Трубогиб для профильной трубы чертежи и размеры
Самоделкитому назад 416 просмотра
Чертежи и размеры трубогиба для профильной трубы.
Понадобилось сделать навес перед гаражом, но платить большие деньги за гибку профильной трубы, стало просто жалко. Решил изготовить трубогиб своими руками, такой станок всегда пригодится в хозяйстве. Сделал себе самоделку не спешно за 4 дня, не считая токарных работ.
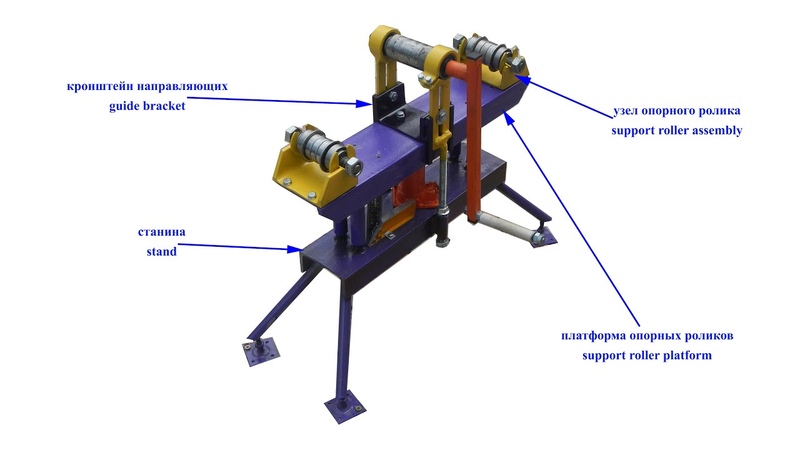
Ну и собственно результат показан на фото:
Звёзды и цепь взяты от ГРМ двигателя автомобиля.
Подшипники с полуоси ВАЗ классика.
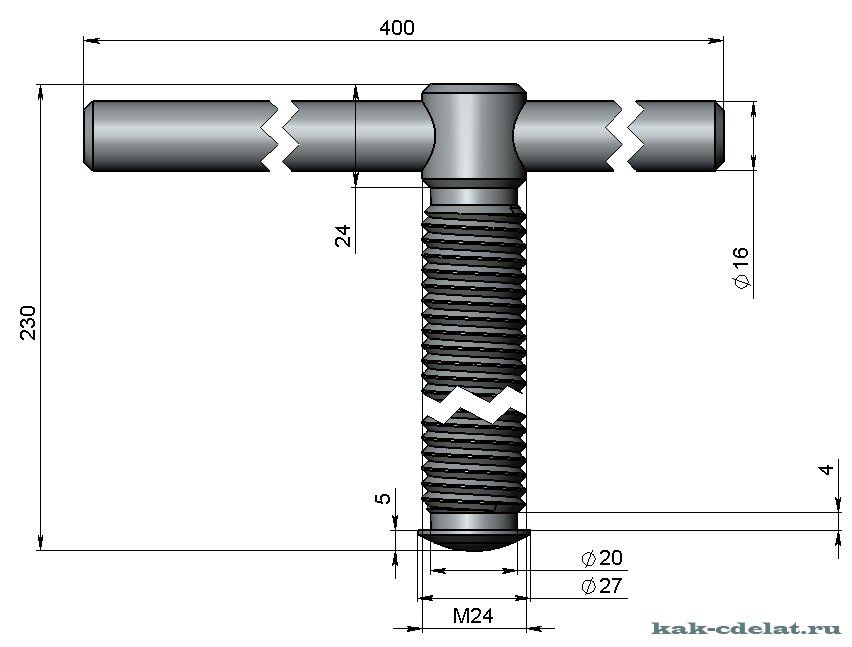
Прижимной винт взят от советских тисков, такой винт можно приобрести на пунктах приёма металлолома.
