

Вес оцинкованного листа, вес рифленого листа
Одним из наиболее востребованных видов металлопроката является стальной лист. Он может использоваться как готовый продукт или в качестве заготовки для дальнейшего производства. При выборе листов для тех или иных целей стоит учитывать разновидности, технические характеристики и особенности изготовления плоского металлопроката.
Сферы применения листов металла обширны, а их свойства и характеристики во многом зависят от способа изготовления. Так, формовка стального проката может происходить методами горячего или холодного проката.
Горячее деформирование осуществляется путем нагрева металла до температур, превышающих условия его рекристаллизации и составляющих 60% и более от температуры плавления. Нагретую заготовку прокатывают между валками, а после формовки обрабатывают, убирая возможные дефекты и следы окалины. Регламентируется размер листа горячекатанного ГОСТом 19903-2015, по которому рулонный прокат имеет толщину не более 25 мм, при ширине 500-2200 мм.
Горячекатаные листы не отличаются высокой точностью и гладкостью поверхности, но их доступность позволяет использовать такой металл повсеместно в народном хозяйстве, во многих видах строительства и производства, в том числе в качестве заготовок для изготовления просечно-вытяжных листов, сварных балок, электросварных и профильных труб и уголка.
Метод холодного проката предполагает формовку металла катками без предварительного прогрева, что требует больше времени и усилий. В результате получается лист с гладкой поверхностью, высокой прочностью на изгиб, растяжение и разрыв. Регулируется производство листов холоднокатаных ГОСТами 19904-90, 9045-93, 16523-97, согласно которым их толщина варьируется от 0,28 до 5мм, а ширина от 500 до 2350 мм.
Такой прокат пользуется спросом в строительстве, космической отрасли, машино- и судостроении, и в качестве заготовок при производстве посуды, мебели, оборудования, бытовых приборов и инструментов. Нанесение цинкового слоя повышает антикоррозийные свойства, что применяется при изготовлении профнастила.
| Таблица основных характеристик стального листа | |||
| Чертеж | Толщина листа, мм | Масса, кг | Норматив |
лист горячекатаный | от 0,4 до 160 | от 3,14 до 1256 | ГОСТ 19903-2015 |
лист холоднокатаный | от 0,35 до 5 | от 2,7475 до 39,25 | ГОСТ 19904-90 |
При маркировке стальных листов учитываются их разновидности по нескольким критериям:
- Вид проката:
— г/к – горячекатаный, х/к – холоднокатаный;
— ОЦ – оцинкованный, ОК – с полимерным покрытием, ПК – под окраску;
— ромб, чечевица – для листа рифленого ГОСТ 8568-77.
- По точности проката: А – повышенной, Б – нормальной.
- Ровность поверхности: ПО – особо высокая, ПВ – высокая, ПУ – улучшенная, ПН – нормальная.
- Размерные параметры листа указываются цифрами, в миллиметрах.
- Обработка кромки: НО – необрезная, О – обрезная.
- Отделка поверхности: І – особо высокая, ІІ – высокая, III – повышенная, IV – обычная.
- Поверхность: Т – травленая, ГЛ – глянцевая, М – матовая.
- Свойства вытяжения: ВОСВ – весьма особо сложной, ОСВ – особо сложной, СВ – сложной, ВГ – весьма глубокой вытяжки.
- Наличие узора кристаллизации у оцинкованных листов: КР – есть, МТ – нет.
- Для профилированных листов: Н – для настила покрытий, НС – для настила и стеновых ограждений, С – для стеновых ограждений.
- Класс прочности: 295; 315; 345; 355; 390.
Также в маркировке указываются марка стали с обозначением Ст, и номер ГОСТа или ТУ, которым соответствуют указанные параметры.
Лист стальной горячекатаный и холоднокатаный
Размеры и вес листа (ГОСТ 19903-90 и 19904-90) из расчета удельного веса 7,85 г/см3
| Толщина (размер), мм | Вес листа, кг |
| 0,5 (1250х2500) | 12,26 |
| 0,55 (1250х2500) | 13,5 |
| 0,6 (1250х2500) | 14,71 |
| 0,7 (1250х2500) | 17,81 |
| 0,8 (1250х2500) | 19,62 |
| 0,9 (1250х2500) | 22,06 |
| 1 (1250х2500) | 24,53 |
| 1,2 (1250х2500) | 29,43 |
| 1,4 (1250х2500) | 34,34 |
| 1,5 (1250х2500) | 36,78 |
| 1,7 (1250х2500) | 41,69 |
| 1,8 (1250х2500) | 44,16 |
| 1,9 (1250х2500) | 46,60 |
| 2 (1250х2500) | 49,06 |
| 2,5 (1250х2500) | 61,31 |
| 3,0 (1250х2500) | 73,59 |
| 3,5 (1250х2500) | 85,84 |
| 4 (1500х6000) | 282,6 |
| 5 (1500х6000) | 353,25 |
| 6 (1500х6000) | 423,9 |
| 7 (1500х6000) | 494,55 |
| 8 (1500х6000) | 565,2 |
| 9 (1500х6000) | 635,85 |
| 10 (1500х6000) | 706,5 |
| 12 (1500х6000) | 847,8 |
| 14 (1500х6000) | 989,1 |
| 16 (1500х6000) | 1130,4 |
| 18 (1500х6000) | 1271,7 |
| 20 (1500х6000) | 1413 |
| 22 (1500х6000) | 1554,3 |
| 25 (1500х6000) | 1769,4 |
| 30 (1500х6000) | 2119,5 |
| 40 (1500х6000) | 2826 |
| 50 (1500х6000) | 3532,5 |
| 60 (1500х6000) | 4239 |
Лист холоднокатаный ГОСТ 19904-90, ГОСТ 19904-74(Холоднокатаная листовая и рулонная сталь)
Посмотреть прайс — Лист холоднокатаный
Листовая холоднокатаная сталь шириной 500мм и более изготавливается толщиной 0,35 — 5мм в листах, толщиной 0,35 — 3,5 мм — в рулонах. Листы менее 3мм имеют раскрой 1250*2500, более 4мм включительно — 1500*6000.
Листы менее 3мм имеют раскрой 1250*2500, более 4мм включительно — 1500*6000.
Применение листа холоднокатаного Применяется на холодную штамповку и изготовление изделий с высоким качеством поверхности, а также в строительстве, машиностроении, приборостроении, судостроении, авиастроении, электроэнергетике, для изготовления сельскохозяйственной техники. В строительстве холоднокатаный лист применяется при стягивании конструкций особой прочности. Часто используется в перерабатывающей промышленности- из листа х/к изготавливают лист оцинкованный и лист металлический с полимерным покрытием, перфорированный металлический лист, профнастил. Также лист холоднокатаный используют как сырьё для профильных металлических стеновых листов и металлочерепицы.
Производство холоднокатаного листа: С помощью горячей прокатки изготавливается рулон, затем происходит процесс травления стального горячекатаного листа, где специальные химические вещества воздействуют на металл. Позже металл прокатывают под высоким давлением на стане холодной прокатки и либо оставляют листом, либо формируют в рулон. При необходимости придать листу определённые физические свойства, его ещё подвергают обжатию. Такая технология изготовления металлических листов холоднокатаных позволяет получить более тонкий пласт с большими эксплуатационными свойствами, из-за этого холоднокатаный лист дороже горячекатаного, он отличается пластичностью и более гладкой поверхностью.
Позже металл прокатывают под высоким давлением на стане холодной прокатки и либо оставляют листом, либо формируют в рулон. При необходимости придать листу определённые физические свойства, его ещё подвергают обжатию. Такая технология изготовления металлических листов холоднокатаных позволяет получить более тонкий пласт с большими эксплуатационными свойствами, из-за этого холоднокатаный лист дороже горячекатаного, он отличается пластичностью и более гладкой поверхностью.
