

Трубогиб своими руками из подручных средств (фото + чертеж) | Своими руками
Содержание ✓
- ✓ ТРУБОГИБ СВОИМИ РУКАМИ – ФОТО
- ✓ РУЧНОЙ ТРУБОГИБ СВОИМИ РУКАМИ – ЧЕРТЕЖ
У Вас была опубликована моя статья о теплице. Повторюсь: теплица арочного типа под пленкой, площадью 130 кв. м, за очень небольшие деньги, полностью изготовлена вручную. Конструкция вызвала у многих интерес. И больше всего вопросов было о том, как я изготовил арки.
Такой же вопрос стоял и передо мною, когда я думал над постройкой теплицы. Как согнуть профильную трубу, чтобы дуги были одного радиуса?
Вариант с изгибанием кувалдой отпал сразу.
ВСЕ ЧТО НЕОБХОДИМО ДЛЯ ЭТОЙ СТАТЬИ НАХОДИТСЯ ЗДЕСЬ >>>
Это можно сделать, но результат будет типа «кривое согнутое сверло».
Заказать согнуть профиль в организациях, занимающихся подобными работами, тоже не вариант. А как доставлять уже готовые дуги? В моем случае их радиус составил 3 м, а длина готового сегмента – 6 м. Таким нужен специальный транспорт, а это совсем не бюджетно. После недолгих размышлений пришел к выводу, что надо изготовить трубогиб своими руками.
Таким нужен специальный транспорт, а это совсем не бюджетно. После недолгих размышлений пришел к выводу, что надо изготовить трубогиб своими руками.
Так как я не планировал использовать его в профессиональных масштабах, сделал его максимально упрощенным. Главное, чтобы была возможность контролировать радиус изгиба, а сам трубогиб обладал достаточной жесткостью рамы, особенно в шарнирном сочленении.
Для изготовления рамы взял профильную трубу и куски уголка, которые нашел в металлоломе, а также старый, но рабочий гидравлический домкрат. Домкрат годится любой, вплоть до того, что есть в комплекте легкового автомобиля. Как оказалось, для изгиба профильной трубы 25×50 мм усилие требуется небольшое.
Читайте также: Теплица своими руками из профильной трубы – фото и чертежи
На рынке купил 6 подшипников 180307. Самая затратная деталь – 3 вала. Их пришлось заказать у токаря, он их выточил и доставил за пару дней.
Конечно, хорошо, если вы сделаете корпуса для подшипников.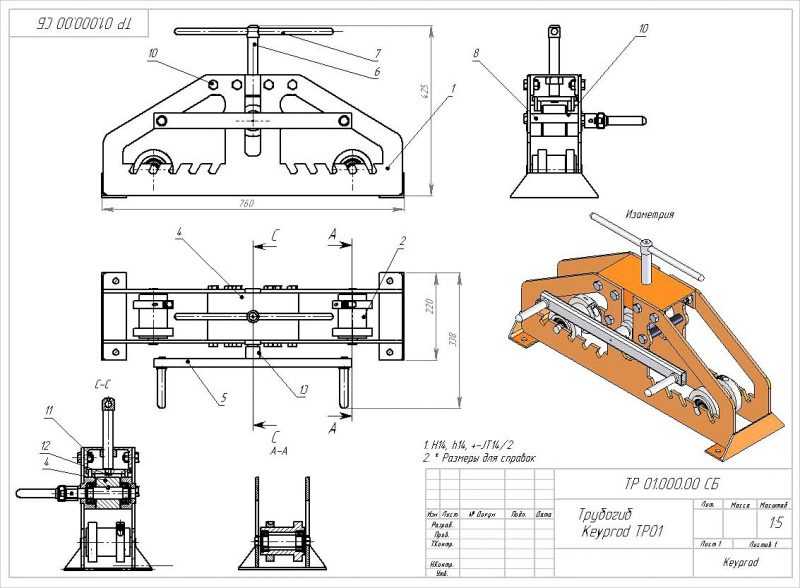 Я же в процессе конструирования просто приварил их к раме. Подшипники старался варить быстро, особо не перегревая, и сразу же охлаждал, чтобы не расплавились пластмассовые заглушки, которые закрывают шарики. Вариант не очень хороший, но если учитывать, что трубогиб нужен на один-два дня, то пойдет.
Я же в процессе конструирования просто приварил их к раме. Подшипники старался варить быстро, особо не перегревая, и сразу же охлаждал, чтобы не расплавились пластмассовые заглушки, которые закрывают шарики. Вариант не очень хороший, но если учитывать, что трубогиб нужен на один-два дня, то пойдет.
Важно в процессе установки валов выставить их в одной плоскости, чтобы в процессе изгиба арок не получить то же «кривое сверло», что могло бы получиться и при простом рихтовании кувалдой.