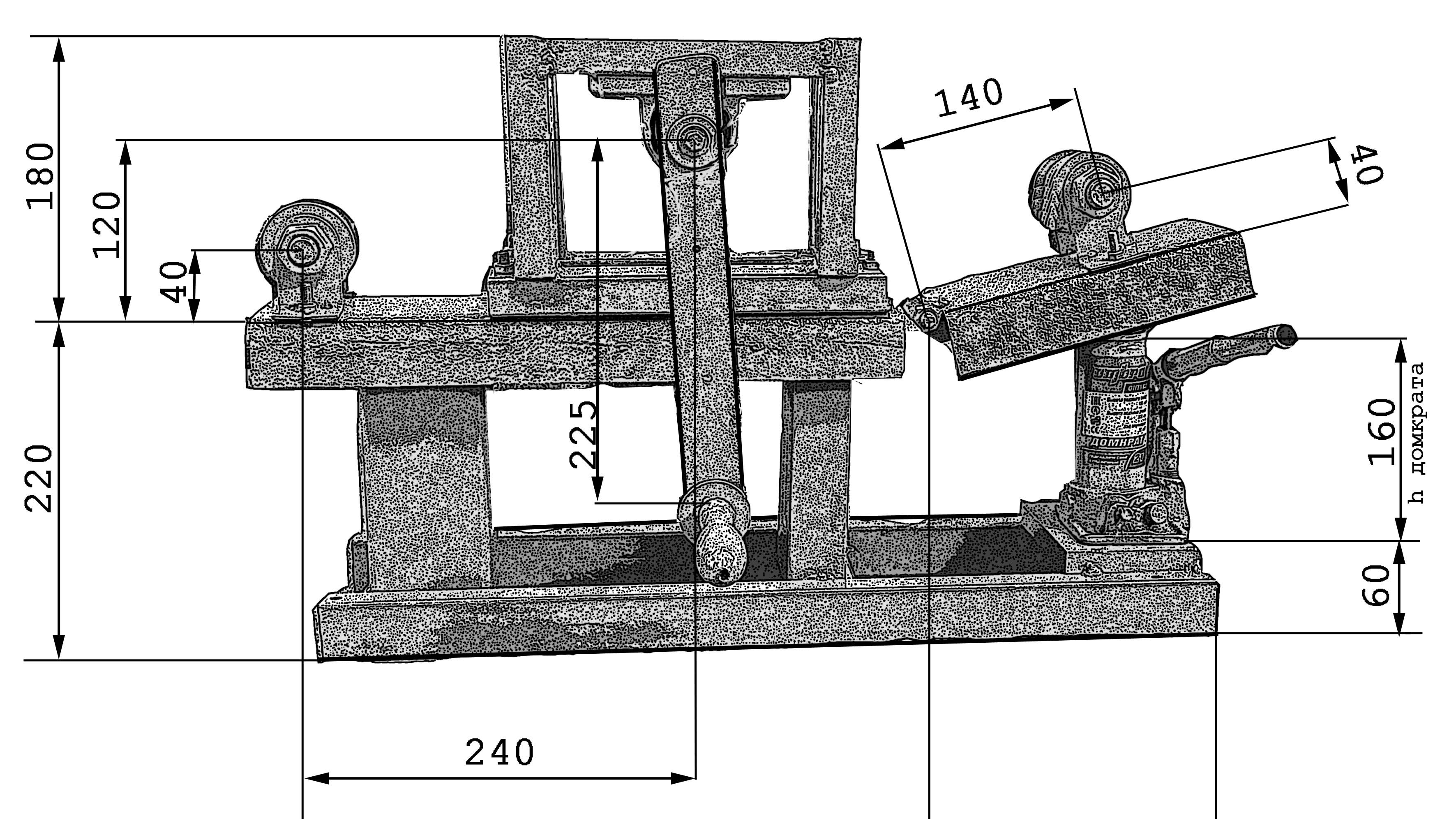
На верхнем прижимном валике имеется бортик, он позволяет гнуть большой профиль без вмятин. Профиль 20 х 20 нормально и так гнет, остальные профиля до 60 х 60 нужно гнуть только с бортиком, иначе идет либо волна либо вмятины.
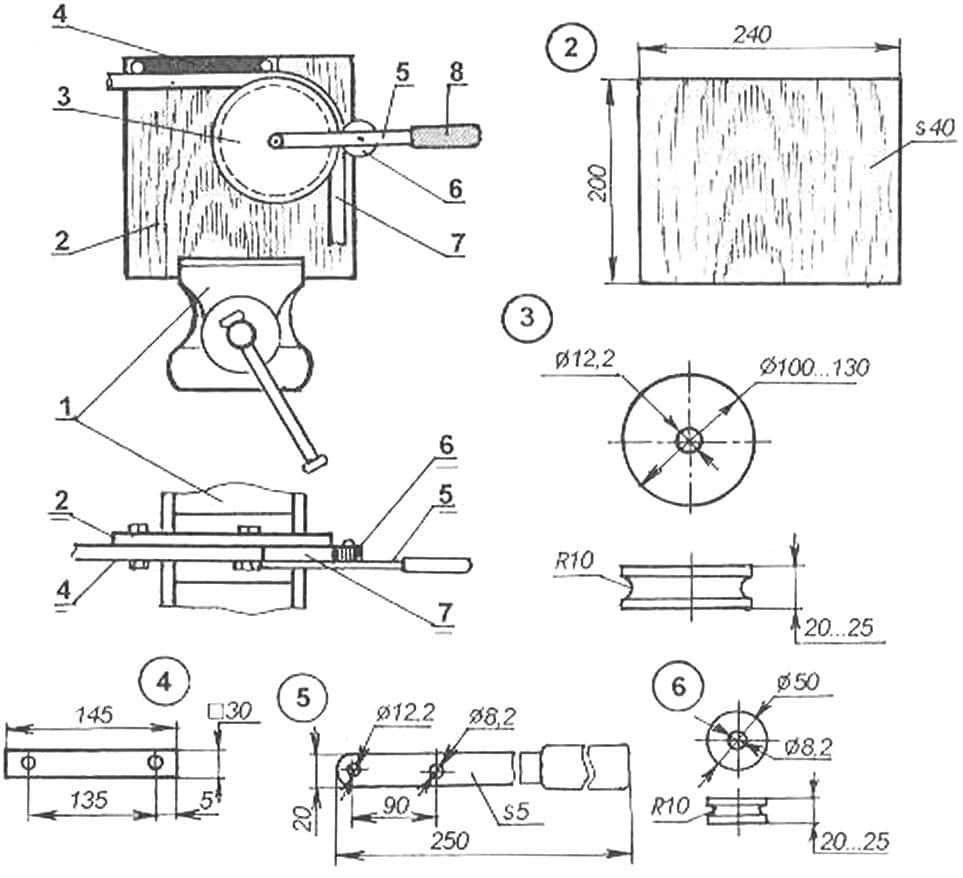
Также прилагаются чертежи трубогиба.
Станок гнёт профиль отлично, без вмятин и загибов.
