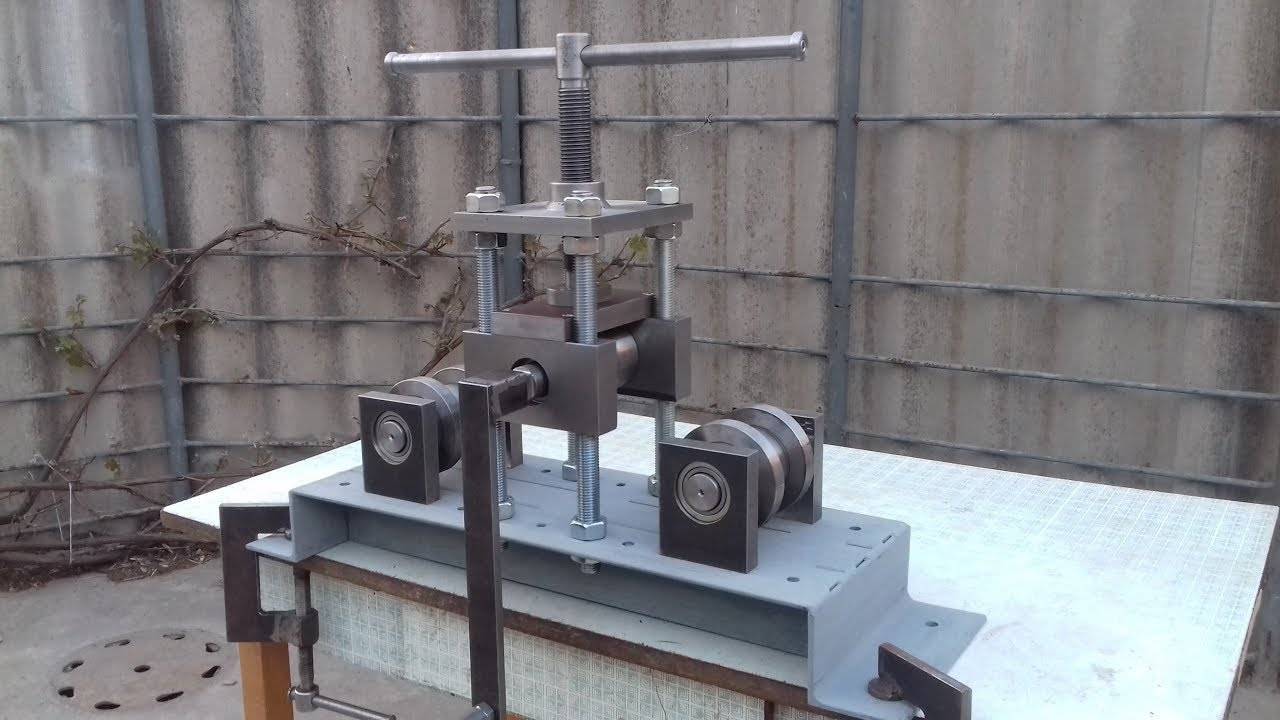 Это самый простой вариант самодельного трубогиба.
Это самый простой вариант самодельного трубогиба.
Один конец трубы, которая будет подвергаться деформации нужно поставить на место, находящиеся между опорой и шаблоном. Далее, плавными движениями руки, держась за второй конец трубы создать изгиб. Для удобства можно использовать рычаг, вставив в трубу кусок арматуры или трубу, которая подвергается деформации, вставить в трубу диаметром побольше.
Чтобы не поломать трубу, нужно постараться не допустить изгиба трубы в центральном месте шаблона.
Похожий по своей сути шаблон вполне реально соорудить с помощью крючков из металла, зафиксировав их на деревянном листе согласно линии изгиба. Крючки из металла использовать очень удобно и практично, их можно переставлять с целью корректирования траектории изгиба.
Самые легкие варианты самодельных трубогибов открывают возможность деформировать не только трубы с тонкими стенками, но и трубы со стенками потолще. В этих целях нужно применять ручную лебедку.
С ее помощью можно придавать форму даже мощнейшим профильным конструкциям. Особенностью для этой работы служит то, что при подготовке деревянного шаблона не стоит его пилить под наклоном, а определенными ограничениями нужно произвести фиксацию трубы.
Особенностью для этой работы служит то, что при подготовке деревянного шаблона не стоит его пилить под наклоном, а определенными ограничениями нужно произвести фиксацию трубы.
Во многих специализированных цехах встречаются подобные изделия. Их можно сделать своими руками. Самым трудоемким процессом в изготовлении такого изделия является выбор или создание нужного шаблона и роликовых деталей, поскольку окружность трубы определяет уровень качества изгиба.
Если же изделие предполагает работу с трубами, обладающими гибкостью, шаблоны и ролики из стали необходимо заменить на похожие части из дерева.
Ролики вытачиваются в токарном цеху на специальном станке. Возможен вариант вырезания таким инструментом, как лобзик. С этой целью необходимо нарезать окружности из древесины разных диаметров под наклоном в нужную сторону, которые впоследствии будут соединяться. После этого потребуется ролик отшлифовать. Чтобы добавить прочности в изделие, необходимо закрепить его пластинами из металла.