На один из валов приварил ручку, прокручивая которую, я выдвигал будущую арку. Также немаловажно иметь какой-то указатель изгиба. Следя за его отклонением, можно контролировать радиус закругления арок. В моем случае это пластинка, приваренная на неподвижную часть рамы. На нее и нанес метки, указатель-стрелка из полоски металла приварена на ту часть конструкции, что приподымается домкратом.
Процесс изгиба трубы выглядел так. Взял профильную трубу нужной длины (в моем случае – 9 м) и заложил в трубогиб, поджав домкратом. Надо, чтобы было видно, как труба начнет немного изгибаться. Сразу поставил метку напротив стрелки на пластинке контроля, чтобы для следующей трубы использовать эту же метку.
Надо, чтобы было видно, как труба начнет немного изгибаться. Сразу поставил метку напротив стрелки на пластинке контроля, чтобы для следующей трубы использовать эту же метку.
Крутя ручку, протянул трубу по всей длине, дойдя до конца, еще поджал трубу, сделал вторую метку и протянул ту же трубу уже в обратном направлении – и так три раза, пока моя 3-метровая арка не приобрела нужный радиус.
Особенно важно, делая последний проход, следить, чтобы стрелка, указывающая изгиб, всегда была бы в одной позиции. В этом случае все арки будут иметь одинаковое закругление. Что и требовалось!
Для изготовления одной арки мне понадобилось минут 5-6. Работы вели вдвоем, но удобнее, когда есть два помощника. Самая большая сложность -придерживать почти готовую арку два последних прохода, ведь она поднимается вверх на 6 м.
Мы для этой цели использовали крышу строения: один человек стоял на ней и фиксировал трубу, пока второй делал протяжку. Так что это не так сложно, как кажется.
В итоге буквально за пару часов я создал комплект из 12 идеально согнутых арок одного размера. Этого было достаточно для теплицы длиной 22 м. Ну и как бонус мне остался рабочий трубогиб.
Этого было достаточно для теплицы длиной 22 м. Ну и как бонус мне остался рабочий трубогиб.
ТРУБОГИБ СВОИМИ РУКАМИ – ФОТО
Читайте также: Навес у бани из сотового поликарбоната своими руками
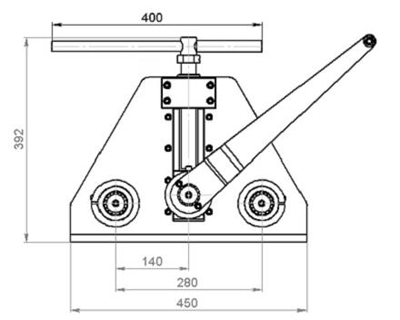
РУЧНОЙ ТРУБОГИБ СВОИМИ РУКАМИ – ЧЕРТЕЖ
© Автор: А. ГОРОБЕЙ
ИНСТРУМЕНТ ДЛЯ МАСТЕРОВ И МАСТЕРИЦ, И ТОВАРЫ ДЛЯ ДОМА ОЧЕНЬ ДЕШЕВО. БЕСПЛАТНАЯ ДОСТАВКА. ЕСТЬ ОТЗЫВЫ.Подпишитесь на обновления в наших группах и поделитесь.
Будем друзьями!
Как сделать трубогиб для профильной трубы своими руками
Профильные трубы имеют широкие применение, являются незаменимыми в строительстве, а поэтому необходимы для самых различных целей: сооружение заборов, детских площадок, различного рода опор. К примеру, если Вы решите сделать теплицу своими руками на приусадебном участке, профиль придется гнуть.
Собственноручный трубогиб
Сделать необходимый радиус загиба можно лишь с использованием специального приспособления – трубогиба, который внешне напоминает станок. В продаже представлен широкий ассортимент профилегибов как отечественного, так и зарубежного производства. Однако есть еще один вариант – самодельный трубогиб для профильной трубы. Сделать станок своими руками целесообразно в том случае, если необходимо выполнение загиба всего нескольких изделий и нет желания покупать дорогостоящий инструмент.
Вернуться к содержанию ↑Виды и применение профилегибов
Гибка профильных изделий является одной из самых сложных операций, ведь без использования специальных приспособлений придание профилю необходимой формы становится практически невозможным. На выбор потребителя производители предлагают следующие виды профилегибов:
- Ручной ПГ-1;
- Ручной ПГ-2;
- Ручной ПГ-4.
Использование любого из промышленных трубогибов упрощает процесс гибки, позволяет сэкономить время и усилия.
Ручной ПГ-1
Однако с целью экономии средств можно сделать ручной профилегиб своими руками. Его изготовление не требует больших финансовых затрат, основную часть материалов можно приобрести в точках приема черного металла по минимальной стоимости. При этом подобный станок не будет уступать заводскому по своей эффективности, только внешне выглядит не так красиво.