Такой станочек обойдётся вам намного дешевле, чем покупной, с помощью такого приспособления можно гнуть профильную трубу сечением до 60 х 60 мм.
Также прилагается небольшое видео, автора самодельного трубогиба.
Автор самоделки: Яков Краснов.
СЛУЧАЙНЫЕ СТАТЬИ
Немало времени люди проводят в гостиной дома. Именно здесь отмечают все торжества, отмечаются праздники, встречаются родственники, проводят застолье. Поэтому сделать…
тому назад 229 просмотра
Те, кто живет в многоэтажных домах, слабо представляют себе комфортную жизнь без такого распространенного удобства, как лифт. Однако далеко не…
тому назад 248 просмотра
Изготовление всевозможных фигур с применением техники оригами считается наиболее доступным видом творчества. Используя простую бумагу, можно создавать фигурки людей, птиц…
Используя простую бумагу, можно создавать фигурки людей, птиц…тому назад 547 просмотра
Водоэмульсионные краски обладают определенными преимуществами, в сравнении с большинством лакокрасочных материалов. В основе состава эмульсионной краски входят нерастворимые полимеры, что…
тому назад 252 просмотра
В каждом доме скапливаются различные коробки: из-под обуви, от различных подарков, из-под косметики и других вещей. Не стоит спешить их…
тому назад 501 просмотра
тому назад 229 просмотра
требования, варианты и инструкция по изготовления Роман Волков, блог Малоэтажная Страна
В работе на загородном участке часто использую не пластичную профильную металлическую трубу. При этом регулярно возникает необходимость ее изогнуть. Поэтому решил изготовить трубогиб своими руками. После его испытания хочу поделиться с требованиями к нему, а также возможными вариантами станка. Расскажу еще, как я делал распространенную модель.
При этом регулярно возникает необходимость ее изогнуть. Поэтому решил изготовить трубогиб своими руками. После его испытания хочу поделиться с требованиями к нему, а также возможными вариантами станка. Расскажу еще, как я делал распространенную модель.
Вариант самодельного трубогиба
Требования к ручному трубогибу
Из профильной трубы создают садовые арки, козырьки над входами в дом, на территорию и так далее. Самодельный трубогиб своими руками позволяет изогнуть металлопрокат с нужным радиусом без надлома. С помощью станка при необходимости даже можно сделать аккуратный круг из прямолинейной трубы.
Использование механического трубогиба
Когда металлопрокат изгибается, тогда происходит растягивание его наружной стороны. При этом у него сжимается внутренняя поверхность. Чтобы изготовить трубогиб, позволяющий выполнять качественный и нужный изгиб, я определил требования, которыми он должен обладать:
- надежно фиксировать заготовку, что позволит выполнить изгиб в требуемом направлении;
- равномерно распределять приложенное усилие по изгибаемому участку;
- иметь в конструкции деталь-шаблон, с помощью которой станет возможным задавать угол изгиба;
- позволять одному человеку изготавливать гнутые заготовки без приложения запредельной физической силы.


Перечисленные требования позволили выбрать наиболее подходящую конструкцию станка из распространенных вариантов. Однако перед тем как сделать трубогиб своими руками в домашних условиях, мне пришлось изучить особенности популярных приспособлений. Ведь они отличаются сложностью устройства и даже предназначением.
Одна из распространенных моделей гибочного станка
Простой обкаточный трубогиб с роликами
Этот вариант популярен как у сантехников, так и у домовладельцев. Станок позволяет гнуть не только круглые, но и профильные трубы, но с небольшим поперечным сечением. Оно может составлять, например, 25*25 мм или 40*20 мм.
Основа приспособления представляет собой прочную станину (1). Ее делают из листового металла. Можно также использовать швеллер, потому что он выдерживает существенные нагрузки механического характера. Для крепления основы к неподвижному верстаку обычно используют болты. Вместо них нередко применяют мощные тиски.
В станочной основе делают отверстие для резьбовой шпильки.
Трубогиб с пластинчатой основой
Вокруг оси (2) также выполняется поворот рычага (5). Его изготавливают большой длины. Это позволяет прикладывать существенное усилие, чтобы изогнуть заготовку. На рабочем рычаге закрепляют прижимной роликовый элемент (4). Он нужен для передачи усилия на металлопрокат. Прижимную роликовую деталь и обкаточный дисковый элемент размещают на расстоянии друг от друга, которое должно немного превышать толщину трубной заготовки.
Если делают трубогибочный станок своими руками, тогда его часто оснащают несколькими комплектами дисков. Это позволяет гнуть трубы с разным профилем.
В конструкции трубогиба также предусматривают фиксирующую систему. Она нужна для закрепления конца трубы (7). Часто такая система представляет собой простой крючок или стопорный узел, который оснащен гайками (6).
Комплектация и принцип работы трубогиба
Чтобы выполнить изгиб металлопроката, сначала нужно отвести рабочий рычаг. Это позволит вставить прямолинейную трубу между прижимным роликом и обкаточным диском. В то же время необходимо конец металлопроката зафиксировать в стопорном элементе. После этого прикладывается усилие и поворачивается рабочий рычаг. В результате труба начинает изгибаться. Чтобы контролировать угол изгиба, станок можно оснастить шкалой с обозначенными градусами. В то же время данное приспособление не позволяет изменять радиус изгиба при выполнении конкретной операции. Ведь он напрямую зависит от закрепленного диска. Для изменения радиуса изгиба приходится каждый раз устанавливать дисковый элемент большего или меньшего диаметра.