Чтобы добиться наибольшего радиуса, нужно использовать трубогиб прокатный. Его конструкцию тоже несложно воссоздать. Создавая его нужно ориентироваться на материал труб, которые будут поддаваться деформации.
В случае если изделие предполагает работу с трубами, имеющими определенную гибкость, тогда его поверхностную часть необходимо делать из древесины. Это достаточно удобно, поскольку, когда детали из дерева придут в негодность, заменить их не составит большого труда.
При неэффективности деталей из дерева, их в любой момент можно будет заменить на детали из металла.
Итак, прокатный трубогиб в большинстве своих частей сделан из дерева. Ролики могут изготавливаться как из дерева, так и из полиуретана. Подшипники могут выступать в роли роликов. Но в таком случае изделие необходимо плотно закрепить.
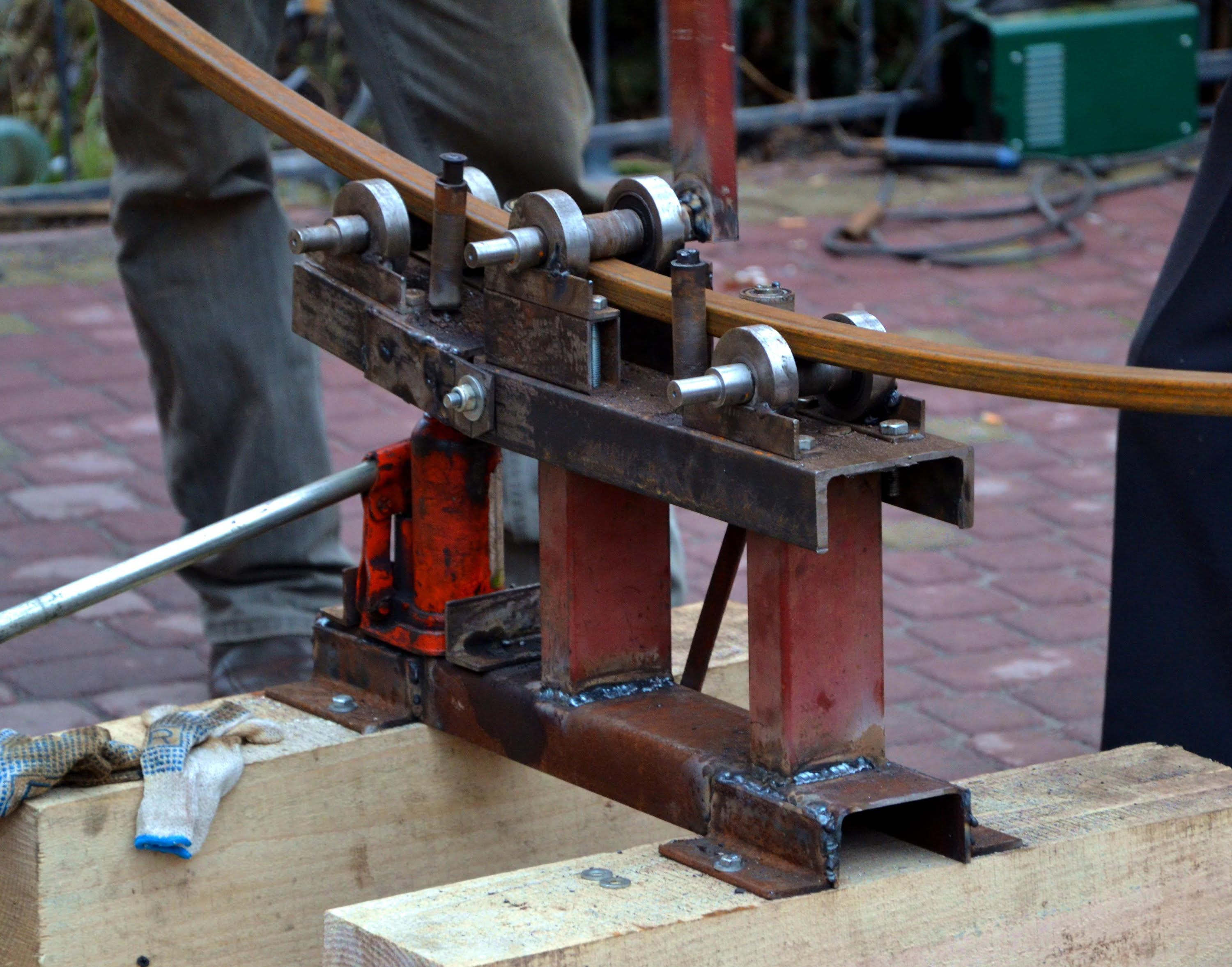
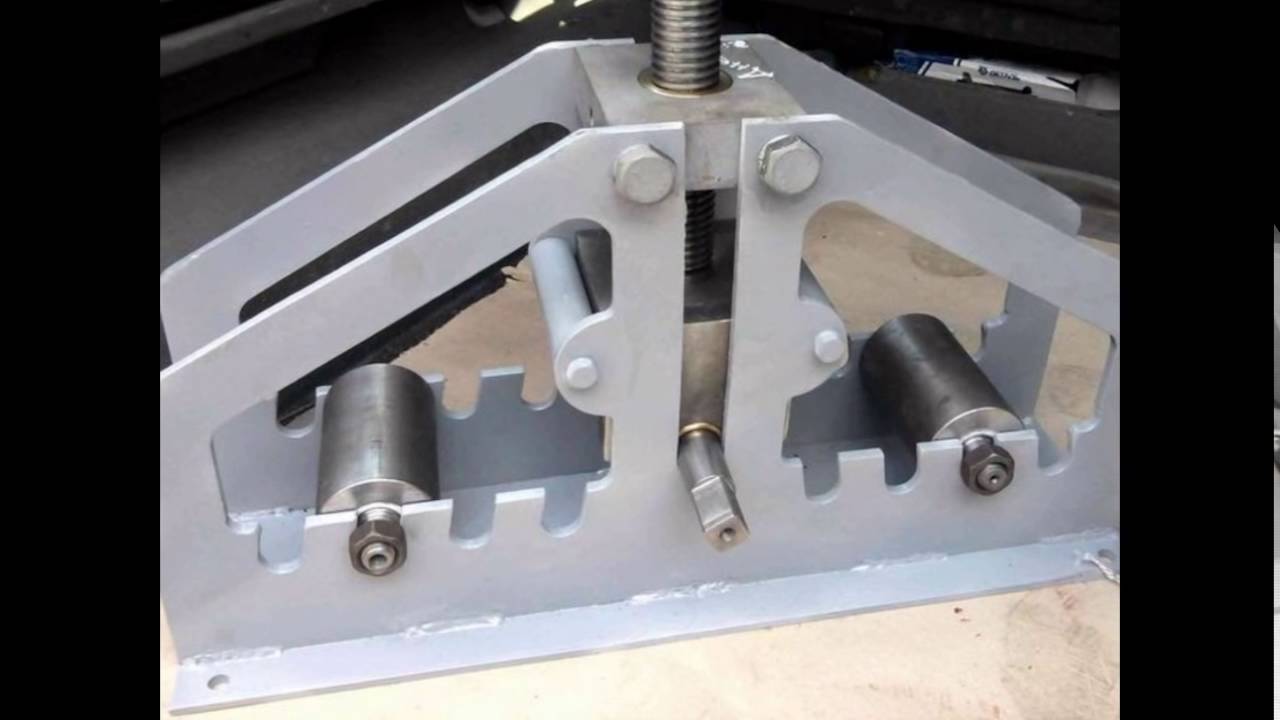
Расстояние между роликовыми деталями является определяющей свойств трубогиба. Чем оно больше, тем сил на изгиб будет затрачено меньше. Но особенностью является то, что большой участок трубы не подвергается деформации из-за наименьшего радиуса.![]()
На этапе создания проекта трубогиба необходимо продумать вариант наличия роликов с боков в разных положениях. Это придаст универсальность изделию. В боках устанавливаются фиксаторы из стали. Они фиксируют трубу в перпендикулярном положении относительно оси роликов. В обратном случае, спиральный изгиб трубы обеспечен.
С помощью полоски из металла, в которой имеется центральная резьба нужного диаметра, необходимо внизу затянуть ролик. При плавном затягивании, труба проскальзывает в трубогибе. Кроме этого, труба прогоняется при прокатном действии полосы.