Вернуться к содержанию ↑Материалы для изготовления профилегиба
Изготовление трубогиба для профиля своими руками потребует предварительной подготовки материалов. Перечень достаточно большой, однако стоимость каждой отдельной позиции является незначительной:- Уголок, с помощью которого изготавливается станина.
- Трубы или профили, на которых станок будет стоять.
- Валы для сгибания. Их может сделать токарь.
- Цепной механизм.
- Натяжитель.
- Направляющая вала.
- Движущий элемент.
- Ручку, которую можно сделать из любого имеющегося в хозяйстве металла.

- Крепление из швеллера.
- Болты.

Помимо подготовки материалов следует заранее выбрать желаемый чертеж профилегиба.
Вернуться к содержанию ↑Чертежи для изготовления устройства
Чертежи для изготовления профилегиба бывают различные. Ими делятся с огромным удовольствием мастера и можно выбрать абсолютно любой. Единственное, на что следуют обратить особое внимание – схема должна включать точные замеры каждого элемента, иначе станок может попросту не получиться. Для изготовления трубогиба своими руками можно выбрать чертеж из следующих вариантов:
Чертеж для изготовления трубогиба
Чертеж для изготовления трубогиба своими руками
После того, как чертеж подобран и детально изучен, можно переходить к самому ответственному этапу – собственно изготовление.
Вернуться к содержанию ↑Процесс изготовления трубогиба
Поскольку гнуть профильные трубы достаточно тяжело, понадобится лебедка или гидравлический механизм. Также для изготовления своими руками необходима сварка, с помощью которой отдельные металлические элементы соединяются между собой.
Сам процесс изготовления станка можно поделить на несколько этапов:
- Необходимо сделать валы. Поскольку своими руками такую задачу осуществить невозможно, рекомендуется прибегнуть к помощи токаря.
- На валы закрепляют шестерни и подшипники. Шестерни фиксируются через шпонку, а подшипники лучше приобретать сразу с опорами.
- С помощью сварочного аппарата изготавливается станок, точнее его конструкция-опора.
- К металлической опоре прикручивается прижимной вал.
- Затем привариваются гайки для пружин.
- Сверху конструкции приваривается площадка для закрепления пружин.
- Прикручиваются нижние опорные валы.
- Изготавливается натяжитель цепи.
- В последнюю очередь приделывается ручка для вращения вала. Очень удобно, если она будет с вращающейся трубкой, это значительно упростит процесс работы с ней и убережет ваши руки от мозолей.
- Для придания более эстетичного внешнего вида, металлический станок можно покрасить.
Валы
Шестеренки с подшипниками
Шестерни и цепь для сооружения станка можно взять от любого автомобиля, как отечественного, так и зарубежного. Вполне закономерно, что иностранные шестерни будут более высокого качества.
Опора для станка
Прижимной вал
Площадка
Установка валов

Натяжитель цепи
Ручка для вращения вала
Покраска станка
Когда работа завершена, можно приступать к испытанию устройства. Достаточно взять любой профиль и положить его на станок. Затем с помощью вращения ручки придать ход валам и тем самым выполнить изгиб трубы. Легко и быстро профиль приобретает необходимый радиус изгиба. Подобный станок станет незаменимым приспособлением в любом частном доме или на даче. Самодельный профилегиб можно использовать для строительства любых конструкций с металлическим каркасом, а на его изготовление потребуются сущие копейки.
Вернуться к содержанию ↑Трубогиб своими руками
 com/embed/uLPqia3Asv0″ frameborder=”0″ allowfullscreen=””/>
com/embed/uLPqia3Asv0″ frameborder=”0″ allowfullscreen=””/>Плашки для квадратных труб для трубогиба HF
- Форум
- Новые сообщения
- Часто задаваемые вопросы
- Календарь
- Что нового?
- Расширенный поиск
- Форум
- Сварочные веб-дисциплины
- Схема магазина, оборудование и снаряжение
- Плашки для квадратных труб для трубогиба HF
+ Ответить на тему
30-05-2016 #1
Плашки для квадратных труб для трубогиба HF
Кто-нибудь когда-нибудь пытался изготовить штампы для гибки коробчатых труб для использования с трубогибом HF? Я думаю об использовании трубы для внутреннего радиуса и пластины на внешнем диаметре, чтобы он не открывался и не перегибался.
Я видел здесь некоторые, которые были созданы для алюминия, и подумал, что они подойдут и для стальных труб.Ответить Ответить с цитатой
06-06-2016 #2
Re: Квадратные гребенки для трубогиба HF
Первые 4 штуки я купил на ферме. Они штабелируются для размеров до 1″. Их можно сделать самостоятельно, секрет в том, чтобы свернуть внутренний радиус.