Поставщики холоднокатаного листа: ОАО «Новолипецкий металлургический комбинат» (НЛМК), ОАО «Северсталь».
Лист стальной холоднокатаный (хк) изготавливают из качественной стали и обыкновенного качества стали:
- углеродистой стали- 08пс, 08кп, 10, 15пс, 15, 20пс, Ст 1пс, Ст2пс, Ст2сп, Ст3пс,Ст3сп по ГОСТ 16523-97 для общего назначения;
- низкоуглеродистой стали — 08пс, 08кп, 08ю по ГОСТ 9045-93- для холодной штамповки.
Лист холоднокатаный производят:
1. по точности прокатки:
по точности прокатки:
а) по толшине:
- высокая — ВТ
- повышенная — АТ
- нормальная точность — БТ
б) по ширине:
- высокая — ВШ
- повышенная — АШ
- нормальная — БШ
- высокая — ВД
- повышенная — АД
- нормальная — БД
в) по длине:
2. по плоскостности:
- особо высокая — ПО
- высокая — ПВ
- улучшенная — ПУ
- нормальная — ПН
3. по характеру кромки:
- необрезная — НО
- обрезная — О
4. по способности к вытяжке:
- нормальная — Н (не используется)
- глубокая — Г (не используется)
- весьма глубокая — ВГ (сталь 08ю)
- сложная — СВ
- особо сложная — ОСВ
5. по качеству отделки поверхности:
- особо высокая
- высокая
- повышенная
- обычная
6. по поверхности: бывает матовая и глянцевая
Пример маркировки холоднокатаного листа:
Лист БТ — ПВ — О — 0,8х1250х2500 ГОСТ 19904-74 II — ВГ- 08Ю ГОСТ 9045-93
Это холоднокатаный лист нормальной точности прокатки по толщине (БТ), высокой плоскостностью (ПВ), обрезной кромкой, толщиной 0,8 мм, шириной 1250 мм, длиной 2500 мм,по ГОСТу на сортамент 19904-74, высокой отделки поверхности (II), весьма глубокой вытяжки (ВГ),из стали 08ю, по ГОСТу 9045-93 (тонколистовой холоднокатаный для холодной штамповки).
Лист стальной холоднокатаный ГОСТ 19904-90, ГОСТ 19904-74. Основные размеры,вес листа холоднокатаного
| Толщина металлического листа, мм | Ширина листа, мм | Вес1 м металлического листа, кг |
| 0,50 | 1250 | 4,91 |
| 0,70 | 1250 | 6,87 |
| 0,80 | 1250 | 7,85 |
| 1,00 | 1250 | 9,81 |
| 1,20 | 1250 | 11,78 |
| 1,50 | 1250 | 14,72 |
| 2,00 | 1250 | 19,63 |
| 2,50 | 1250 | 24,53 |
| 3,00 | 1250 | 29,44 |
Купить лист холоднокатаный
У нас вы можете преобрести лист холоднокатаный всех производимых видов со складов филиалов, складов Московской области или напрямую с завода. Оказываем услуги по резке, доставке и комплектации листа. Наличие, сортамент холоднокатаных листов и прайс-лист металлического листа Вы можете посмотреть на сайте. Более подробную информацию по цене листа стального холоднокатаного, уточнить вес листа и сделать расчёт количества, выписать счёт и оформить заявку, уточнить варианты оплаты и запросить сертификат на взятый уже металл — можно у менеджера, связавшись с ним по телефону
Наличие, сортамент холоднокатаных листов и прайс-лист металлического листа Вы можете посмотреть на сайте. Более подробную информацию по цене листа стального холоднокатаного, уточнить вес листа и сделать расчёт количества, выписать счёт и оформить заявку, уточнить варианты оплаты и запросить сертификат на взятый уже металл — можно у менеджера, связавшись с ним по телефону
(8452) 57-00-18, e-mail: [email protected]
Лист стальной рифленый
Толщина и вес рифленого листа (ГОСТ 8568-77).
| Толщина, мм | Вес, кг/м2 |
| ромбическое рифление | |
| 2,5 | 21,0 |
| 3,0 | 25,1 |
| 4,0 | 33,5 |
| 5,0 | 41,8 |
| 6,0 | 59,0 |
| 8,0 | 66,0 |
| 10,0 | 83,0 |
| 12,0 | 99,3 |
| чечевичное рифление | |
| 2,5 | 20,1 |
| 3,0 | 24,2 |
| 4,0 | 32,2 |
| 5,0 | 40,5 |
| 6,0 | 48,5 |
| 8,0 | 64,9 |
| 10,0 | 80,9 |
| 12,0 | 96,8 |
Расчет веса оцинкованного листа с полимерным покрытием
- Плотность железа — 7,85 т/м3
- Плотность цинка — 7,13 т/м3
- Плотность полимерного покрытия — 1,5 т/м3
- Толщина полимерного покрытия — 0,035мм
- Толщина холоднокатаного субстрата для цинкового покрытия 1 класса меньше толщины готового проката на 0,05мм, 2 класса — на 0,03мм
| Класс цинкового покрытия | Толщина цинкового покрытия, мм |
| 1 | 0,0381 |
| 2 | 0,0216 |
| Z100 | 0,0208 |
| Z140 | 0,0212 |
| Z180 | 0,026 |
| Z200 | 0,0297 |
| Z275 | 0,0405 |
| Z350 | 0,0529 |
Масса 1 м2 считается по формуле: M=t*l*h*?, где t-ширина, l-длинна, h- толщина, ?-плотность.
Пример расчета массы 1 м2 оцинкованного проката с полимерным покрытием толщиной 0,5мм, 2 класс покрытия цинком: m=0,47 х 1 х 1 х 7,85+0,0216 х 1 х 1 х 7,13+0,035 х 1 х 1 х 1,5=3,89кг
Пояснение: толщина холоднокатаного субстрата в мм, умножается на площадь листа (1х1м) и на плотность железа (7,85 т/м3) — получается масса подката. Прибавляется масса оцинкованного покрытия — толщина оцинкованного слоя при 2 классе покрытия (из таблицы ) умножается на площадь и на плотность цинка (7,13 т/м3). Далее прибавляется масса полимерного покрытия, которая расчитывается как толщина (0,035мм), умноженная на площадь, умноженная на плотность (1,5 т/м3).
Лист оцинкованный
Посмотреть прайс — Лист оцинкованный
Лист оцинкованный — это прокат, который изготавливают из углеродистой стали качественной и обыкновенного качества, из листовой стали, обработанную методом оцинковки. Производят шириной 500мм и более, толщиной от 0,5 мм до 2,5мм по ГОСТ 14918-80 лист оцинкованный и от 0,3 мм до 4,9 мм по ГОСТу Р 52246-2004.
Оцинкованный стальной лист изготавливают согласно стандартам:
ГОСТ 14918-80 Сталь тонколистовая оцинкованная с непрерывных линий
ГОСТ Р 52146-2003 Тонкий холоднокатаный и холоднокатаный горячеоцинкованный стальной лист с полимерным покрытием с непрерывных линий.
ГОСТу Р 52246-2004 Прокат листовой горячеоцинкованный
ГОСТ Р 54301-2011 Тонкий холоднокатаный электролитически оцинкованный лист с покрытием полимерным с непрерывных линий.
ГОСТ 24982-81 Прокат листовой из коррозионно-стойких,жаростойких и жаропрочных сплавов.