Для того чтобы достичь изгибов маленького радиуса нужно будет произвести прогоны в пределах 100. Скорость прогона должна быть равномерной, это обеспечит отсутствие деформации окружности изгиба. В случае наличия шва на внешней части трубы, нужно понаблюдать, чтобы шов в процессе проката был в одностороннем положении.
Как сделать самостоятельно трубогиб для профильных труб?
Для начала необходимо определиться с чертежом будущего трубогиба. После того как чертеж будет готов, важным этапом является выточка роликов и оправы для подшипников. Ориентируясь на имеющиеся подшипники, сделать выбор тех размеров валов, которые нужны. Звездочки, вообще, необязательный элемент, единственный ролик будет создавать привод. Учитывая рекомендации специалистов, такой вариант может привести к буксировке всего изделия.
После того как чертеж будет готов, важным этапом является выточка роликов и оправы для подшипников. Ориентируясь на имеющиеся подшипники, сделать выбор тех размеров валов, которые нужны. Звездочки, вообще, необязательный элемент, единственный ролик будет создавать привод. Учитывая рекомендации специалистов, такой вариант может привести к буксировке всего изделия.
Домкрат может выполнять функцию винта. Помните, что основным элементом все же являются валы.
После того как чертеж, после внесения уточнений, приобретет идеальное состояние, можно приступать к выбору материалов. Как вариант можно постараться сделать валы под несколько диаметров труб и для профильной трубы, в том числе.