Самодельный и простейший ручной трубогиб для профильной трубы своими руками, чертежи с размерами которого позволяют быстро изготовить станок, обычно применяется для изгиба заготовок на 90°. Он не подходит для создания пологих дуг большого радиуса.
Чертеж для сборки и деталировка самодельного станка
Намоточный трубогиб
Это более сложный вариант для трубы с круглым сечением. По данной причине он менее популярен у домовладельцев. Этот трубогиб для круглой трубы своими руками или промышленного производства позволяет создавать детали криволинейной формы, которые могут быть изогнуты в трех направлениях. Изготовленные элементы на нем применяются, например, при прокладке трубопроводных систем сложной конфигурации.
При использовании намоточного трубогиба сначала край заготовки фиксируют на рабочем колесе (1) с помощью зажимного механизма (3). В непосредственной близости от него находится упорный ролик (2). Это неподвижный элемент для подачи прямолинейного отрезка трубы. Именно он задает начало изгиба. После включения конструкции начинает медленно вращаться рабочее колесо. Оно крутится за счет наличия в конструкции, например, редуктора. Для этой цели также может использоваться гидравлическая передача.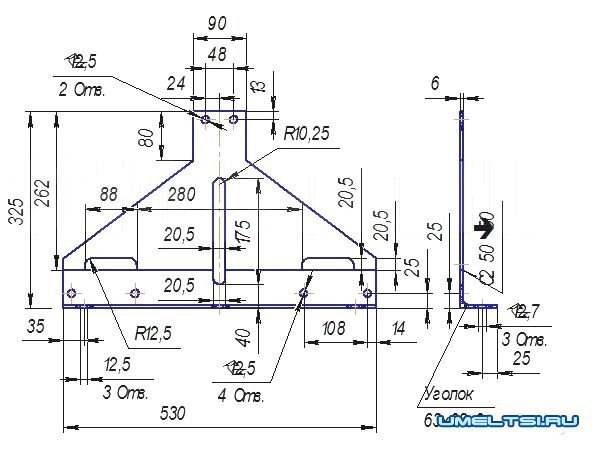
Детали и работа намоточного приспособления
Собирают также для профильной трубы намоточный трубогиб своими руками, чертежи которого обязательно подготавливают на первом этапе. Некоторые его варианты позволяют изгибать заготовки с небольшим радиусом кривизны. Часть таких приспособлений способна даже полностью разворачивать прямолинейную трубу на 180°. Эти устройства часто используют мастера, изготавливающие кованые изделия.
Чертеж варианта гибочного приспособления
Собственноручное изготовление трубогиба из утиля без токарных работ
Для своих нужд решил делать вальцовочный станок для гибки профильной трубы своими руками, чертежи для которого подготовил заранее. Его еще называют прокаточным устройством. Конечно, оно не представляет собой полностью идеальную конструкцию. Однако возможностей приспособления вполне хватило, чтобы изготовить дуги для теплицы и козырьков над входными группами.
Один из чертежей трубогиба
Для создания моего варианта гибочного станка использовал материал, который подлежал утилизации. Его я подготовил, когда выполнял уборку в гараже и разбирал накопившийся хлам. При этом мне даже не пришлось обращаться за помощью к токарю, чтобы изготовить опорные валики. В результате получилось приспособление, на которое было потрачено минимум денег.
Итак, перед тем как сделать трубогиб своими руками, чертежи и описание которого уже были подготовлены, я нашел в гараже:
- много болтов;
- ненужный швеллер, длина которого составляла 1 м;
- обрезки труб;
- резьбовую шпильку М18 длиной 1 м;
- металлический уголок длиной 2 м;
- кучу б/у подшипников;
- металлическую пластину толщиной 5 мм;
- большое количество широких шайб, а также гаек.
Гайки, подшипники, шайбы, резьбовая шпилька для будущего станка
После подготовки необходимых материалов начал изготавливать гибочный станок для профильной трубы своими руками, чертежи которого уже были подготовлены.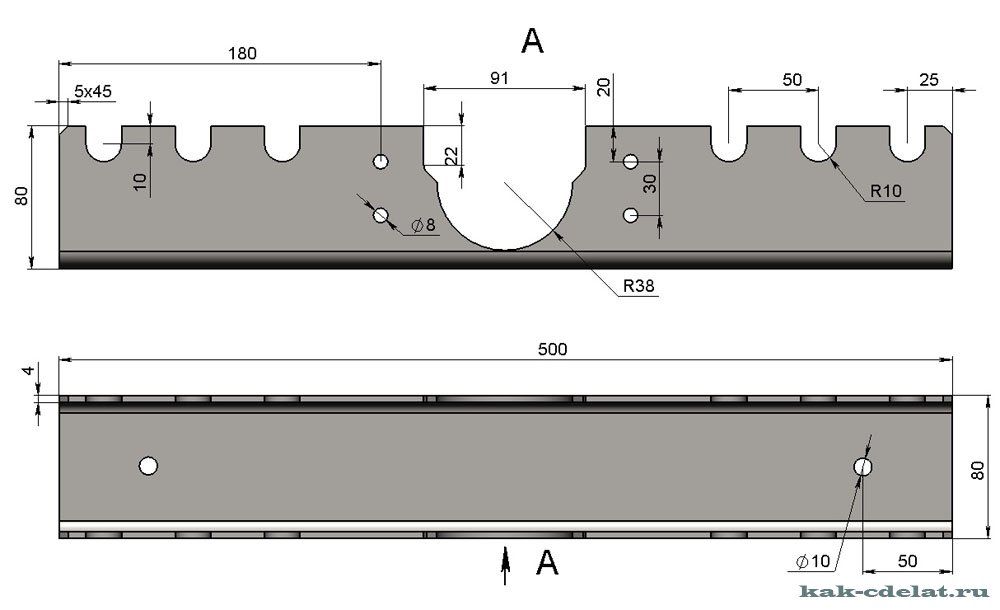 Процесс осуществлял следующим образом:
Процесс осуществлял следующим образом:
- Вырезал станину из швеллера. Ее длина составила 400 мм.