ГОСТ 17066-94 Прокат тонколистовой из стали повышенной прочности.
ТУ 14-1-4695-89 Лист стальной электролитически оцинкованный с полимерным покрытием.
ТУ 14-1-4766-90 Лист стальной электролитически оцинкованный.
ТУ 14-1-4792-90 Прокат холоднокатаный и горячеоцинкованный с органическим покрытием.
Цинк защищает металл от коррозии и воздействия ультрафиолета, обладает электрохимической сопротивляемостью,что придаёт металлу долговечность и надёжность.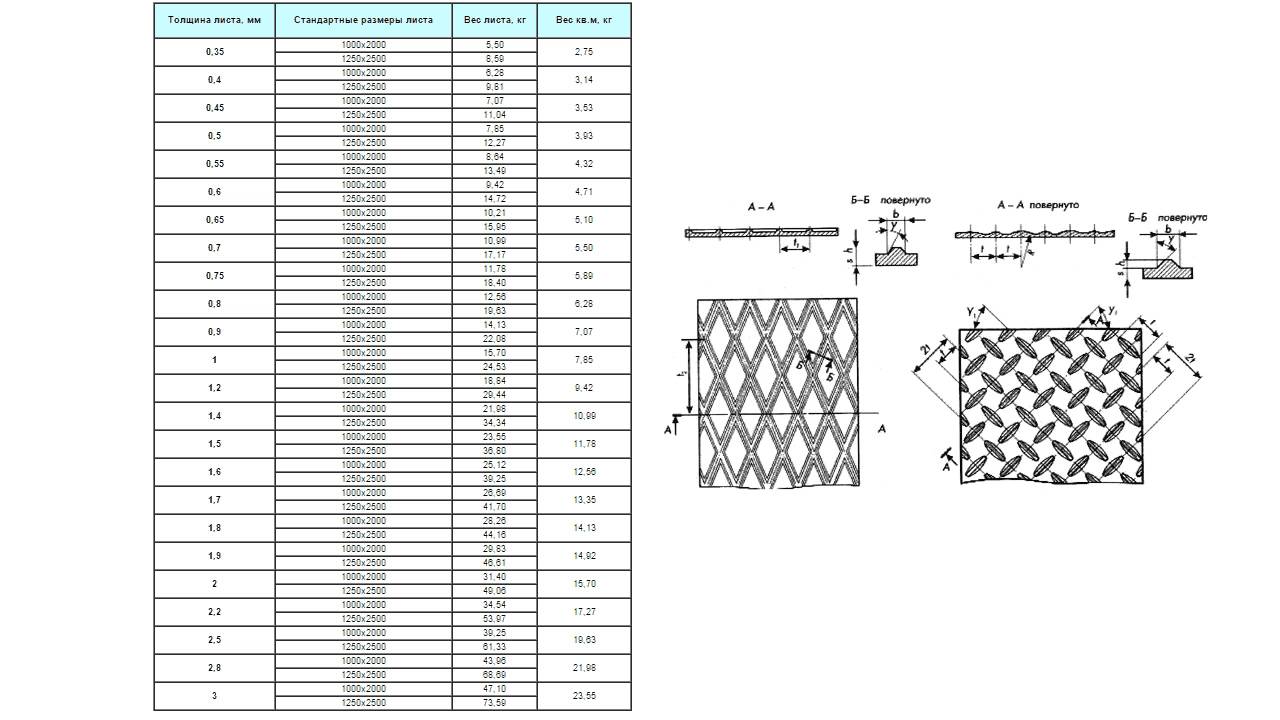 За счёт этого оцинкованный лист железа (оцинковка) широко применим во многих отраслях промышленности. Его применяют в строительных-монтажных работах, в машиностроении, автомобилестроении, производстве различного оборудования и техники, в кораблестроении, при строении зернохранилищ, а также оцинкованный лист используют как декоративный металлический лист, для облицовки фасадов. Одно из основных применений — кровля из металлических листов оцинкованных, для изготовления жестяных и водосточных изделий, незаменима оцинковка в производстве корпусов стиральных машин и холодильников,баков с питьевой водой, гарантируя покрытию длительный срок эксплуатации.
За счёт этого оцинкованный лист железа (оцинковка) широко применим во многих отраслях промышленности. Его применяют в строительных-монтажных работах, в машиностроении, автомобилестроении, производстве различного оборудования и техники, в кораблестроении, при строении зернохранилищ, а также оцинкованный лист используют как декоративный металлический лист, для облицовки фасадов. Одно из основных применений — кровля из металлических листов оцинкованных, для изготовления жестяных и водосточных изделий, незаменима оцинковка в производстве корпусов стиральных машин и холодильников,баков с питьевой водой, гарантируя покрытию длительный срок эксплуатации.
Производство металлических листов оцинкованных проводят в несколько этапов. Сначала лист проходит термообработку, обезжиривание,травление,промывку, только после этого погружается в гальванический раствор, в результате чего на поверхности металла образуется ферро-цинковый сплав, что приводит к усилению антикоррозийного свойства. Затем лист или рулон охлаждается.
Затем лист или рулон охлаждается.
В России лист оцинкованный лист производят: ОАО «Новолипецкий металлургический комбинат», ОАО «Магнитогорский металлургический комбинат».
Лист оцинкованный тонколистовой с непрерывных линий ГОСТ 14918-80
Данный стандарт распространяется на рулонную и листовую холоднокатанную сталь, оцинкованную в агрегатах непрерывного цинкования горячим способом. Оцинкованную сталь производят шириной от 710 до 1800 мм включительно, толщиной от 0,5 мм до 2,5 мм включительно. Размеры, предельные отклонения и другие характеристики к сортаменту должны соответствовать ГОСТу 19904 (листовой горячекатаный прокат).
Тонкий лист металлический оцинкованный делят на группы:
1) по назначению:
— для холодной штамповки — ХШ — для холодного профилирования — ХП — под окраску — ПК — общего назначения — ОН
2) по способности к вытяжке (для группы ХШ):
— нормальной вытяжки — Н — глубокой вытяжки — Г — весьма глубокой вытяжки — ВГ
3) по равномерноститолщины цинкового покрытия:
— с нормальной разнотолщинностью — НР — с уменьшенной разнотолщинностью — УР
4) по наличию узора:
— с узором кристаллизации — КР — без узора кристаллизации — МТ
5) по толщине цинкового покрытия на классы:
— повышенный класс (П), 1 класс, 2 класс.
Классы толщины цинкового покрытия ГОСТ 14918-80
| Класс толщины | Масса 1 кв м слоя покрытия с двух сторон, г | Толщина покрытия, мкм |
| П(повышенный) | Более 570 до 855 включит-но | Свыше 40 до 60 включит-но |
| 1 | Более 258 до 570 включит-но | Свыше 18 до 40 включит-но |
| 2 | От 142,5 до 258 включит-но | От 10 до 18 включит-но |
Уменьшенная разнотолщинность цинкового покрытия (УР) должна соответствовать:
— для класса П не более 16 мкм — для класса 1 — не более 10 мкм — для класса 2 — не более 4 мкм
Пример маркировки оцинкованного листа:
Оц А-О- 1,5х1250х2500 ГОСТ 19904-90 08кпВГ-МТ-УР-2 ГОСТ 14918-80
Лист оцинкованный повышенной точности прокатки А, с обрезной кромкой О, толщиной 1,5 мм, шириной 1250 мм, длиной 2500 мм, по ГОСТу 19904-90 в части сортамента, марки стали 08кп, весьма глубокой вытяжки ВГ, без узора кристаллизации МТ, с уменьшенной разнотолщинностью УР, 2ого класса покрытия, по ГОСТу 14918-80 (Лист оцинкованный тонколистовой с непрерывных линий).