При выборе материалов лучше не скупиться, а приобрести довольно качественные изделия. Ведь от этого зависит качество всего станка.
После того как процесс нарезки резьбы будет закончен, можно приступать к созданию прорезки отверстий в кольцах. С помощью шпонки будет осуществляться фиксация шестерни. Делая отверстия необходимо не забыть сделать выточки для шпонки. После создания в уплотнительных кольцах отверстий нужно приступить к нарезке резьбы для болтов. Для удобства крепления домкрата, при необходимости, лучше срезать одну из полок.
Делая отверстия необходимо не забыть сделать выточки для шпонки. После создания в уплотнительных кольцах отверстий нужно приступить к нарезке резьбы для болтов. Для удобства крепления домкрата, при необходимости, лучше срезать одну из полок.
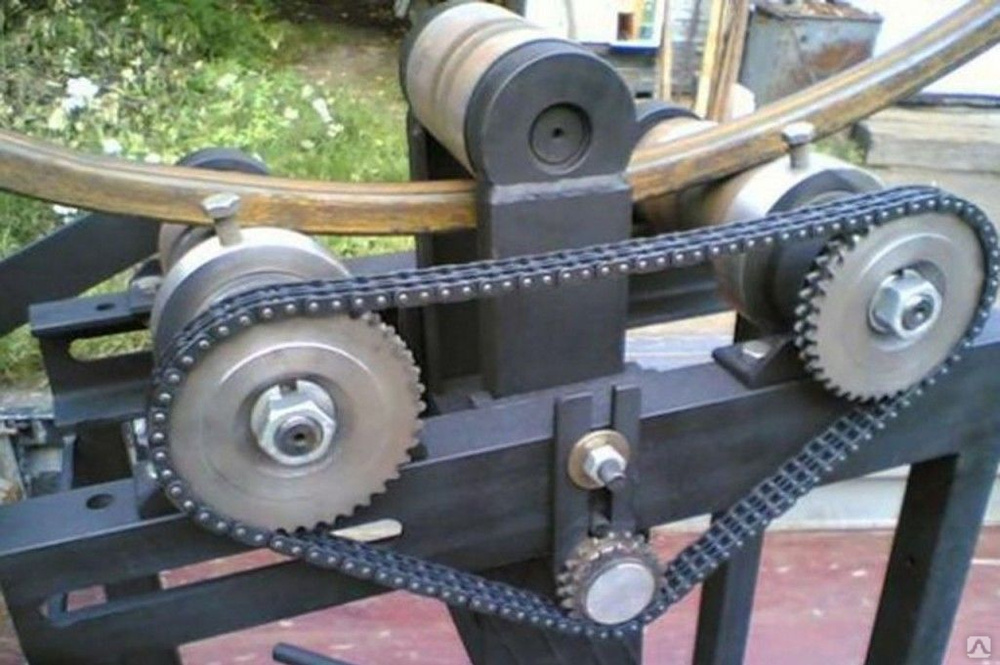
Затем следует этап процесса сварки. После сбора всего изделия необходимо с помощью сварки закрепить ножки. Помня о важности валов, прикручиваем их. После установки гаек с пружинами, фиксируем для них своеобразную площадь. Учтите, что верхнюю опору необходимо закрепить болтами, на случай дальнейшего изъятия вала.
По аналогии, с помощью сверла закрепляем нижние опорные элементы. После натяжки цепей, нужно придумать своеобразный держатель. В его качестве может выступить уголок из магнита. Закручивая звезды, нужно не забывать о шпонках. В качестве этих деталей может выступить нарезной гравер. После установки натяжки, нужно сделать ручку, которая будет вращаться. Позаботьтесь о своих руках, установив в ручке трубу, которая будет ей помогать это делать. Приварив несколько болтов, нужно установить домкрат на специальной площади.
Приварив несколько болтов, нужно установить домкрат на специальной площади.
Итак, станок готов! Он будет служить довольно долго, при правильном сборе всех деталей должен легко прокручиваться, а трубы гнуть просто замечательно. При желании станку можно придать более привлекательный внешний вид, покрасив его.
59 фото гениальных идей для создания механизма
Каждому владельцу большого садового участка или небольшого коттеджа, хоть раз в жизни (как минимум) может понадобиться трубогиб – приспособление для гибки профильной трубы.
Например, это может быть заготовка для каркаса теплицы или навеса, беседки или любой другой металлоконструкции.
На базах по продаже металла, да и на других производствах обычно используются устройства заводского изготовления, но удовольствие это далеко не из дешевых. Чтобы сэкономить бюджет на более приятные траты, изготовлением устройства выгоднее заниматься вручную, своими силами.
Для этой конструкции, как говорится, «ума много не надо», да и в деталях недостатка не будет, чертежи чертежей реально создать самому.
Review Content:
- Bender Options
- What is the work of a pipe bender
- Pipe bending pattern
- Pipe bender snail
- Rolling benders
- DIY pipe bender
Bender Options
You can bend the трубу «домашним» способом, засыпать трубу песком, нагреть красной паяльной лампой или газовой горелкой, а затем согнуть трубу. Этот метод не признан среди мастеров приоритетным, он трудоемок и не обеспечивает достаточной точности, также могут появиться заломы и деформации.