Последний был куплен на eBay для использования одного дешевого 12-тонного трубогиба. Его рекламировали до 2″, что вы можете сказать, что это не будет делать. Woodward продает дешевый гибочный станок на eBay, который работает лучше, чем оба, для квадрата 3/4 дюйма или 1 дюйм.Ответить Ответить с цитатой
06-06-2016 #3
Re: Квадратные гребенки для трубогиба HF
На последнем фото трубогиб.
Это. Сделал работу на 1 1/4 “, но не более того. Это были просто арки, вырезанные плазмой, с центральной, чтобы сжать внутренний радиус.Ответить Ответить с цитатой
06-06-2016 #4
Re: Квадратные гребенки для трубогиба HF
Блэкбарт,
Отлично сделано! Мне нужно больше играть с гибочным станком, и было бы неплохо иметь возможность сгибать квадрат.ДБ
Ответить Ответить с цитатой
06-06-2016 #5
Re: Квадратные гребенки для трубогиба HF
Они оба (12-тонный трубогиб и компактный гибочный станок HF) сделают это, но, как я уже сказал, трубогиб Woodward за 100 долларов с квадратной матрицей 3/4 дюйма и 1 дюйм делает более чистый изгиб, я попытаюсь найти фотографии. Есть также отличная нить, которая, как мне кажется, называется «Квадратный трубогиб за 25 долларов», и я знаю, что она будет работать хорошо.
Ответить Ответить с цитатой
06-06-2016 #6
Re: Квадратные гребенки для трубогиба HF
Это единственные две фотографии, которые я нашел о бендере Вудворда и его результатах.
Прикрепленные изображенияОтветить Ответить с цитатой
06-06-2016 #7
Re: Квадратные гребенки для трубогиба HF
Я также должен сказать, что за все время и деньги, которые я вложил в изобретение велосипеда, пытаясь построить трубогибы квадратного сечения, я мог бы легко купить прямоугольный трубогиб JD.
Еще один недорогой гибочный станок, но я им не пользовался, от “Williams Low Buck Tools”.Ответить Ответить с цитатой
06-06-2016 #8
Re: Квадратные гребенки для трубогиба HF
Первоначально Послано blackbart
Я также должен сказать, что со всем временем и деньгами, которые я вложил в изобретение колеса, пытаясь построить трубогибы квадратного сечения, я мог бы легко купить прямоугольный трубогиб JD к настоящему времени.
Еще один недорогой гибочный станок, но я им не пользовался, от “Williams Low Buck Tools”.
Возможно. Однако, поскольку у меня есть старый гидравлический гибочный станок Northern Tool и гибочный станок HF, было бы неплохо их адаптировать..
И разве выдумывание этих маленьких кусочков не является частью веселья??ДБ
Ответить Ответить с цитатой
06-07-2016 #9
Re: Квадратные гребенки для трубогиба HF
Это еще одна вещь, для которой подходит трубогиб, это 1s 3/8 “x 4” плоский.
Прикрепленные изображенияОтветить Ответить с цитатой
06-07-2016 #10
Re: Квадратные гребенки для трубогиба HF
Еще одна вещь, для которой подходит трубогиб, это плоская труба размером 3/8 x 4 дюйма.
Ответить Ответить с цитатой
06-07-2016 #11
Re: Квадратные гребенки для трубогиба HF
Первоначально Послано blackbart
Я также должен сказать, что со всем временем и деньгами, которые я вложил в изобретение колеса, пытаясь построить трубогибы квадратного сечения, я мог бы легко купить прямоугольный трубогиб JD к настоящему времени.
Еще один недорогой гибочный станок, но я им не пользовался, от “Williams Low Buck Tools”.
Я согласен. Иногда лучше просто сорвать пластырь и получить то, что, как вы знаете, работает, а не груду металлолома, пытающуюся что-то сделать. Пластины для гибочного станка выглядят как простой способ сгибать мелкие детали. Они болтаются вместе, чтобы труба не раскрылась?Эта концепция может работать и с трубогибом Harbour Freight.
Ответить Ответить с цитатой
06-07-2016 #12
Re: Квадратные гребенки для трубогиба HF
Да, просто стопка пластин, скрепленных болтами снизу, некоторые 1/8 “, 1/4” и т.
Д., Одна немного больше, чтобы начать внутреннюю складку. Размер и профиль складки не важны, они нужны только для начала. Последняя картинка (в первом ответе) изначально была плоской, но была намеренно усилена в качестве эксперимента по изгибу 2-дюймового квадрата. Вероятно, она работала бы с большим радиусом. Она работает с обоими ВЧ-гибочными станками.Ответить Ответить с цитатой
06-07-2016 №13
Re: Квадратные гребенки для трубогиба HF
Этот я также публиковал несколько раз раньше, это сжиматель труб, использующий высокочастотный гибочный станок для сварки труб.