- Нарезал металлический уголок 25*25 мм. Из него получилось четыре стойки-опоры. Длина каждой из них составила 250 мм.
Обрезанный швеллер и стойки
- Очистил заготовки от ржавчины и грязи, чтобы дальнейшие операции проще выполнялись, включая сварочные работы. Для этого использовал металлическую щетку, которую установил на электродрель.
Щетка с металлической щетиной
- Перевернул швеллер, чтобы его полка оказалась внизу.
- Отметил на боковых частях швеллера месторасположение стоек из металлического уголка.
- Приварил четыре опоры к швеллеру. Эти стойки одинаковой высоты, перпендикулярные горизонту и параллельные друг другу образовали конструкцию в виде короба точно по центру. Именно в ней будет двигаться прижимная головка, укомплектованная соответствующим ведущим роликом.
Закрепленные стойки на швеллере
- Вырезал из металлического листа пластину размером 130*80 мм и сделал в ней отверстие диаметром 19 мм точно по центру. Из этой же листовой стали подготовил еще одну пластину 80*70 мм. В ней тоже сделал точно такое же отверстие по центру. Кроме того, подготовил еще пару одинаковых деталей, в которых сделал вырезы углом.
 Из этой же листовой стали подготовил еще одну пластину 80*70 мм. В ней тоже сделал точно такое же отверстие по центру. Кроме того, подготовил еще пару одинаковых деталей, в которых сделал вырезы углом.
Из этой же листовой стали подготовил еще одну пластину 80*70 мм. В ней тоже сделал точно такое же отверстие по центру. Кроме того, подготовил еще пару одинаковых деталей, в которых сделал вырезы углом.Две подготовленные пластины
- Начал изготавливать прижимной ролик. Его конструкция состоит из нескольких частей. Одной из них является ось. Для нее использовал часть шпильки. Длина этого кусочка составила 200 мм.
- Сделал на шпильке временные упор из широкой шайбы и гайки.
- Отрезал от трубы диаметром 1 дюйм кусочек длиной 40 мм.
- Надел часть обрезанной трубы на шпильку.
Кусочек трубы на шпильке
- Вставил в зазор между шпилькой и надетой трубкой кусочки электродов диаметром 3 мм. Их распределил равномерно. При этом следил, чтобы они плотно расположились в зазоре.
Вставленные электроды в собираемый валик
- Сделал еще одну оболочку для прижимного валика. Для ее изготовления использовал трубу с внутренним диаметром 32 мм.
- Надел вторую оболочку. Однако пришлось предварительно ее разрезать только с одной стороны и чуть-чуть расширить. Когда в дальнейшем выполнял сварку, получившийся разрез заполнил расплавленным металлом.
Надетая вторая оболочка с разрезом
- Обварил аккуратно всю конструкцию сначала с открытой стороны.
- Снял временную шайбу с гайкой.
- Обварил прижимной вал с другой стороны.
- Отшлифовал места сварки.
- Подготовил опорную пластинку для подшипников прижимного валика. Для этого приварил к ней строго симметрично друг другу две цапфы. В противном случае валик перекосит. Из-за этого ухудшится качество изгиба трубы.
Приваренные две одинаковые цапфы
- Надел подшипники на шпильку с каждой стороны прижимного валика.
Надетые подшипники на шпильку
- Установил надетые подшипники в вырезы цапф и приварил их. Крепление сделал точечное. Иначе подшипники могли перегреться.

Точечно приваренные подшипники
- Отрезал от шпильки еще один кусочек длиной 400 мм. Он нужен, чтобы сделать силовую передачу для вала.
- Завел обрезанную шпильку в отверстие пластины с цапфами и накрутил гайку. При этом резьбовой стержень вышел из нее на 2 мм.
Накрученная гайка на шпильке
- Приварил гайку к шпильке.
- Навинтил еще одну гайку на шпильку, но уже с другой стороны. При этом ее не затягивал до конца. Оставил зазор около 0,5 мм. Это нужно, чтобы пластина свободно крутилась на шпильке.
- Приварил гайку к стержню.
Вторая гайка на шпильке
- Опустил собранный элемент между направляющими деталями.
- Установил сверху подготовленную пластину. При этом через отверстие в ней пропустил шпильку.
Установка крышки-пластины
- Приварил пластину к направляющим.
- Накрутил на шпильку, которая торчала из отверстия пластины, еще одну гайку.

Вариант изготовления трубогиба для трубы с круглым сечением показан в этом видео:
- Приварил накрученную гайку к крышке-пластине.
- Прикрепил перекладину (маховик-рычаг) к резьбовому стержню с помощью сварки. Для изготовления рычага использовал профильную трубу. Он нужен, чтобы вручную вкручивать или выворачивать шпильку.