Чтобы получить идеально согнутую трубу, с соблюдением норм и заданных параметров, не нанося ущерба исходному материалу, мастера используют в своей работе специализированные трубогибы.
Большую популярность приобрели трубогибы рычажного типа. Это элементарное изобретение работает по принципу «рычага» — усилие концентрируется в определенном месте, а изгиб сливается с формой созданного вами шаблона, который чаще всего можно снять и заменить другим.
Чаще всего в комплекте таких конструкций предусмотрена пара дополнительных шаблонов для труб разного диаметра. Есть похожие по конструкции агрегаты, ручные трубогибы, дрон или арбалет, они позволяют гнуть короткие отрезки круглых стальных труб, подвергая их только холодной обработке.
Арбалетные устройства очень компактны и ценятся в области установки и коммунальных услуг.
Что такое работа трубогиба
Принцип работы достаточно прост, заключается в нагреве трубы, труба нагревается до красна и становится очень пластичной, податливой к изменениям. Каждый тип трубогиба имеет свой спектр возможностей.
Основные функции качество гибки и возможность гибки труб разных размеров и диаметров.
С помощью дополнительных прокатных приспособлений достигается гибка большего диаметра. Устройство работает с валами, их три в комплекте.
Направляющие и толкатели. Труба проходит через подвижные элементы, степень изгиба задается давлением прижимного ролика. Если радиус закругления готового изделия небольшой, процедуру следует повторить.
Если радиус закругления готового изделия небольшой, процедуру следует повторить.
Шаблон для гибки труб
В большинстве случаев самым простым вариантом, подходящим абсолютно всем мастерам, даже начинающим, является шаблон из дерева. Доски подбираются по толщине гнутых труб, обязательно оставляйте запас досок в пару сантиметров.
Для предотвращения схода профиля с шаблона в процессе работы на концах оставляют уклон. Шаблон жестко закрепляют на полу или другой устойчивой поверхности рядом с установкой упора для трубы.
Профиль вставляют в зазор между шаблоном и упором, плавно и аккуратно нажимают на другой его конец, прижимая трубу к шаблону. Лебедка или рычаг облегчат работу.
Огромный плюс этого процесса, экономия средств и простота исполнения.
У любого устройства есть недостатки, и этот способ не исключение. Изгиб не точный, некачественный, а шаблон будет одноразовым (применимо только к одному диаметру трубы).

Трубогиб-улитка
При штамповке однотипных заготовок с большим тиражом, малым радиусом кривизны трубогиб-улитка будет незаменим.
Его достоинство в небольших размерах и простоте управления. Недостатком будет ограничение радиуса кривой, но не больших размеров.
Вальцегибочные станки
Нишу универсальности и практичности заняли самодельные приспособления – вальцовочные станки (гибочные станки), на таких станках можно сделать любой угол гибки.
Комплектация особо не отличается от других моделей, так же имеют основание и валы. Подвижный ролик прижимает трубу, и растягивает ее вращением приводных валов.
Давление можно увеличить с помощью лебедки, рычагов или электропривода. Однако для производства дома такая конструкция достаточно сложна в исполнении.
Для воспроизведения такой сборки потребуется много токарной обработки и сварки. Если вы все-таки решили сделать такую модель, она прослужит вам долго и порадует функциональностью.
Как сделать трубогиб своими руками, вопрос в современном мире достаточно актуален. Для облегчения задачи можно найти в интернете фото трубогиба, чтобы примерно понять, как он должен выглядеть.
Также есть много чертежей трубогиба, которые просты в использовании. Ознакомившись со всей информацией и оценив свои силы и наличие необходимых компонентов, спокойно приступайте к работе.