Прикрепленные изображения Я считаю, что если вы не сгладите их полностью, а оставите около 1/4 дюйма открытыми, вы получите более прочное соединение.Ответить Ответить с цитатой
 Я видел здесь некоторые, которые были созданы для алюминия, и подумал, что они подойдут и для стальных труб.
Я видел здесь некоторые, которые были созданы для алюминия, и подумал, что они подойдут и для стальных труб. Последний был куплен на eBay для использования одного дешевого 12-тонного трубогиба. Его рекламировали до 2″, что вы можете сказать, что это не будет делать. Woodward продает дешевый гибочный станок на eBay, который работает лучше, чем оба, для квадрата 3/4 дюйма или 1 дюйм.
Последний был куплен на eBay для использования одного дешевого 12-тонного трубогиба. Его рекламировали до 2″, что вы можете сказать, что это не будет делать. Woodward продает дешевый гибочный станок на eBay, который работает лучше, чем оба, для квадрата 3/4 дюйма или 1 дюйм. Это. Сделал работу на 1 1/4 “, но не более того. Это были просто арки, вырезанные плазмой, с центральной, чтобы сжать внутренний радиус.
Это. Сделал работу на 1 1/4 “, но не более того. Это были просто арки, вырезанные плазмой, с центральной, чтобы сжать внутренний радиус.

 Еще один недорогой гибочный станок, но я им не пользовался, от “Williams Low Buck Tools”.
Еще один недорогой гибочный станок, но я им не пользовался, от “Williams Low Buck Tools”. Еще один недорогой гибочный станок, но я им не пользовался, от “Williams Low Buck Tools”.
Еще один недорогой гибочный станок, но я им не пользовался, от “Williams Low Buck Tools”.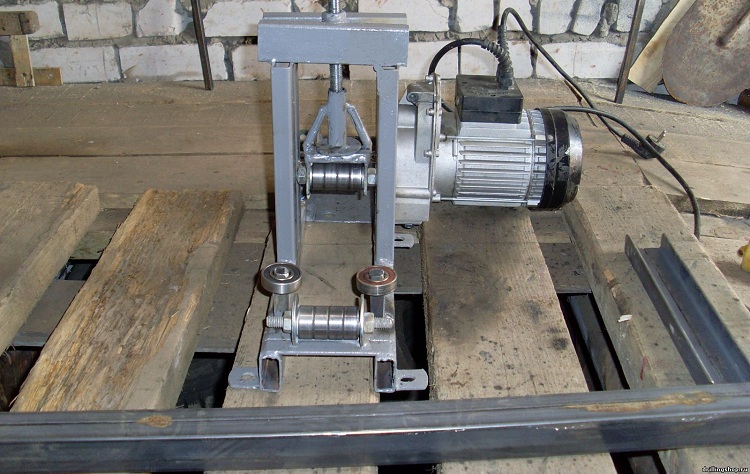
 Еще один недорогой гибочный станок, но я им не пользовался, от “Williams Low Buck Tools”.
Еще один недорогой гибочный станок, но я им не пользовался, от “Williams Low Buck Tools”. Д., Одна немного больше, чтобы начать внутреннюю складку. Размер и профиль складки не важны, они нужны только для начала. Последняя картинка (в первом ответе) изначально была плоской, но была намеренно усилена в качестве эксперимента по изгибу 2-дюймового квадрата. Вероятно, она работала бы с большим радиусом. Она работает с обоими ВЧ-гибочными станками.
Д., Одна немного больше, чтобы начать внутреннюю складку. Размер и профиль складки не важны, они нужны только для начала. Последняя картинка (в первом ответе) изначально была плоской, но была намеренно усилена в качестве эксперимента по изгибу 2-дюймового квадрата. Вероятно, она работала бы с большим радиусом. Она работает с обоими ВЧ-гибочными станками. Я считаю, что если вы не сгладите их полностью, а оставите около 1/4 дюйма открытыми, вы получите более прочное соединение.
Я считаю, что если вы не сгладите их полностью, а оставите около 1/4 дюйма открытыми, вы получите более прочное соединение.+ Ответить на тему
Сообщение vBulletin
Отменить изменения
« Предыдущая тема | Следующая тема »
Разрешения на публикацию
Особенности гибки труб геометрического профиля
Производители хотят, чтобы их продукция хорошо выглядела и отличалась от конкурентов, поэтому сейчас изготовители берутся за более сложную работу и находят способы эффективно сгибать геометрические профили. Фото предоставлено БЛМ.
Изготовители часто сгибают круглые металлические трубы и трубы коробчатого сечения, но по мере того, как сложные и геометрические профили становятся все более популярными, а рынок — более требовательным, промышленное применение расширилось, включая более сложные конструкции профилей, которые требуют от производителей раздвигать границы традиционной гибки труб.