Лист оцинкованной стали предназначен для холодного профилирования, под окраску, для изготовления штампованных деталей,тары и других металлических изделий.
Теоретический расчёт количества квадратных метров в тонне листа оцинкованного, вес 1м2 листа стального оцинкованного.
| Толщинаоцинкованного листа, мм | Количество кв метров в 1тн | Вес м2 оцинкованного листа |
| Лист оцинкованный 0,5 мм | 242,42 | 4,13 |
| Лист оцинкованный 0,55 мм | 221,36 | 4,52 |
| Лист оцинкованный 0,7 мм | 175,59 | 5,70 |
| Лист оцинкованный 0,8мм | 154,32 | 6,48 |
| Лист оцинкованный 1 мм | 124,22 | 8,05 |
| Лист оцинкованный 1,2 мм | 103,95 | 9,62 |
| Лист оцинкованный 1,5 мм | 83,51 | 11,97 |
| Лист оцинкованный 2,0 мм | 62,89 | 15,90 |
| Лист оцинкованный 2,5 мм | 50,45 | 19,82 |
| Лист оцинкованный 3,0 мм | 42,46 | 23,68 |
Купить оцинкованный лист
У нас вы можете преобрести оцинкованной стали лист всех производимых видов со складов филиалов, складов Московской области или напрямую с завода. Оказываем услуги по резке металлического листа, доставке и комплектации. Наличие, размеры оцинкованного листа, толщину оцинкованного листа и цену листа оцинкованного за тонну можно найти на сайте в прайс-листе на лист оцинкованный. Уточнить цену листа оцинкованной стали за штуку, вес листа оцинкованного, сделать расчёт количества, выписать счёт и оформить заявку, уточнить варианты оплаты и запросить сертификат на оцинкованный лист — можно у менеджера, связавшись с ним по телефону:
Оказываем услуги по резке металлического листа, доставке и комплектации. Наличие, размеры оцинкованного листа, толщину оцинкованного листа и цену листа оцинкованного за тонну можно найти на сайте в прайс-листе на лист оцинкованный. Уточнить цену листа оцинкованной стали за штуку, вес листа оцинкованного, сделать расчёт количества, выписать счёт и оформить заявку, уточнить варианты оплаты и запросить сертификат на оцинкованный лист — можно у менеджера, связавшись с ним по телефону:
(8452) 57-00-18, e-mail: [email protected]
потолочные панели, вентиляция, дизайн, фильтрация
Категория
ТехнологииПросечно-вытяжная сетка TDek из низкоуглеродистой стали 08 КП ГОСТ 16523–97, 08 ПС ГОСТ 19904-90
Удельный вес низкоуглеродистой стали – 7,87 г/см3
|
Обозна- чение |
Геометрические размеры ячейки |
Вес 1 кв. готового полотна кг/м² |
Толщина готового полотна |
Свободная поверхность % |
Форма поставки сетки карта |
Форма поставки сетки рулон |
|||||
|
Длина ячейки ± 5% |
Ширина ячейки ± 5% |
Шаг подачи ± 5% |
Толщина материала ± 10% |
Максим. ширина |
Максим. длина |
Максим. ширина |
Максим. длина |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
TDek24 |
24,0 |
4,0 |
1,47 |
0,70 |
4,05 |
2,35 |
26,0 |
1000,0 |
2500,0* |
1000,0 |
10000,0* |
|
TDek24 |
24,0 |
4,0 |
1,47 |
1,00 |
5,78 |
2,35 |
26,00 |
1000,0 |
2500,0* |
1000,0 |
|
|
TDek24 |
24,0 |
4,0 |
1,47 |
1,20 |
6,94 |
2,35 |
26,00 |
1000,0 |
2500,0* |
1000,0 |
5000,0* |
 м
м

Просечно-вытяжная сетка TDek из оцинкованной низкоуглеродистой стали ГОСТ 14918 – 80
Удельный вес оцинкованной стали – 7,87 г/см3
|
Обозна- чение |
Геометрические размеры ячейки |
Вес 1 кв. готового полотна кг/м² |
Толщина готового полотна |
Свободная поверхность % |
Форма поставки сетки карта |
Форма поставки сетки рулон |
|||||
|
Длина ячейки ± 5% |
Ширина ячейки ± 5% |
Шаг подачи ± 5% |
Толщина материала ± 10% |
Максим. ширина |
Максим. Длина |
Максим. ширина |
Максим. длина |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
TDek24 |
24,0 |
4,0 |
1,47 |
0,55 |
3,18 |
2,35 |
26,0 |
1000,0 |
2500,0* |
1000,0 |
10000,0* |
|
TDek24 |
24,0 |
4,0 |
1,47 |
0,70 |
4,05 |
2,35 |
26,0 |
1000,0 |
2500,0* |
1000,0 |
10000,0* |
|
TDek24 |
24,0 |
4,0 |
1,47 |
1,00 |
5,78 |
2,35 |
26,0 |
1000,0 |
2500,0* |
1000,0 |
10000,0* |
 м
м

Просечно-вытяжная сетка TDek из алюминиевых сплавов АМЦм, АМГ3, АМГм, АМГ2, ГОСТ21631 – 76
Удельный вес алюминия – 2,7 г/см3
|
Обозна- чение |
Геометрические размеры ячейки |
Вес 1 кв. готового полотна кг/м² |
Толщина готового полотна |
Свободная поверхность % |
Форма поставки сетки карта |
Форма поставки сетки Рулон |
|||||
|
Длина ячейки ± 5% |
Ширина ячейки ± 5% |
Шаг подачи ± 5% |
Толщина материала ± 10% |