DIY pipe bender
3
020003Изготовление прочного металлогибочного станка из 100% переработанного металла
Если видеоплеер не работает, вы можете нажать на эту альтернативную ссылку на видео.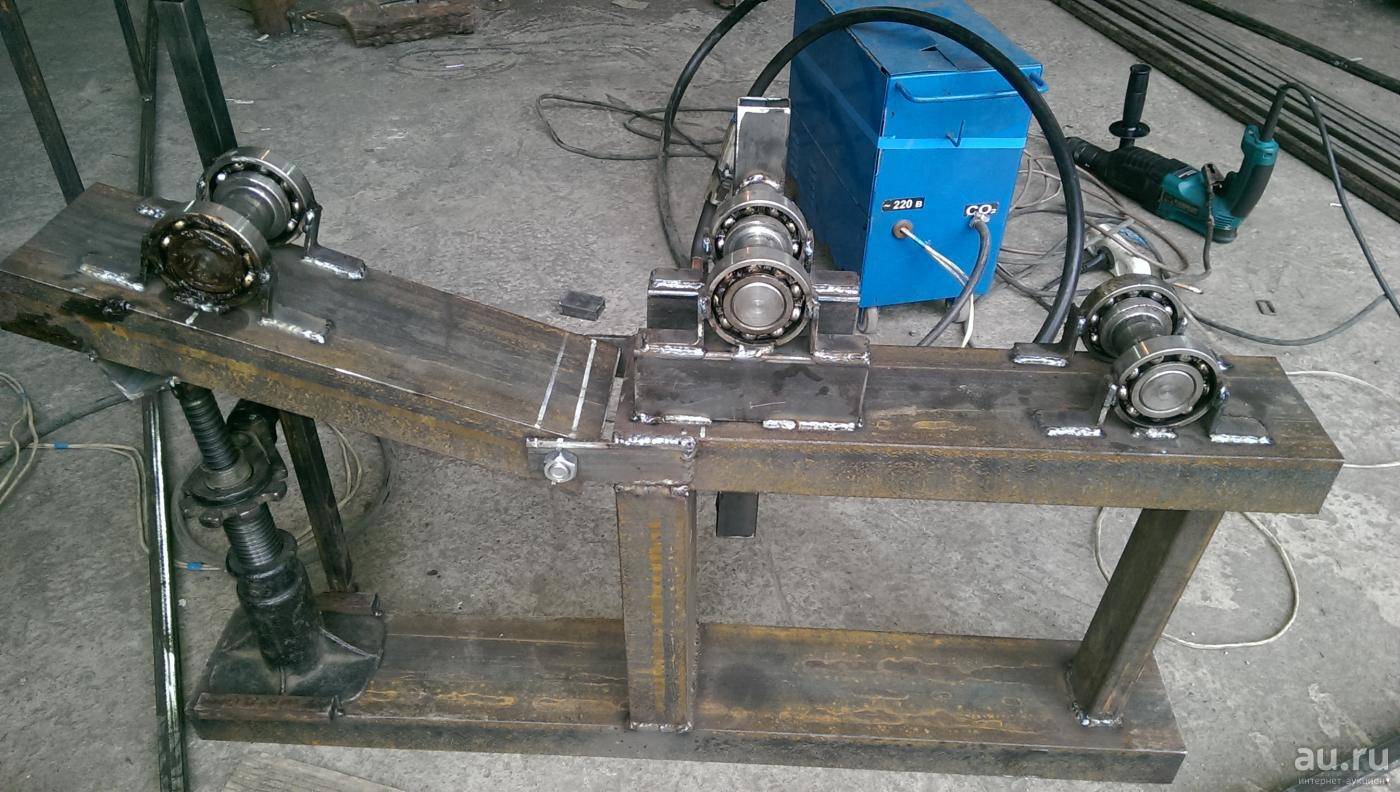
В вашей мастерской отсутствуют некоторые инструменты, например, станок для гибки металла? Тогда, вместо того, чтобы покупать серийно сделанный, почему бы не сделать его из металлолома и небольшого количества локтевого смазочного материала?
Если это звучит интересно, следуйте этому простому руководству, чтобы сделать его для себя.
Источник: Тем временем в гараже/YouTubeКак вы понимаете, как и в любом проекте такого рода, вам понадобятся некоторые инструменты и материалы, прежде чем вы начнете.
Необходимые материалы и снаряжение
- Старые шестерни
- Листовой и стержневой металлолом
- Трубчатые стальные отрезки
- Латунные стержни
- Ацетон
- Малярная лента
- Металлические аэрозольные краски
- Набор отверток
- Основные инструменты (гаечный ключ, отвертки и т. д.)
- Различные гайки и болты
- Угловая шлифовальная машина
- Мини токарный станок
- Ленточная шлифовальная машина
- Сварочное оборудование и оборудование для обеспечения безопасности
Со всеми инструментами и материалами в руках пришло время приступить к этой эпической сборке.
Шаг 1: Очистите все металлические детали
Первый шаг — собрать вместе все ржавые или старые металлические детали, такие как шестерни и т. д. Возьмите угловую шлифовальную машину, очистите всю ржавчину и отполируйте детали, чтобы обнажить голый металл. под. Кроме того, найдите время, чтобы отрезать все выступающие части, которые не нужны, например, старые болты.
Возможно, вам будет проще смонтировать детали на токарном станке, но мы оставим это на ваше усмотрение. Как обычно, убедитесь, что вы носите защитную одежду для рук и лица, чтобы защитить вашу драгоценную кожу от летящих искр горячего металла.
Источник: Тем временем в гараже/YouTubeШаг 2: Обработайте другие необходимые детали
Сделав это, возьмите латунные стержни, закрепите их на токарном станке и сделайте из них большие фланцы. Как и следовало ожидать, сначала сделайте отверстие во фланце с помощью направляющего отверстия, а затем постепенно расширяйте его, пока не достигнете нужного размера. Кроме того, найдите время, чтобы отполировать деталь, пока она находится в токарном станке.
Кроме того, найдите время, чтобы отполировать деталь, пока она находится в токарном станке.
Промойте и повторите, чтобы сделать второй скошенный фланец, как показано на видео. Размеры фаски должны соответствовать диаметру отверстия в центральном диске шестерни.