Приваренный рычаг к шпильке
- Установил пластиковые пробки на торцевые части маховика для исключения получения травм на ладонях, когда буду использовать изготовленный трубогиб для профильной трубы своими руками без токарных работ.
Еще одно видео по изготовлению трубогиба:
На следующем этапе приступил к созданию 2-х опорных роликов из шпилек и подшипников. Сначала отрезал два резьбовых стержня. Длина каждого из них составила 120 мм. Затем на шпильки накрутил гайки. Далее, надел на каждую из них сначала широкую, а потом узкую шайбу.
Длина каждого из них составила 120 мм. Затем на шпильки накрутил гайки. Далее, надел на каждую из них сначала широкую, а потом узкую шайбу.
Затем на шпильках разместил по три подшипника. Потом на стержни надел по маленькой и большой шайбе. Далее, на шпильки накрутил еще по одной гайки и обрезал торчащие концы с резьбой. В завершение приварил накрученные гайки к большим шайбам и шпикам.
Об ошибках при изготовлении гибочного станка рассказывается в данном видео:
На следующем этапе приступил к изготовлению рычага длиной 250 мм, который нужен для вращения прижимного вала. Его сделал из куска квадратной трубы с вырезом на конце под ось приводного вала. С другой стороны рычага прикрепил ручку из шпильки диаметром 8 мм.
Дополнительно вертикально приварил с каждой стороны швеллера по четыре отрезка шпилек диаметром 6 мм, чтобы можно было меняет положение опорных роликов относительно оси всего приспособления – прижимного вала.
В завершение изготовления станка хорошо отшлифовал прижимной валик. Для этого использовал наждачку с крупным зерном. При этом мелкую абразивную бумагу не применял, так как грубая поверхность вала позволила улучшить процесс прокатки металлопроката.
Видео поможет узнать, как изготовить трубогиб своими руками или как сделать трубогиб в домашних условиях:
Коротко о главном
При самостоятельном изготовлении трубогиба уделяют особое внимание ряду нюансов. Он должен надежно фиксировал заготовку, равномерно распределять прикладываемое усилие, иметь в конструкции при необходимости деталь-шаблон. Станок также обязан позволять работать с ним одному человеку.
Самостоятельно собрать можно приспособление для круглой и профильной трубы. Оно создается с простой и более сложной конструкцией, включая устройство намоточного типа. Я изготавливал вальцовочный станок из утиля без токарных работ. Использовал швеллер и уголки в качестве основы, а также подшипники, гайки, шпильки, шайбы для создания валиков.
Использовал швеллер и уголки в качестве основы, а также подшипники, гайки, шпильки, шайбы для создания валиков.
Напишите в комментариях, как думаете – все ли соединения должны быть сварными при изготовлении гибочного станка с вальцами?
Что делать производителям металлоконструкций, когда ломается трубогиб
Трубогибочные станки с ЧПУскоро сломаются — задействованные силы слишком сильно поощряют энтропию. Что с этим делать, требует длинного списка соображений. Изображения: Lincoln Brunner
Как долго должен работать трубогибочный станок с ЧПУ? В какой момент жизни машины вы начинаете задумываться о полной перестройке или замене? В чем разница между восстановлением и повторным контролем?
Причины поломок трубогибов
В конце концов, все трубогибы необходимо будет отремонтировать, перестроить, повторно контролировать или заменить. Но почему?
Ну, они используют силу: трубогибочные станки с ЧПУ производят невероятное усилие, чтобы превратить прямую трубу в изогнутую форму. Я часто использую пример 4-в. гидравлический цилиндр, который приводит в действие пресс-форму на типичном 3-дюймовом прессе. гибридный трубогиб. Гидравлические системы на большинстве этих машин могут генерировать 2000 фунтов. на квадратный дюйм давления.
Я часто использую пример 4-в. гидравлический цилиндр, который приводит в действие пресс-форму на типичном 3-дюймовом прессе. гибридный трубогиб. Гидравлические системы на большинстве этих машин могут генерировать 2000 фунтов. на квадратный дюйм давления.
Чтобы рассчитать общую величину силы, которая потенциально может быть приложена, умножьте гидравлическое давление в фунтах на квадратный дюйм на общую площадь поверхности поршня цилиндра. 4-дюймовый. поршень имеет площадь поверхности чуть более 12,5 кв. дюймов. При давлении 2000 фунтов на квадратный дюйм этот цилиндр может производить более 25 000 фунтов. силы.
Типичная установка штампа под давлением может использовать только 1000 фунтов на квадратный дюйм для изготовления хорошей детали, но это означает, что 12 500 фунтов. сила по-прежнему прикладывается к трубе и механике машины снова и снова, пока машина работает.
Таким образом, при гибке труб речь идет не о , если машина сломается, а о , если .
Все ломается
В дополнение к механике, все трубогибочные станки с ЧПУ имеют некоторую форму системы управления. Первые системы управления на базе ПК использовали операционные системы на базе DOS. Некоторые недавно выпущенные машины могут иметь компьютер на базе Windows для ввода данных, но использовать ПЛК для фактической интеграции и управления устройствами на машине. Со временем эти компоненты начинают выходить из строя, поддержка программного обеспечения становится скудной, а найти замену становится все труднее.
Внутри шкафа и на панели управления кнопки, переключатели, контакторы двигателя, реле перегрузки, реле, источники питания, устройства ввода-вывода и другие компоненты имеют ограниченное количество циклов, которые они могут пройти, прежде чем они начнут выходить из строя.
