

Укладка пеноплекса на бетонный пол, цена 16 000, Устройство полов, Ленинградская область, пос. Симагино
Укладка пеноплекса на бетонный пол, цена 16 000, Устройство полов, Ленинградская область, пос. Симагино – №180851 — ПроПетровичОписание работ
Необходимо уложить пеноплекс фундамент 5 см на бетонный фундамент на клей площадь 70-80 м2. По полу выполнена электропроводка, которая должна быть скрыта в утеплителе. Стыки после укладки проклеить лентой. Материалы мои, требуется квалифицированный укладчик с опытом выполнения таких работ.20201020_201723000_iOS.png
Популярные услуги
Малярные и штукатурные работы, обои Плитка и мозаика Установка межкомнатных, входных дверей Ламинат, ковролин, линолеум Балконы, лоджии Установка и отделка окон, откосов Столярные и плотницкие работы Изготовление лестниц Паркет Устройство полов Устройство потолков Фитодизайн Шумоизоляция помещений Производство отделочных материалов Отделка деревянных домов Обшивка стен Чистовая отделка Черновая отделка Отделка квартир Отделка комнат Отделка ванных комнат Отделка стен
Ваша заявка
Чтобы оставить заявку на этот заказ, войдите в свой аккаунт или создайте новый
Войти Создать аккаунт
Товары для вашего заказа
Антисептики биозащитные
Антисептик ЭкоМастер универсальный бесцветный 10 л КПП
369 Р
Брусок сухой
Брусок сухой ст.
188 Р
Стремянки
Стремянка алюминиевая 3 ступени Kroft КПП
699 Р
Антисептики огнебиозащитные
Антисептик Неомид 450 огнебиозащита II группа 10 кг КПП
449 Р
Все спецпредложенияВаш город Санкт-Петербург, верно?
2023 © Биржа Профессионалов
Этот сайт использует файлы cookie для хранения данных. Продолжая использовать сайт, Вы даете согласие на работу с этими файлами
Этот сайт использует файлы cookie для хранения данных. Продолжая использовать сайт, Вы даете согласие на работу с этими файлами
Настил фанерных листов на пеноплекс
Настил фанерных листов на пеноплекс – особенности и преимущества- О компании
- Оплата и доставка
- Контакты
Древесина, фанера и пиломатериалы
со склада в Москве оптом и в розницу
Итого всего:
Итого к оплате:
Перейти в корзину Оформить заказ
Ваша корзина покупок пуста.
Пеноплекс — плитный теплоизоляционный материал, изготавливаемый из экструзионного пенополистирола компанией «Пеноплэкс». Он отличается высокой плотностью и устойчивостью к деформациям. Поэтому многие строители рассматривают возможность укладки фанеры под паркет или другое покрытие на пеноплекс без предварительного устройства обрешетки. Можно ли так делать, и какие последствия возможны?
Плюсы и минусы укладки фанеры на пеноплекс
Основной плюс укладки фанерных листов поверх плитной теплоизоляции — отсутствие необходимости сооружения обрешетки. Вам не придется покупать бруски, анкеры или саморезы с дюбелями. Достаточно просто уложить пенополистирол на пол, а поверх настелить фанеру. В результате у вас получится своеобразный «плавающий» пол. Так называют способ монтажа напольного покрытия, при котором его связь с основанием конструкции отсутствует.
Укладывать фанеру на теплоизоляцию можно только при наличии ровного основания под плитами. Допускается перепад не более 1 мм на метр длины комнаты. В противном случае нагрузка будет распределена неравномерно. Это приведет к его деформации пеноплекса и перекосу пола.
Допускается перепад не более 1 мм на метр длины комнаты. В противном случае нагрузка будет распределена неравномерно. Это приведет к его деформации пеноплекса и перекосу пола.
Особенности настила фанерных листов на пеноплекс
Чтобы фанерный настил представлял собой единое покрытие, его укладывают в 2 слоя. Для этого используют фанеру для пола толщиной 10–12 мм. Порядок укладки включает в себя следующие этапы:
- Укладка первого слоя. Листы фанеры подгоняются по размерам и укладываются по всей площади помещения.
- Укладка второго слоя. Чтобы создать целостное покрытие, листы настилаются внахлест с каждой из сторон.
- Сцепление первого и второго слоя фанеры. Для фиксации покрытия применяют саморезы длиной 20–25 мм.
Между фанерными листами следует оставлять технологический зазор в 2–3 мм, чтобы был запас пространство на расширение под действием температуры или влаги. Между листом и стеной зазор должен быть шире — до 5–10 мм. Он скроется под плинтусами.
Внимание! Максимальной прочности и долговечности напольного покрытия вы достигните при укладке фанеры на обрешетку. В этом случае пеноплекс укладывается между лагами, которые равномерно распределяют нагрузку по всему основанию.
Мы перезвоним Вам в течение 5 минут.
Калькулятор
Хотите сделать заказ в один клик?
Введите пожалуйста номер телефона.