Другой фланец будет использоваться для соединения двух латунных фланцев на шестерне.
Источник: Тем временем в гараже/YouTubeЗатем возьмите фланцы и отметьте несколько одинаковых точек по окружности каждого, чтобы они совпадали с монтажными отверстиями вокруг центрального диска шестерни. В данном случае их восемь.
Просверлите отверстия в этих точках, чтобы фланцы можно было прикрутить к шестерне.
Источник: Тем временем в гараже/YouTubeПосле этого возьмите кусок алюминиевого или стального диска и превратите его в большой скошенный диск радиусом 3 и 15/16 дюйма (10 см). Выкопайте отверстие в самом центре диска и при необходимости расширьте его.
Самый популярный
Этот элемент будет помещен поверх шестерни, поэтому он должен иметь отрицательный профиль поверхности шестерни под ним, чтобы они могли сидеть на одном уровне. Центральное отверстие должно быть того же размера, что и шестерня и фланцы.
Центральное отверстие должно быть того же размера, что и шестерня и фланцы.
Обратите внимание, что эта деталь будет одного из трех разных диаметров, чтобы дать вам возможность выбора угла изгиба, который вы хотите, чтобы машина могла производить.
Затем возьмите еще один диск из алюминия или стали и обработайте его до радиуса 2 и 61/64 дюйма (7,5 см). Снова сделайте негатив профиля шестерни с одной стороны и просверлите отверстие в центре, чтобы оно соответствовало размерам центрального отверстия шестерни. Скос к вершине одной стороны.
Затем возьмите еще один диск из алюминия или стали и на станке сформируйте цилиндр радиусом 1 и 31/32 дюйма (5 см) с широким ободком у основания радиусом 2 и 61 /64 дюйма (7,5 см). Снова сделайте негатив профиля шестерни с одной стороны и просверлите отверстия под болты в металлических дисках, чтобы их можно было установить на главную шестерню.
Источник: Тем временем в гараже/YouTube Эти детали будут вставляться и выниматься из станка для гибки металла по мере необходимости. Каждая будет прикреплена к главной шестерне с помощью латунных фланцев, которые вы ранее сделали.
Каждая будет прикреплена к главной шестерне с помощью латунных фланцев, которые вы ранее сделали.
Шаг 3: Установите обработанные детали на шестерни
Свежеобработанные детали установите их на большую шестерню и проверьте, как они крепятся к шестерне, используя гайки и болты подходящего размера. Убедитесь, что вы также добавили латунные фланцы под металлическими дисками.
Источник: Тем временем в гараже/YouTubeВ зависимости от размеров гаек вам, возможно, потребуется усовершенствовать форму латунных фланцев или гаек, чтобы они подходили друг другу. Для достижения наилучших результатов используйте ленточный шлифовальный станок для выполнения этой задачи.
Источник: Тем временем в гараже/YouTubeПосле того, как болты надежно закреплены на каждой детали, приварите их на место по мере необходимости. Это само собой разумеется, но, пожалуйста, убедитесь, что вы принимаете необходимые меры предосторожности при сварке.
Источник: Тем временем в гараже/YouTube Эти гайки будут использоваться в качестве основных точек крепления для установки и снятия больших металлических дисков.
Шаг 4: Соберите механизм гибки
После этого следующим шагом будет поиск еще одной шестерни меньшего размера с зубьями того же размера, что и у основных больших шестерен. Возможно, вам придется разобрать старые части оборудования (например, двигатели), чтобы найти что-то, или, в качестве альтернативы, найти и купить что-то.
Источник: Тем временем в Гараже/YouTubeОказавшись в руках, возьмите лист металлолома. Поместите одно из основных колес и меньшую шестерню (обе включены) на пластину, чтобы их можно было установить на нее.
Сделав это, отметьте положение их центральных отверстий и просверлите отверстия соответствующего размера в пластине. Также при необходимости закруглите углы пластины с помощью угловой шлифовальной машины и ленточной шлифовальной машины.
Источник: Тем временем в гараже/YouTube После того, как закончите, поместите основной крепежный «осевой» болт для большей шестерни на место и приварите его к пластине. Сделав это, сделайте вал и монтажный фланец для меньшей шестерни и приварите их к пластине.
Сделав это, сделайте вал и монтажный фланец для меньшей шестерни и приварите их к пластине.
Вам нужно, чтобы главная шестерня и меньшая шестерня двигались свободно, так что имейте это в виду при сварке.
Источник: Тем временем в гараже/YouTubeСделав это, возьмите меньший кусок металлолома, очистите и закруглите углы по мере необходимости. Затем просверлите отверстие на одном конце и вырежьте/прорежьте клин примерно наполовину по его длине.
Сделав это, забейте концы друг к другу, чтобы получился прямоугольный кусок металла. Эта часть будет располагаться над меньшей шестерней, которую мы ранее установили на большую металлическую пластину, и будет действовать как опора/кронштейн вала для шестерни.
Источник: Тем временем в гараже/YouTube При необходимости сварите соединение. Сделав это, обработайте на токарном станке более длинный цилиндр/вал из металла, чтобы он соответствовал диаметру отверстия в прямоугольном куске металла, который вы только что сделали.