Максим. ширина |
Максим. длина |
Максим. ширина |
Максим. Длина |
||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
|
TDek24 |
24,0 |
4,0 |
1,47 |
0,80 |
1,65 |
2,35 |
26,0 |
1000,0 |
2500,0* |
1000,0 |
30000,0* |
|
TDek24 |
24,0 |
4,0 |
1,47 |
1,00 |
2,06 |
2,35 |
26,0 |
1000,0 |
2500,0* |
1000,0 |
25000,0* |
|
TDek24 |
24,0 |
4,0 |
1,47 |
1,20 |
2,47 |
2,35 |
26,0 |
1000,0 |
2500,0* |
1000,0 |
20000,0* |
 м
м
Примечание: Все размеры приведены в мм.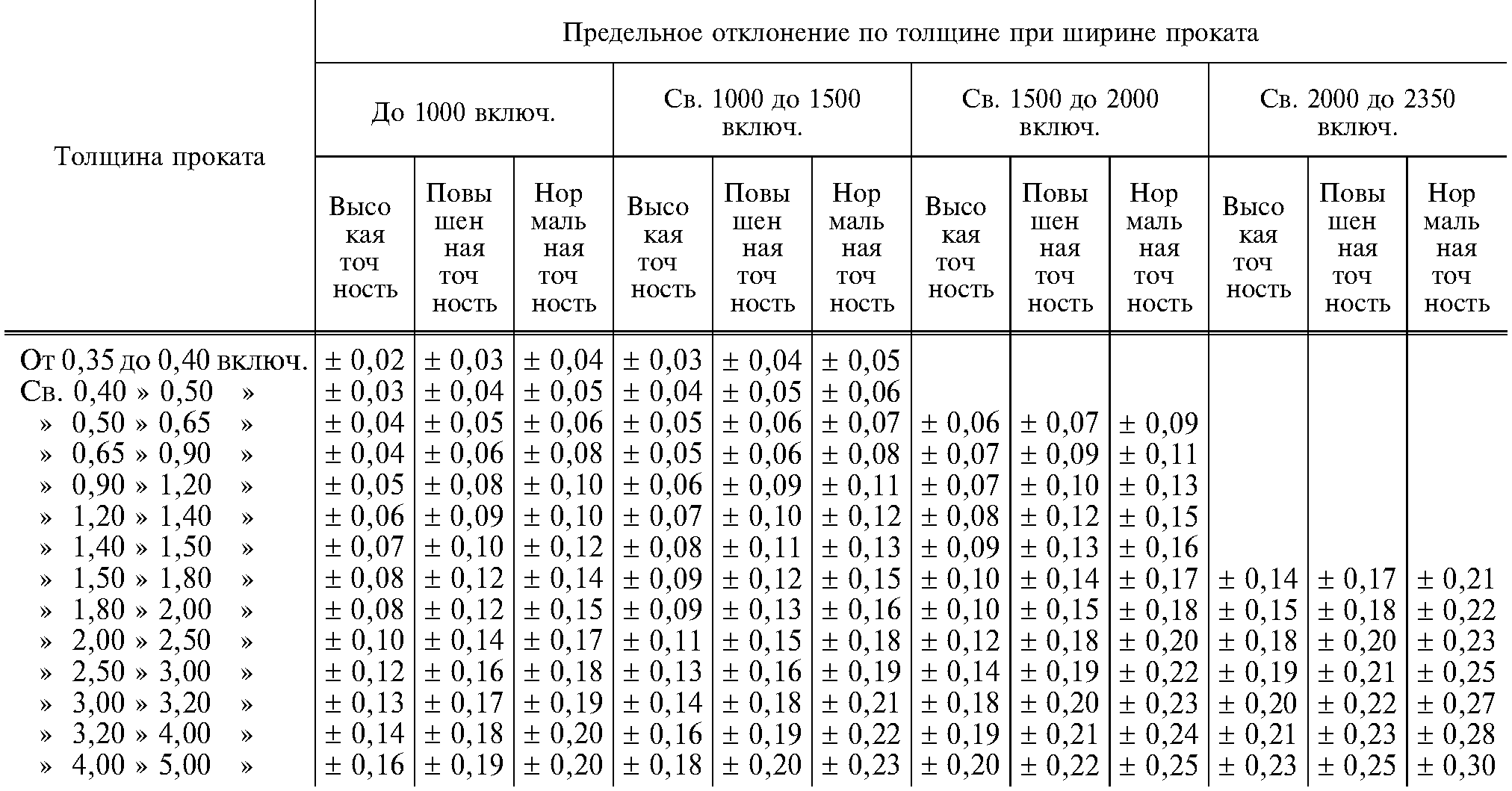 , если не обозначено иначе.
, если не обозначено иначе.
Все технические характеристики просечно-вытяжной сетки TDek из различных материалов могут быть изменены в пределах производственных возможностей, в соответствии с техническими требованиями предъявляемые потребителем к данной продукции.
* Справочные размеры.
Дополнительные услуги
Дополнительно просечно-вытяжная сетка TDek, может быть провальцованна между двумя гладкими валами, толщина такой сетки равна толщине обрабатываемого материала.
В соответствии с условиями эксплуатации и предъявляемыми техническими требованиями, просечно-вытяжная сетка TDek, может быть дополнительно защищена от коррозии методом порошкового полимерного напыления в любой цвет по таблице RAL. Для этого при заказе продукции вам необходимо указать только номер краски по колористической таблице.
Получить просечно-вытяжную сетку TDek с требуемыми вам линейными размерами по ширине и длине готовой сетки очень просто, для этого свяжитесь с нами любым удобным для вас способом, укажите параметры линейных размеров с требуемыми допусками, и мы обязательно предложим, подходящий вам вариант.
Области применения
Просечно-вытяжная сетка TDek в различных вариантах исполнения, рекомендуется нами к применению в таких направлениях как: потолочные панели, системы вентиляции, элементы дизайна, фильтрация. Соответствие номера ячейки просечно-вытяжной сетки TDek и области применения смотрите в таблице ниже.
| TDek24 | • | • | • | • |
Назад в блог
Другие статьи
Металлическая сетка для фильтраКомпания ООО «ПРЕССТИЖ» занимается производством и поставками просечно-вытяжных листов (ПВЛ) и цельнометаллических просечно-вытяжных сеток (ЦПВС). Вся изготавливаемая продукция полностью соответствует необходимым стандартам качества. ПВЛ производится на основании ТУ 1470-003-46288331-2009, ЦПВС по ТУ 1470-002-46288331-2009.
Вся изготавливаемая продукция полностью соответствует необходимым стандартам качества. ПВЛ производится на основании ТУ 1470-003-46288331-2009, ЦПВС по ТУ 1470-002-46288331-2009.
Компания ООО «ПРЕССТИЖ» занимается производством и поставками просечно-вытяжных листов (ПВЛ) и цельнометаллических просечно-вытяжных сеток (ЦПВС). Вся изготавливаемая продукция полностью соответствует необходимым стандартам качества. ПВЛ производится на основании ТУ 1470-003-46288331-2009, ЦПВС по ТУ 1470-002-46288331-2009.
Читать дальше Фасадная сеткаКомпания ООО «ПРЕССТИЖ» занимается производством и поставками просечно-вытяжных листов (ПВЛ) и цельнометаллических просечно-вытяжных сеток (ЦПВС). Вся изготавливаемая продукция полностью соответствует необходимым стандартам качества. ПВЛ производится на основании ТУ 1470-003-46288331-2009, ЦПВС по ТУ 1470-002-46288331-2009.
ПВЛ производится на основании ТУ 1470-003-46288331-2009, ЦПВС по ТУ 1470-002-46288331-2009.
Плотность металлов, таблица плотности всех распространенных металлов PDF
Плотность металлов – список металлов по плотности
Различные металлы имеют разную плотность, и разница в плотности между некоторыми металлами огромна. Например, самым плотным металлом является осмий (Os) с плотностью 22,59 г/см3, что в 42 раза больше, чем у наименее плотного металла лития (0,534 г/см3).
Плотность обычных металлов, таких как железо, составляет 7,87 г/см3, мягкая сталь – 7,85 г/см3, нержавеющая сталь 304 – 8,0 г/см3, алюминий – 2,7 г/см3, медь – 8,9.3 г/см3, золото 19,3 г/см3, серебро 10,49 г/см3, для получения информации о других металлах см. таблицу плотности металла и таблицу ниже.
Таблица плотности обычных и менее распространенных металлов
В таблице ниже указана плотность различных металлов, включая обычные и менее распространенные металлы, в г/см3, кг/м3, фунт/дюйм3, фунт/фут3.