«Мы видим, что все больше производителей используют геометрические профили, — говорит Линдли Сирлз, региональный менеджер по продажам BLM GROUP USA, Нови, штат Мичиган. теперь также и для дверной коробки. Это скорее особая форма, которая должна быть изготовлена из одного куска материала. Дизайнеры действительно продвигают эту тенденцию, особенно в мебельной промышленности, где мы наблюдаем большее внимание к эстетике. Все хотят, чтобы их продукты хорошо выглядеть и действительно отличаться от конкурентов, поэтому производители теперь берутся за более сложную работу и находят способы эффективно сгибать эти профили».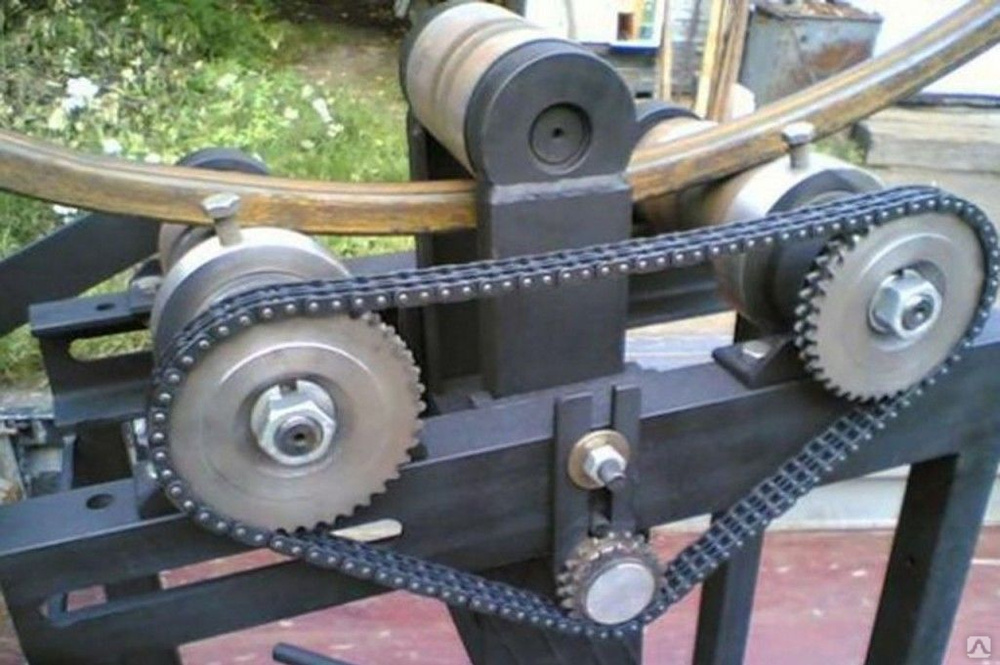
Проблемы
Стоимость специальных профилей выше из-за сложности процесса формования, что делает обеспечение эффективной гибки еще более важным. С этими приложениями связано много проблем, но одной из самых важных проблем является обеспечение необходимой поддержки во время гибки.
«Геометрические профили представляют собой особые проблемы по сравнению с круглой трубой или простой квадратной трубой, в частности, стабильность детали», — сказал Филипп Кноблох, директор по продажам Schwarze-Robitec, Кельн, Германия. «Круглая труба обладает высокой стабильностью благодаря своему симметричному поперечному сечению. Вот почему она ведет себя постоянно и повторяемо во время процесса гибки. Профили, особенно профили со специальной геометрией, ведут себя совершенно по-разному. Поскольку поперечное сечение несимметрично, процесс гибки может быть непредсказуемым, если деталь не стабилизирована должным образом».
Для эффективного изгиба профиля материал должен поддерживаться по всей длине, по крайней мере, снаружи материала, но часто и внутри профильной трубы. Внешняя поддержка может быть проблемой, но внутренняя поддержка представляет собой еще большую проблему для производителей.
Внешняя поддержка может быть проблемой, но внутренняя поддержка представляет собой еще большую проблему для производителей.
«Коробка имеет четыре стороны, а круглая труба имеет одинаковую окружность», — сказал Сирлз. «С простым профилем, таким как D-образная труба, может потребоваться сочетание методов гибки как коробчатой, так и круглой формы. Однако любой сложный профиль нуждается в дополнительной поддержке, чтобы предотвратить растяжение и скручивание материала, что приведет к деформации. и вариации в пределах длины детали. В процессе гибки сложных профилей существует определенная степень неопределенности, которой просто нет в коробчатой или круглой трубе».
Кноблох отметил, что ключом к стабильности и правильному изгибу является разработка необходимых инструментов. Для любого процесса гибки цель состоит в том, чтобы покрыть и стабилизировать деталь, чтобы обеспечить наилучший изгиб, но это особенно верно для геометрических профилей. Специализированные инструменты для внутренней и внешней стабильности могут сделать это возможным.