Вопросы управления
В большинстве случаев, когда вы получаете смету на восстановление машины, она включает стоимость установки новой системы управления. Вся механика будет либо заменена, либо отремонтирована до состояния нового. Тем не менее, машину можно повторно контролировать без обязательной механической перестройки.
Тем не менее, машину можно повторно контролировать без обязательной механической перестройки.
Если ваша машина технически исправна, замена или модернизация системы управления может стоить менее половины стоимости полного ремонта. Также учтите, что устаревшие двигатели, гидравлические и приводные системы можно заменить без затрат на замену редукторов, шарико-винтовых пар или другой механики.
При гибке труб вопрос не в том, сломается ли машина, а в том, когда.
Другие важные факторы
Вот несколько моментов, на которые стоит обратить внимание.
Размер машины. Машины меньшего размера (с наружным диаметром менее 2 дюймов) обычно не подвергаются такому же обращению, как машины размером 2 дюйма и больше. Хотя механика, необходимая для восстановления, может быть дешевле, чем более крупные машины, количество труда, затрачиваемого на восстановление, примерно такое же. Стоимость полного восстановления может начать приближаться к стоимости покупки нового.
Деталь Сложность. Одним из факторов, который следует учитывать при принятии решения о перестройке или перенастройке существующей машины, является сложность производимых деталей. Большинство производителей новых машин могут смоделировать для вас детали, но это может быть нецелесообразно, если вы запускаете сотни различных деталей. Детали, которые вы в настоящее время можете производить на существующем станке, определенно могут продолжать производиться после реконструкции или повторного контроля.
Доступные инструменты. Некоторые гибочные станки сами по себе могут не стоить вложений в перестройку или повторное управление, но они также могут иметь множество инструментов для гибки, которые часто используются и подходят к машине. Некоторые новые станки можно заказать со специальными креплениями для инструментов или адаптерами, чтобы можно было использовать существующие инструменты для гибки, но это не всегда так просто, как кажется. Стоимость замены всего имеющегося в магазине инструмента может намного перевесить стоимость восстановления или повторного контроля.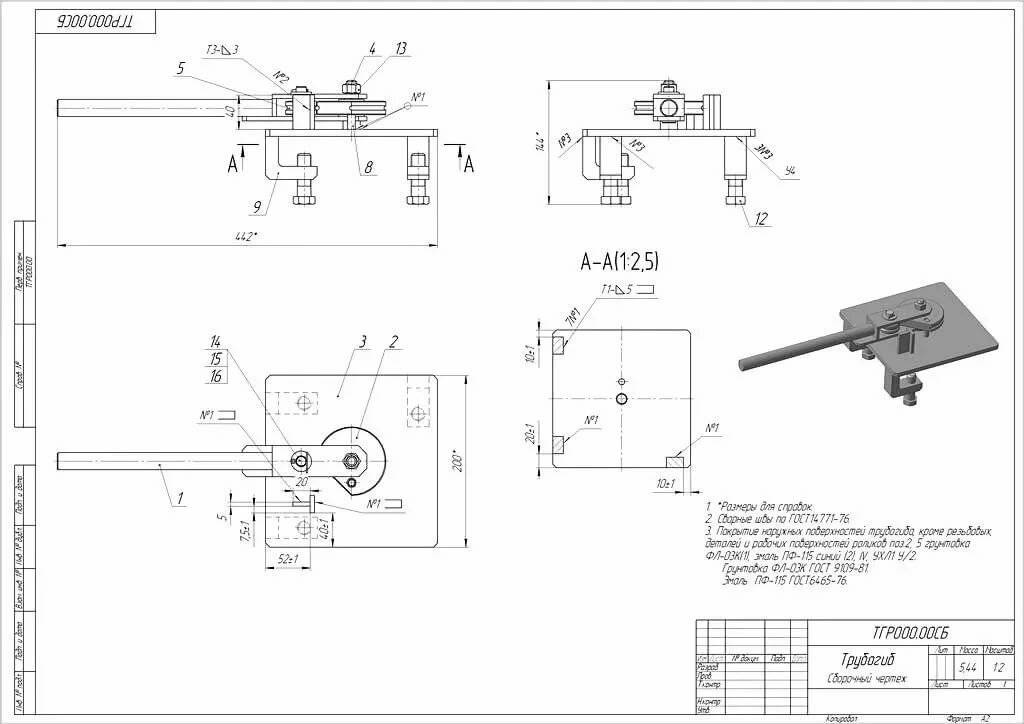
Доступность запчастей. Некоторые отличные трубогибы, которые все еще используются, были построены производителями, которые либо прекратили свою деятельность, либо были куплены компаниями, которые больше не производят для них детали. Большинство компаний, предлагающих услуги полного восстановления, производят новые детали или находят соответствующие перекрестные ссылки, но даже при полном восстановлении повторно используется большое количество того, что находится на машине. Это может затруднить простое поднятие телефона и заказ запчастей, когда что-то ломается.
Энергопотребление. При выборе новой машины в сравнении с перестройкой или переуправлением существующей, внимательно рассмотрите количество энергии, необходимое для ее работы. Большинство новых машин используют электрическую гибку, в то время как многие старые машины имеют гидравлические гибочные рычаги. Электрические машины, как правило, потребляют меньше электроэнергии, поэтому повседневные эксплуатационные расходы могут быть значительно ниже. Даже гибридные машины, использующие электрическую гибку с гидравлическим зажимом, не требуют больших энергоемких гидравлических насосов и двигателей, которые есть у некоторых гидравлических гибочных машин.