| Таблица плотности металла | ||||
| Различные металлы | Плотность, г/см3 | Плотность, кг/м3 | Плотность, фунт/дюйм3 | Плотность, фунт/фут3 |
| Мягкая сталь | 7,85 | 7 850 | 0,284 | 490 |
| Среднеуглеродистая сталь | 7,83 | 7 830 | 0,283 | 489 |
| Высокоуглеродистая сталь | 7,81 | 7 810 | 0,282 | 488 |
| Железо | 7,87 | 7 870 | 0,284 | 491 |
| Нержавеющая сталь | 7,7-8,0 | 7 700–8 000 | 0,278-0,289 | 481-499 |
| Алюминий | 2,70 | 2 700 | 0,098 | 169 |
| Медь | 8,93 | 8 930 | 0,323 | 557,5 |
| Латунь | 8.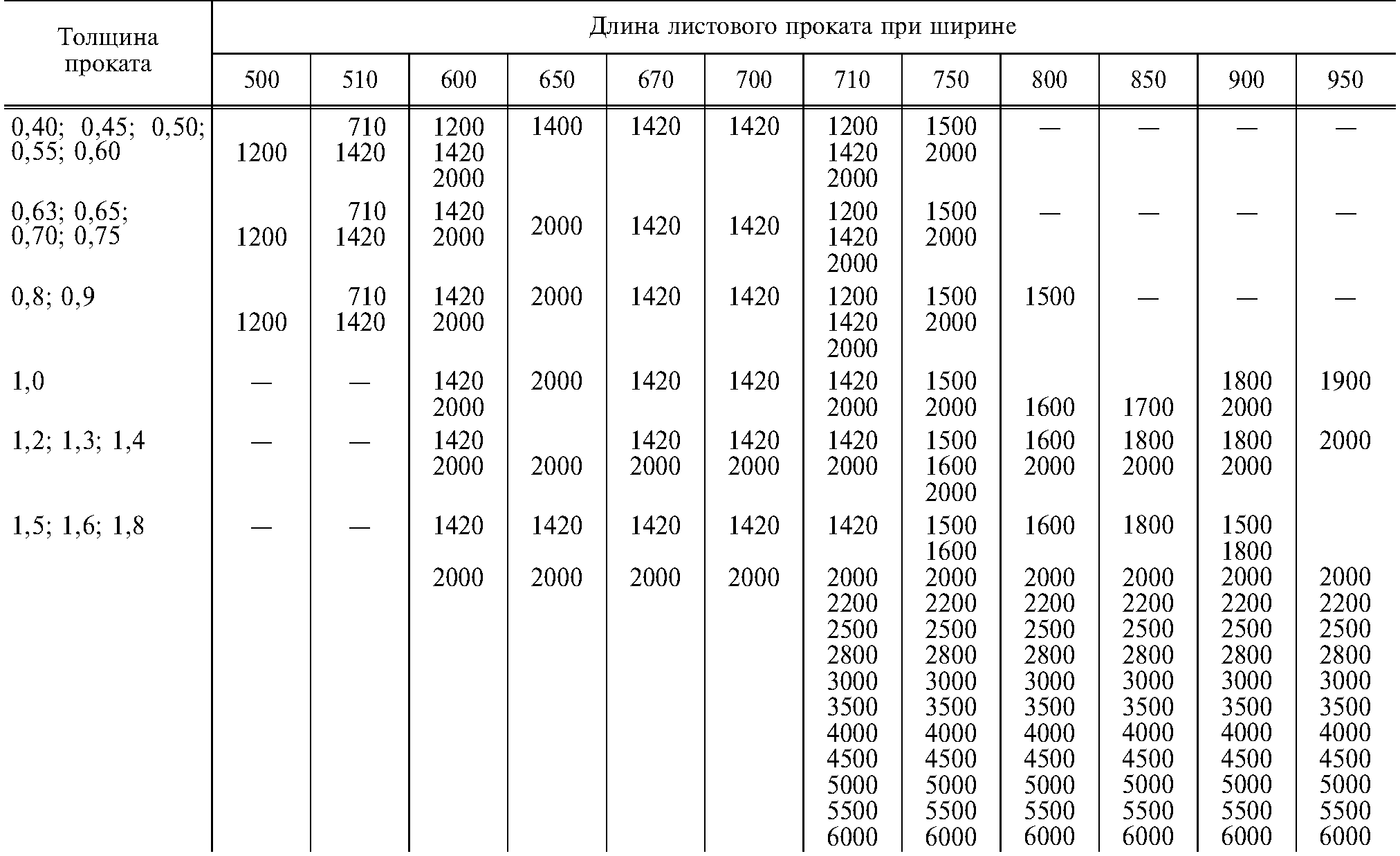 50-8.80 50-8.80 | 8 500–8 800 | 0,307-0,318 | 531-499 |
| Золото | 19.30 | 19 302 | 0,697 | 1205 |
| Серебро | 10,49 | 10 490 | 0,379 | 655 |
| Свинец | 11,34 | 11 340 | 0,410 | 708 |
| Никель | 8,90 | 8 902 | 0,322 | 556 |
| Хром | 7,19 | 7 190 | 0,260 | 449 |
| Сурьма | 6,70 | 6 697 | 0,242 | 418 |
| Мышьяк | 5,78 | 5 778 | 0,209 | 361 |
| Барий | 3,5 | 3 500 | 0,126 | 218,5 |
| Бериллий | 1,85 | 1 848 | 0,067 | 115 |
| Висмут | 9,81 | 9 808 | 0,354 | 612 |
| Бор | 2,45 | 2 450 | 0,089 | 153 |
| Кадмий | 8,64 | 8 642 | 0,312 | 540 |
| Кальций | 1,55 | 1 550 | 0,056 | 97 |
| Углерод (графит) | 2,25 | 2 250 | 0,081 | 140,5 |
| Церий | 8. 16 16 | 8 160 | 0,295 | 509 |
| Цезий | 1,90 | 1 903 | 0,069 | 119 |
| Кобальт | 8,83 | 8 832 | 0,319 | 551 |
| Диспрозий | 8,55 | 8 551 | 0,309 | 534 |
| Эрбий | 9.07 | 9 066 | 0,328 | 566 |
| Европий | 5,24 | 5 244 | 0,189 | 327 |
| Гадолиний | 7,90 | 7 901 | 0,285 | 493 |
| Галлий | 5,91 | 5 907 | 0,213 | 369 |
| Германий | 5,32 | 5 323 | 0,192 | 332 |
| Гафний | 13.31 | 13 310 | 0,481 | 831 |
| Гольмий | 8. 795 795 | 8 795 | 0,318 | 549 |
| Индий | 7,3 | 7 300 | 0,264 | 456 |
| Иридий | 22.562 | 22 562 | 0,815 | 1409 |
| Лантан | 6,15 | 6 146 | 0,222 | 384 |
| Литий | 0,533 | 533 | 0,019 | 33,3 |
| Лютеций | 9,84 | 9 841 | 0,356 | 614 |
| Магний | 1,74 | 1 738 | 0,063 | 108,5 |
| Марганец | 7,43 | 7 430 | 0,268 | 464 |
| Меркурий | 13,55 | 13 546 | 0,489 | 846 |
| Молибден | 10,22 | 10 220 | 0,369 | 638 |
| Неодим | 7. 01 01 | 7 008 | 0,253 | 438 |
| Ниобий | 8,57 | 8 570 | 0,310 | 535 |
| Осмий | 22.587 | 22 587 | 0,816 | 1410 |
| Палладий | 12.02 | 12 020 | 0,434 | 750 |
| Фосфор (белый) | 1,83 | 1 830 | 0,066 | 114 |
| Платина | 21,45 | 21 450 | 0,775 | 1339 |
| Плутоний | 19,86 | 19 860 | 0,717 | 1240 |
| Калий | 0,855 | 855 | 0,031 | 53 |
| Празеодим | 6,773 | 6 773 | 0,245 | 423 |
| Прометий | 7,264 | 7 264 | 0,262 | 453 |
| Протактиний | 15,43 | 15 430 | 0,557 | 963 |
| Рений | 21. 02 02 | 21 020 | 0,759 | 1312 |
| Родий | 12.41 | 12 410 | 0,448 | 775 |
| Рубидий | 1,532 | 1 532 | 0,055 | 96 |
| Рутений | 12,45 | 12 450 | 0,450 | 777 |
| Самарий | 7,52 | 7 520 | 0,272 | 469,5 |
| Скандий | 2,99 | 2 989 | 0,108 | 187 |
| Селен | 4,81 | 4 809 | 0,174 | 300 |
| Кремний | 2,33 | 2 329 | 0,084 | 145 |
| Натрий | 0,97 | 967 | 0,035 | 60 |
| Стронций | 2,6 | 2 600 | 0,094 | 162 |
| Тантал | 16,6 | 16 600 | 0,600 | 1036 |
| Технеций | 11,5 | 11 500 | 0,415 | 718 |
| Теллур | 6,24 | 6 237 | 0,225 | 389 |
| Тербий | 8,23 | 8 230 | 0,297 | 514 |
| Таллий | 11,87 | 11 872 | 0,429 | 741 |
| Торий | 11,8 | 11 800 | 0,426 | 737 |
| Тулий | 9,32 | 9 321 | 0,337 | 582 |
| Олово | 5,765 | 5 765 | 0,208 | 360 |
| Титан | 4,51 | 4 507 | 0,163 | 281 |
| Вольфрам | 19,25 | 19 254 | 0,696 | 1202 |
| Уран | 19. 05 05 | 19 050 | 0,688 | 1189 |
| Ванадий | 6,16 | 6 160 | 0,223 | 385 |
| Иттербий | 6,90 | 6 903 | 0,249 | 431 |
| Иттрий | 4,47 | 4 469 | 0,161 | 279 |
| Цинк | 7.13 | 7 133 | 0,258 | 445 |
| Цирконий | 6,51 | 6 505 | 0,235 | 406 |
Теги: Таблица плотности металлов , Таблица плотности металлов в формате PDF Сталь, теплопроводность нержавеющей стали
Мировой материал 153 сообщения 11 комментариев
Предыдущий пост
Ржавеет ли алюминий или подвергается коррозии? Алюминиевая коррозионная стойкость
Следующий пост
Калькулятор веса плиты из углеродистой, мягкой и нержавеющей стали, формула расчета плиты MS
Стальной шлак – Руководство пользователя – Гранулированная основа – Руководство пользователя по отходам и побочным продуктам при строительстве дорожного покрытия
| [ Описание материала ] | [ Асфальтобетон ] |
| СТАЛЬ ШЛАК | Руководство пользователя |
| Гранулированная основа | |
ВВЕДЕНИЕ
Стальной шлак может использоваться в качестве заполнителя в гранулированных базовых приложениях. Многие специализированные агентства считают его обычным заполнителем и обычно могут превышать требования к заполнителю для гранулированной заполнителя. Высокая несущая способность сталешлаковых заполнителей может быть выгодно использована на слабых основаниях и в местах с интенсивным движением. Хорошее сцепление между частицами заполнителя стального шлака обеспечивает хорошую передачу нагрузки на более слабое основание. Из-за схожей формы частиц и угла внутреннего трения заполнители доменного шлака иногда смешивали с заполнителями сталеплавильного шлака для повышения выхода без существенного снижения стабильности.