Открытый или закрытый
От того, открыт профиль или закрыт, будет зависеть его уровень сложности.
«Это идет рука об руку с проблемой стабильности, — сказал Сирлз. «Для закрытой формы производителю действительно нужно беспокоиться только о поддержке снаружи. В некоторых случаях внутренняя часть нуждается в поддержке, но в основном внимание уделяется внешней стороне. Однако, когда производители переходят к изгибу открытых форм, важно обеспечить что отверстие остается открытым и не деформируется во время процесса. Но создание метода поддержки отверстия через изгиб может быть сложной задачей».
Закрытые профили обеспечивают более естественную устойчивость, чем открытые профили. При открытом профиле больше вероятность деформации.
Любой сложный профиль нуждается в дополнительной опоре, чтобы предотвратить растяжение и скручивание материала, что приведет к деформации и отклонениям по длине детали. Фото предоставлено БЛМ.
Фото предоставлено БЛМ.
«Для открытых профилей деталь должна поддерживаться более сложными способами, что означает более сложную и более дорогую оснастку», — добавил Кноблох.
Тип материала
Помимо открытых и закрытых профилей, тип материала может усложнить гибку профилей. «Задачи будут разные, будь то сталь или алюминий», — сказал Сирлз. «Алюминий обычно имеет более постоянную форму, потому что он экструдирован, тогда как сталь обычно имеет низкую форму, которая имеет гораздо больше вариаций».
Производство стальных профильных труб имеет ряд ограничений. Однако алюминиевая труба может иметь более сложные профили, поскольку ее можно выдавливать. И хотя можно изготовить много сложных форм, не все из них можно эффективно согнуть, так что в игру вступает и осуществимость.
«Тип материала, как и в любом процессе, определенно влияет на уровень упругости, который могут ожидать производители», — сказал Кноблох. «Круглая труба, как правило, имеет довольно постоянную упругую отдачу, но это не относится к специальным профилям. Наличие большого количества информации и подробностей о полуфабрикатах и спецификациях материалов может помочь производителям принять более взвешенные решения, чтобы оптимизировать процесс и помочь разработать инструмент».
Наличие большого количества информации и подробностей о полуфабрикатах и спецификациях материалов может помочь производителям принять более взвешенные решения, чтобы оптимизировать процесс и помочь разработать инструмент».
Инструменты
Для профилей необходимы специальные инструменты. Наличие хорошо спроектированных инструментов может быть разницей между хорошей деталью и бракованной деталью.
«Вы должны найти наилучший подход к поддержке материала, чтобы сохранить его в желаемой форме», — сказал Сирлз. «Иногда это делается с помощью твердого инструмента, когда инструмент находится только на внешней поверхности, или вы используете оправку для его поддержки. В других случаях этого недостаточно. В некоторых случаях производителям может потребоваться использовать расходные материалы в зазорах. открытую форму, чтобы сохранить ее. После завершения гибки эти расходные материалы можно удалить. Это может быть дорогостоящим процессом, но необходимым для таких применений».
Сирлз приводит пример оконной рамы. Поскольку форма рамы, которая обычно изготавливается из алюминия, согнута, необходимо сохранить открытый элемент, в котором будет проходить стекло, поэтому использование расходных материалов в этом зазоре сохранит его структуру через изгиб.
“Необходимы специальные инструменты”, сказал Кноблох. «Приобретение хорошего инструмента с хорошей конструкцией повлияет на возможность гибки профилей. С круглыми трубами или квадратными трубами инструмент довольно легко обслуживать с помощью процесса токарной обработки. инструментов. Но для специальных профилей в цеху может потребоваться фрезерование, чтобы сохранить требуемый сложный инструмент. Важно учитывать, что это может быть более затратным и трудоемким».