Даже гибридные машины, использующие электрическую гибку с гидравлическим зажимом, не требуют больших энергоемких гидравлических насосов и двигателей, которые есть у некоторых гидравлических гибочных машин.
Вместимость машины. При выборе нового станка по сравнению с существующим трубогибом убедитесь, что мощность нового станка такая же (или выше). При переходе от станка с гидравлическим изгибом и зажимом к новому полностью электрическому станку или даже к гибридному станку с электрическим изгибом убедитесь, что способность станка сгибать ваши детали такая же.
Нет ничего необычного в том, что электрическая машина рассчитана на трубу того же размера с наружным диаметром , но с гораздо меньшей толщиной стенки 9.0004 . Используйте эмпирическое правило 80/20: не более 20% ваших производственных деталей должны превышать 80% мощности машины. Если вы будете регулярно сгибать детали, которые составляют более 90% мощности новой машины, вам действительно следует рассмотреть возможность увеличения размера. Разница в стоимости может сделать перестройку старой машины с более высокой производительностью гораздо более привлекательной.
Разница в стоимости может сделать перестройку старой машины с более высокой производительностью гораздо более привлекательной.
При принятии решения об инвестировании в существующее оборудование для гибки или его замене новым необходимо учитывать еще множество факторов, и компании, продающие это оборудование, могут помочь вам разобраться в преимуществах и недостатках каждого варианта. Обязательно задавайте много вопросов, внимательно обдумывайте предоставленную информацию и принимайте лучшее решение для своего производства!
При принятии решения об инвестировании в существующее оборудование для гибки или его замене на новое необходимо учитывать еще множество факторов.
Формование металлов и гибка труб | Услуги изготовления
Перейти к содержимомуФормированиеadmin6456772021-09-29T01:10:13+00:00
VM Choppy & Sons – Прецизионная обработка металлов Качественные услуги по изготовлению Более 40 лет
В.
 М. Choppy & Sons
М. Choppy & SonsГрузоподъемность
Safan Darley E-Brake 220 тонн x 12 футов
Bystronic PRDC 150 тонн x 10 футов с 6 осями BG
Adira QHA 80-25 x 8 футов 9 0 тонн с NC BG
Ролик Roundo x 4′
Трубогиб Ercolina SB48
Профильный ролик Ercolina CE50
Получить индивидуальное предложение
Для получения дополнительной информации о компании V.M. Choppy & Sons и нашей передовой технологии обработки металлов давлением, пожалуйста, свяжитесь с нами!
Металлообработка и гибка труб
V.M Choppy & Sons специализируется на обработке металлов давлением, гибке труб и листопрокатном производстве для различных рынков США.
Наш ассортимент листогибочных прессов, роликов и оборудования для гибки труб позволяет нам стать продолжением вашей команды, когда речь идет о ваших потребностях в обработке металлов давлением. Мы гордимся тем, что делаем все правильно с первого раза. Мы позаботимся о том, чтобы вы получили именно то, что вам нужно и нужно, и тогда, когда вы этого хотите!
Для получения дополнительной информации о наших услугах по формовке металла на заказ, которые мы предоставляем, свяжитесь с нами сегодня. Мы возьмемся за любой проект, большой или маленький.
Мы возьмемся за любой проект, большой или маленький.
Материалы и области применения
Нержавеющая, низкоуглеродистая сталь, высокопрочная сталь, алюминий и многие другие виды обработанной стали используются в наших услугах по формовке металла. Мы производим лестницы, перила, промышленные рамы, электрические панели, корпуса и многие другие продукты, предназначенные для автомобильного, строительного, декоративного и промышленного рынков.
Наше современное оборудование имеет складские запасы, которые сокращают время обработки металлов давлением и снижают затраты для клиента. Мы создаем детали индивидуальной формы, изготовленные в соответствии с вашими точными спецификациями, независимо от того, предоставляете ли вы нам картонный вырез или цифровой 3D-дизайн и прототип.
Помимо наших услуг по формовке металла, мы также предоставляем услуги лазерной и плазменной резки, гибки труб, правки и вырубки, чтобы быть универсальным магазином, когда вам это нужно. Как клиент, вы можете выбирать услуги, необходимые для вашего конкретного приложения.
Мы являемся семейным предприятием с полным спектром услуг, которое может выполнить вашу работу от начала до конца, включая изготовление, сборку, покрытие, упаковку и доставку. (518) 266-1444
Оборудование и машины
Формовка:
Safan Darley E-Brake 220 тонн x 12 футов
Bystronic PRDC 150 тонн x 10 футов с 6-осевым приводом
Adira QHA 80-25 x 8 футов 90 тонн с без привода
AMADA RG-25 25 Листогибочный пресс Ton
Roundo x 4′ Листовой ролик
Трубогиб Ercolina SB48
Профильный ролик Ercolina CE50
Штамповка:
Strippit FC1000 XP Револьверный перфоратор 22 тонны / 20 станций
Mazak Optiplex DDL 4 кВт и Mazak Optiplex 3015 II 4KW
-3/4” толстая углеродистая сталь
-1/2” толстая нержавеющая сталь
-1/2” толстая алюминий
-3/8” медь
-3/8” латунь
Распиловка:
12” высота x 19-дюймовая плоская режущая способность.