Многие специализированные агентства считают его обычным заполнителем и обычно могут превышать требования к заполнителю для гранулированной заполнителя. Высокая несущая способность сталешлаковых заполнителей может быть выгодно использована на слабых основаниях и в местах с интенсивным движением. Хорошее сцепление между частицами заполнителя стального шлака обеспечивает хорошую передачу нагрузки на более слабое основание. Из-за схожей формы частиц и угла внутреннего трения заполнители доменного шлака иногда смешивали с заполнителями сталеплавильного шлака для повышения выхода без существенного снижения стабильности.
ОТЧЕТ О РАБОТЕ
Опыт США, Бельгии, Японии, Нидерландов и Германии показал, что стальной шлак, должным образом отобранный, обработанный, выдержанный и испытанный, может использоваться в качестве гранулированной основы для дорог в надземных применениях. Сталешлаковые заполнители обладают рядом очень благоприятных механических свойств для использования в гранулированной основе, включая очень высокую стабильность и хорошую прочность. Он не широко используется для гранулированных базовых приложений, где часто бывает достаточно заполнителей более низкого качества (и менее дорогих). Только четыре государственных агентства (Калифорния, Индиана, Луизиана и Мичиган) контролируют использование заполнителя стального шлака в базовом курсе. (1)
Он не широко используется для гранулированных базовых приложений, где часто бывает достаточно заполнителей более низкого качества (и менее дорогих). Только четыре государственных агентства (Калифорния, Индиана, Луизиана и Мичиган) контролируют использование заполнителя стального шлака в базовом курсе. (1)
Поскольку объемная нестабильность гранулированной основы из сталешлака (из-за реакций гидратации извести и доломита) привела к реакциям расширения, гранулированную основу из сталешлакового заполнителя не следует использовать в закрытых приложениях, таких как обратная засыпка позади конструкций, гранулированная основа, подстилающее основание, ограниченное бордюром и желобом, а также траншеи.
Кроме того, образование туфоподобных осадков (белые порошкообразные осадки, образующиеся в результате химической реакции атмосферного диоксида углерода и свободной извести (CaO) в сталелитейном шлаке) привело к образованию отложений, которые засорили дренажные каналы и выпускные отверстия. (2,3) Засорение водоотводных путей приводит к задержке воды и мягкому дорожному покрытию. Воздействие мороза на оставшуюся воду может привести к серьезному повреждению дорожного покрытия.
(2,3) Засорение водоотводных путей приводит к задержке воды и мягкому дорожному покрытию. Воздействие мороза на оставшуюся воду может привести к серьезному повреждению дорожного покрытия.
ТРЕБОВАНИЯ К ОБРАБОТКЕ МАТЕРИАЛОВ
Контроль качества
Необходимы специальные процедуры контроля качества при производстве стального шлака (на сталеплавильном заводе) и при переработке заполнителя, чтобы гарантировать, что металлургический «мусор» (печной кирпич, древесина, не полностью расплавленные обломки, известь, горная порода и т. д.) не входит в состав сталешлакового заполнителя.
В дополнение к проблемам контроля, связанным с нестабильностью объема и образованием осадка туфа, следует использовать только подходящие высококачественные печные шлаки, которые не содержат значительных количеств непрореагировавшей извести и доломита. Бельгия и Нидерланды ограничивают содержание свободной извести в сталелитейных шлаках, используемых для гранулированных базовых приложений, до 4,5% и требуют, чтобы перерабатываемый материал подвергался атмосферным воздействиям не менее 1 года для ограничения объемной нестабильности. (4)
(4)
Исследования показывают, что образование туфа может происходить в дренажных системах автомобильных дорог, если исходное общее содержание извести (CaO) в стальных шлаках превышает 1 процент. (5,6)
Хотя выветривание полезно для контроля объемной нестабильности стальных шлаков, оно, по-видимому, не предотвращает образование осадков туфа.
Мойка
Последние рекомендации предполагают, что агрегаты стального шлака должны быть промыты и должны содержать менее 3 процентов по массе нешлаковых компонентов, менее 0,1 процента содержания древесины и не иметь поддающихся обнаружению мягких частиц извести или агломератов оксида извести. (7)
Дробление и сортировка
Перед использованием в качестве гранулированного основного материала железосодержащие компоненты сталеплавильного шлака отделяются магнитным способом. Сталеплавильный шлак должен быть измельчен и просеян для получения подходящей градации гранулированного заполнителя с использованием технологического оборудования, аналогичного оборудованию для обычных заполнителей.
ИНЖЕНЕРНЫЕ СВОЙСТВА
Некоторые из важных свойств сталеплавильного шлака, которые представляют особый интерес, когда сталеплавильный шлак используется в качестве заполнителя в гранулированной основе, включают градацию, удельный вес, стабильность, долговечность, коррозионную активность, объемную нестабильность, дренирование и образование туфа.