По словам Сирлза, инструменты для этих специальных профилей должны открываться и закрываться. Раздельная матрица даст изготовителям возможность открыть инструмент и вставить материал, чтобы он находился внутри инструмента, который закрывается вокруг него.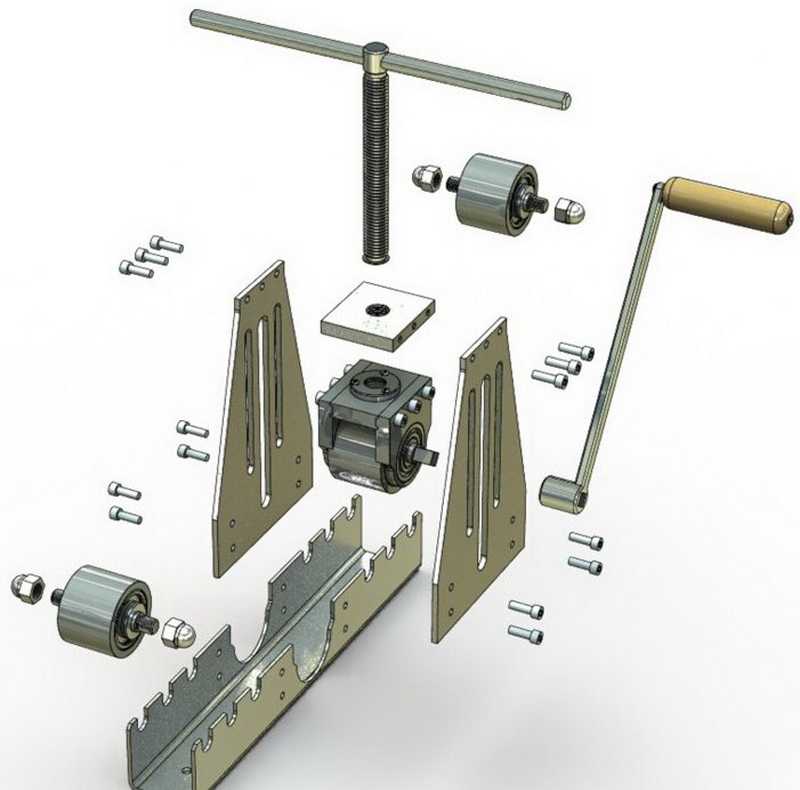 Инструменту может потребоваться открыться более чем в одном месте в секции, в зависимости от конструкции профиля. Хорошей отправной точкой является сотрудничество с известными поставщиками инструментов для разработки наилучшего дизайна.
Инструменту может потребоваться открыться более чем в одном месте в секции, в зависимости от конструкции профиля. Хорошей отправной точкой является сотрудничество с известными поставщиками инструментов для разработки наилучшего дизайна.
Процесс гибки
Лучший способ убедиться в осуществимости — это пробная гибка, метод проб и ошибок. Работа с экспертами по гибке и производителями оборудования может помочь производителям определить, будет ли проект возможным и рентабельным.
Пробный изгиб с использованием необходимых инструментов — один из лучших способов увидеть, как профиль ведет себя во время формовки и гибки. Фото предоставлено Schwarze-Robitec.
«Пробный изгиб с использованием необходимых инструментов — один из лучших способов увидеть, как профиль ведет себя во время формовки и гибки», — сказал Кноблох. «Мы используем чертежи детали с базовой информацией о параметрах детали, чтобы создать правильный инструмент для гибки детали. Программа CAD может иметь большую поддержку, которая предлагает оценки, но чтобы действительно увидеть, где этот профиль должен поддерживаться в особенным образом, пробная гибка — лучший вариант. Лучший вариант находится при совместной работе с клиентом и тестировании разных вариантов».
Программа CAD может иметь большую поддержку, которая предлагает оценки, но чтобы действительно увидеть, где этот профиль должен поддерживаться в особенным образом, пробная гибка — лучший вариант. Лучший вариант находится при совместной работе с клиентом и тестировании разных вариантов».
Основная информация о профильной трубе намного шире, чем о круглой трубе или коробчатом профиле, которые обычно имеют только внешнюю форму, внешний диаметр, толщину стенки и радиус. Специальный профиль имеет множество дополнительных размеров, которые необходимо учитывать, особенно если радиус изменяется по всему поперечному сечению. Между поставщиком работ и заказчиком должна быть четкая информация о точных размерах и требуемых характеристиках.
“Чем больше вы можете управлять машиной, тем лучше”, сказал Кноблох. «Чем лучше машина может контролировать и компенсировать эффект пружинения материалов, эффект скручивания материала при гибке, тем лучше получится деталь. Гибочная машина, которая может многократно контролировать множество осей, которые влияют на результат часть, будет более полезной, чем машина, которая может управлять только одной или двумя осями, которая не может препятствовать скручиванию материала во время процесса».
Вот почему метод проб и ошибок так важен. Получение представления о возможностях машины для этих приложений даст производителям лучшее понимание природы переменных в процессе гибки.
«Методы программного обеспечения и правильная последовательность в оборудовании позволят производителям контролировать скручивание и изменения в процессе гибки, управляя потоком материала», — сказал Сирлз. «Это особенно важно, если в одной и той же детали есть разные радиусы изгиба, как мы часто видим в индустрии транспортных средств для отдыха. Для этого можно использовать аксессуары. Тестовые изгибы и работа с поставщиками действительно могут помочь сократить время обучения. ”
Эксперты согласны с тем, что пробный изгиб, пробы и ошибки — хорошее начало. Но они также предположили, что партнерство с поставщиком, имеющим опыт гибки профилей, даст производителю уникальную информацию как со стороны инструмента, так и со стороны станка.
С заместителем редактора Линдси Луминосо можно связаться по адресу lluminoso@canadianfabweld.