Он должен будет свободно перемещаться в отверстии, поэтому убедитесь, что его диаметр немного меньше. Слегка скосите выступающий конец и снимите цилиндр с исходного блока.
Источник: Тем временем в гараже/YouTubeСделав это, закрепите вал обратно в токарный станок, поместите маленькую шестерню на свободный конец вала и зафиксируйте ее с помощью задней бабки. Включите токарный станок и сожмите/отшлифуйте детали.
Источник: Тем временем в гараже/YouTubeСделав это, возьмите вал и шестерню, поместите их обратно на основную металлическую пластину, а затем приварите опорную часть вала к основанию.
Источник: Тем временем в гараже/YouTubeСделав это, возьмите стальной стержень и обрежьте его до 15 и 3/4 дюймов (40 см) или около того в длину. Затем отметьте центральную точку стержня с помощью палочки.
Скруглите углы стержня с помощью ленточной шлифовальной машины и при необходимости очистите от ржавчины. Сделав это, возьмите маленькую шестерню и узел вала, который вы создали ранее, и поместите его в центральную точку стержня.
Приварите его на место, если нужно. Сделав это, замените вал и шестерню на основной узел. Штанга должна иметь возможность свободно вращаться над главными шестернями.
Шаг 5: Изготовьте ограничители стержня гибочного станка
Затем возьмите еще несколько кусков металлолома (один тоньше другого). Смоделируйте их на месте рядом с главной передачей, с меньшей длиной внизу и большей пластиной вверху.
Очистите всю ржавчину, закруглите углы и сформируйте более широкий кусок металла так, чтобы он располагался над зубьями главной шестерни. При необходимости вырежьте небольшой участок, чтобы приподнятая часть главной шестерни могла свободно вращаться.
Сделав это, приварите более тонкую часть металла к основному основанию. Это послужит креплением для большей пластины. Сделав это, расположите и приварите большую пластину на место.
Источник: Тем временем в гараже/YouTube Это будет направляющая для основного металлического зажима детали. Сделав это, прикрепите другие куски металла, чтобы сформировать основной регулируемый зажим для изменения угла изгиба металла, когда машина будет готова.
Сделав это, прикрепите другие куски металла, чтобы сформировать основной регулируемый зажим для изменения угла изгиба металла, когда машина будет готова.
Сделав это, возьмите еще одну большую шестерню и еще один кусок металлолома. Расположите шестерню так, чтобы она соответствовала ширине куска металла.
Затем отрежьте металлическую полосу по размеру и просверлите два отверстия на одном ее конце. Металлическая полоса должна находиться в профилированной канавке шестерни и касаться металлической центральной втулки с широким основанием, которую вы обработали ранее.
Источник: Тем временем в гараже/YouTubeСварите вместе шестеренку и металлический стержень. При необходимости сделайте еще один регулируемый зажим для стержня главной передачи.
Затем возьмите трубчатую сталь и разметьте отрезки такой же ширины, как основная опорная плита. Обрежьте трубку до нужного размера и зачистите порезы по мере необходимости.
Затем поместите детали на нижнюю сторону опорной плиты основной машины и приварите их на место.
Источник: Тем временем в гараже/YouTubeСделав это, возьмите несколько зажимов и закрепите станок для гибки металла на краю столешницы.
Шаг 6: Обезжирьте и покрасьте детали машины
Затем возьмите растворитель, например, ацетон или обезжириватель, и при необходимости очистите все металлические детали.
Обязательно делайте это в хорошо проветриваемом помещении, надевайте перчатки и маску, чтобы не раздражать кожу и легкие.
Источник: Тем временем в гараже/YouTubeСделав это, решите, хотите ли вы, и где, какие-либо части машины покрасить или оставить как голый металл. Заклейте любые области, которые вы не хотите красить, малярным скотчем, а затем распылите краску или раскрасьте вручную металлические детали по мере необходимости.
Источник: Тем временем в гараже/YouTube Дайте краске полностью высохнуть и снимите малярный скотч. На этом основные компоненты этого гибочного станка «сделай сам» готовы.
На этом основные компоненты этого гибочного станка «сделай сам» готовы.
Шаг 7: Тест-драйв металлогибочного станка
Теперь, когда основные компоненты собраны, последний шаг — настроить металлогибочный станок и протестировать его.
Для этого прикрепите основную опорную плиту к боковой стороне верстака с помощью зажимов. Затем смажьте все движущиеся части машины по мере необходимости.
Сделав это, установите часть шестерни главной обмотки, а затем установите главную шестерню и закрепите ее на месте на оси, закрепленной на пластине, с помощью латунного фланца и монтажной гайки.
Источник: Тем временем в гараже/YouTubeСделав это, возьмите одну из центральных металлических втулок и прикрепите ее к главной шестерне.
Источник: Тем временем в гараже/YouTube После этого были установлены направляющие и зажимы для опорной плиты и главной передачи. Затяните болты и гайки по мере необходимости.