Класс : Стальной шлак может быть легко переработан, чтобы соответствовать требованиям класса AASHTO M 147 (8) для гранулированных заполнителей.
Удельный вес : Из-за относительно высокого удельного веса (3,2-3,6) стального шлака можно ожидать, что заполнитель стального шлака будет давать продукт с более высокой плотностью по сравнению с обычными смесями (2,5-2,7).
Стабильность : Агрегаты стального шлака имеют большой угол внутреннего трения (от 40° до 45°), что способствует высокой стабильности и значениям Калифорнийского коэффициента подшипников (CBR) до 300 процентов.
Долговечность : Стальные шлаковые агрегаты обладают хорошей прочностью, устойчивостью к атмосферным воздействиям и эрозии.
Коррозионная активность : Значение pH стального шлакового заполнителя обычно находится в диапазоне приблизительно от 8 до 10; однако фильтрат из стального шлака может иметь значение pH выше 11. Это может вызвать коррозию оцинкованных или алюминиевых труб, находящихся в непосредственном контакте со шлаком.
Характеристики дренажа : Стальные шлаковые агрегаты свободно дренируются и не восприимчивы к морозу.
Объемная нестабильность : Стальной шлак имеет потенциально расширяющуюся природу. При гидратации оксидов кальция и магния могут происходить изменения объема до 10% и более.
Туфовая формация : Осушение агрегатов стального шлака может привести к образованию туфоподобных осадков, которые представляют собой порошкообразные отложения, состоящие в основном из карбоната кальция (CaCO 3 ). Такие отложения забивают дренажные пути в системах дорожного покрытия. (4)
Такие отложения забивают дренажные пути в системах дорожного покрытия. (4)
КОНСТРУКТИВНЫЕ СООБРАЖЕНИЯ
Надлежащим образом обработанные агрегаты стального шлака могут легко удовлетворять требованиям градации и физическим требованиям AASHTO M147 (8) и ASTM D2940. (9) Рекомендуется проверять стальной шлак на способность к расширению в соответствии со стандартом ASTM D4792. (10)
Гранулированная основа, содержащая стальной шлак, должна быть спроектирована таким образом, чтобы она хорошо дренировалась (без стоячей воды) и была надлежащим образом отделена от водотоков, чтобы предотвратить погружение. Швы дорожного покрытия должны быть герметизированы, чтобы свести к минимуму попадание поверхностных вод в стальную шлаковую гранулированную основу. Эти положения рекомендуются для сведения к минимуму возможности выщелачивания свободной извести или доломита, которые могут присутствовать в этих агрегатах, вызывая отложения туфа.
Для гранулированного основания, содержащего заполнители стального шлака, можно использовать стандартные процедуры проектирования дорожного покрытия AASHTO.
СТРОИТЕЛЬНЫЕ ПРОЦЕДУРЫ
M Транспортировка и хранение материалов
Те же самые общие методы и оборудование, которые используются для обработки обычных заполнителей, применимы для стального шлака.
Однако запасы переработанного сталешлакового заполнителя должны поддерживаться во влажном состоянии до доставки на рабочую площадку. Период выдержки во влажных складских запасах должен быть установлен с помощью технологических контрольных испытаний для выявления вредных компонентов (петрографическое исследование и ASTM D479).2 испытания на расширение). До тех пор, пока контрольные испытания не покажут, что агрегаты стального шлака пригодны для использования в гранулированной основе, рекомендуется проводить дополнительное старение и переработку.
Размещение и уплотнение
Те же методы и оборудование, которые используются для укладки и уплотнения обычного заполнителя, можно использовать для укладки и уплотнения стального шлака. Необходимо соблюдать осторожность, чтобы не размещать материал ниже уровня земли и в местах, где он может быть погружен в воду (во избежание объемной нестабильности и образования туфа). При использовании сталешлакового заполнителя рекомендуется хорошая система дренажа грунтовых вод, чтобы обеспечить свободный дренаж и предотвратить застой внутри стального шлака или против него.
Контроль качества
Те же процедуры полевых испытаний, что и для обычного заполнителя, рекомендуются для гранулированных базовых приложений при использовании сталешлака. Стандартные лабораторные и полевые методы испытаний плотности в сжатом состоянии приведены AASHTO T191, (11) T205, (12) T238, (13) и T239. (14)
НЕРЕШЕННЫЕ ПРОБЛЕМЫ
Необходимо установить стандартные методы для оценки пригодности заполнителя сталешлака для гранулированного базового применения и разработать рекомендации по использованию заполнителя сталешлака в этом применении. Необходимы усовершенствованные методы тестирования, чтобы установить возможность образования осадков туфа.
Необходимы усовершенствованные методы тестирования, чтобы установить возможность образования осадков туфа.
ССЫЛКИ
Коллинз Р. Дж. и С. К. Цисельски. Переработка и использование отходов и побочных продуктов при строительстве дорог . Национальная совместная программа исследований автомобильных дорог. Синтез дорожной практики 199, Совет по исследованиям в области транспорта, Вашингтон, округ Колумбия, 1994.
Фельдман, Р. М. Осадки из туфа и их влияние на дренаж автомобильных дорог . Доклад, Кентский государственный университет, 19 июля.81.
Гупта, Дж. Д., В. А. Кнеллер, Р. Тамириса и Э. Скшипезак-Янкун. Характеристика железорудных и стальных заполнителей основания и подстилающего слоя, вызывающих отложение известнякового туфа в стоках , без даты.
ПИАРК. Побочные материалы . Доклад о состоянии дел, Постоянная международная ассоциация дорожных конгрессов, Париж, 1989 г.

Кнеллер, В. А., Дж. Гупта, М. Л. Борковски и Д. Доллимор. «Определение исходного содержания свободной извести в выветренных чугунных и сталелитейных шлаках с помощью термогравиметрического анализа», Transportation Research Record 1434 , Национальный исследовательский совет, Вашингтон, округ Колумбия, 1994.
Нарита К., Т. Оное и З. Таката. О механизмах выветривания LD конвертированного шлака (на японском языке). Koba Steel Ltd., Япония, 1978 г.
Фарранд Б. и Дж. Эмери. «Недавние улучшения качества заполнителя сталелитейного шлака», документ, подготовленный для презентации на ежегодном собрании Совета по исследованиям в области транспорта в 1995 г., Вашингтон, округ Колумбия, 19 января.95.
Американская ассоциация государственных служащих автомобильных дорог и транспорта. Стандартные технические условия на материалы, «Заполнители и грунтовые заполнители Подстилающие слои, основания и поверхностные слои», Обозначение AASHTO: M147-70 (1980), Часть I Спецификации, 14-е издание, 1986 г.
Американское общество испытаний и материалов. Стандартная спецификация D2940-92, «Градиентный агрегатный материал для оснований и оснований для автомагистралей или аэропортов», Ежегодный сборник стандартов ASTM , том 04.03, Западный Коншохокен, Пенсильвания, 1996 г.
Американское общество испытаний и материалов. Спецификация стандарта D4792-95, «Потенциальное расширение заполнителей в результате реакций гидратации», Ежегодный сборник стандартов ASTM , том 04.03, Западный Коншохокен, Пенсильвания, 1996 г.
Американская ассоциация государственных служащих автомобильных дорог и транспорта. Стандартный метод испытаний «Плотность грунта на месте методом песчаного конуса», обозначение AASHTO: T191-86, часть II, испытания, 14-е издание, 1986 г.
Американская ассоциация государственных служащих автомобильных дорог и транспорта. Стандартный метод испытаний «Плотность грунта на месте методом резинового баллона», обозначение AASHTO: T205-86, испытания части II, 14-е издание, 1986 г.