Спасибо за заявку, скоро мы с Вами свяжемся.
Вы первыми узнаете о поступлении товара!
Спасибо за заявку, мы обязательно с Вами свяжемся!
Сколько времени занимает работа по напылению кровельной пены?
Допустим, вы хотели бы получить крышу из напыляемой пены, но не знаете, сколько времени это займет.
Может быть, вы управляете театром и у вас есть спектакли в расписании на ближайшие несколько месяцев. Вы не собираетесь ждать, пока в вашем графике появится большой пробел, чтобы починить крышу.
Вы не собираетесь ждать, пока в вашем графике появится большой пробел, чтобы починить крышу.
У вас есть крыша, которая протекает, и дела, которые нужно сделать, чтобы все шло своим чередом.
Итак, какой зазор нужен подрядчику по монтажу кровли из напыляемой пены?
В зависимости от многих факторов, кровельный подрядчик стремится снимать 2500-3500 квадратных футов готовой монтажной пены в день.
В зависимости от площади вашей крыши будет зависеть, сколько времени займет работа.
Однако существует МНОГИЕ другие факторы, влияющие на продолжительность работ по напылению кровельной пены, например:
- Температура
- Сложность крыши
- Толщина пены
- Количество проходов
- Ветер
Как температура влияет на продолжительность работ по напылению кровельной пены?
Случалось ли вам пробежать милю за 8 минут, а на следующий день вы пробежали ту же милю за 10? Что изменилось? Одной из переменных может быть температура снаружи (или ваше похмелье, усталость ног или плохой перец чили).
Работа на крыше из напыляемой пены ничем не отличается.
Идеальный день для опрыскивания – 70 градусов утром и 75 градусов ночью. Теперь такое редко случается в Огайо, но как только жара достигает 80-х годов, солнце начинает сказываться на парнях.
И это только температура воздуха. Этим летом мы были на черных резиновых крышах, которые регистрировали 192 градуса по Фаренгейту.
Чем жарче, тем сильнее бьет по тебе. И это повышение температуры немного замедлит работу по напылению кровельной пены.
Как сложность крыши влияет на продолжительность работ по напылению кровельной пены?
У меня Honda Prelude 1998 года выпуска; у моего друга Субару Форестер 2019г. Его масляный фильтр находится буквально над двигателем. Откройте капот, и вы там.
Мой, мне нужно поднять машину, поставить домкраты и лечь на землю, чтобы увидеть мой масляный фильтр. Вы можете увидеть разницу во времени, которое требуется для выполнения одной и той же задачи.
Сложность кровельных работ с напыляемой пеной не отличается.
Мы видели совершенно плоские крыши. Все, что вам нужно сделать, это появиться и нажать на курок, пока вы не закончите (очевидно, что это немного сложнее).
Другие работы имеют разные формы подготовки на каждом участке кровли.
В некоторых работах есть стены, наклонные/приподнятые крыши, ендовы, крыши на совершенно разных уровнях и т. д.
Плоскую кровлю из напыляемой пены можно выполнить в 3-4 раза быстрее, чем более сложную крышу той же площади .
Как толщина пены влияет на продолжительность работ по напылению кровельной пены?
Это просто. Я могу даже рассказать личную историю об этом.
Чем больше пены распылено, тем больше времени займет работа.
Большинство кровельных работ с напыляемой пеной укладывается толщиной 1,5 или 2 дюйма, в зависимости от значения R, которое владелец ожидает после завершения.
Влияет ли количество проходов на продолжительность работ по напылению кровельной пены?
Абсолютно. Это как поездка к бабушке. Это занимает 20 минут без пробок, 35 минут, если произошла авария, вы попали на пару светофоров, что бы ни было.
Это как поездка к бабушке. Это занимает 20 минут без пробок, 35 минут, если произошла авария, вы попали на пару светофоров, что бы ни было.
То же самое происходит при монтаже кровельной пены.
Но вместо светофоров и аварий пенопластовые кровельные работы замедляют так называемые проходки.
Проникновение — это все, что происходит через крышу. Примеры:
- Блоки HVAC
- Мансардные окна
- Вентиляционные трубы
- Дренажи
Чем больше проникновений, тем больше времени уходит на обход этих элементов.
Как ветер влияет на продолжительность работ по напылению кровельной пены?
Ветер может значительно увеличить продолжительность работ по напылению кровельной пены из-за избыточного распыления. Как бы вы хотели, чтобы припарковаться возле здания, сделать то, что вы должны сделать, и вы выходите, а ваша машина вся в белых пятнах?
Для борьбы с ветром подрядчик по кровле использует ветровое стекло. Человек, который держит ветровое стекло, может быть еще одним человеком, распыляющим пену.
Человек, который держит ветровое стекло, может быть еще одним человеком, распыляющим пену.
Ветер также может повлиять на время, необходимое для укладки силиконового покрытия поверх пенопласта. Если ветра практически нет, силикон можно распылить (самое быстрое время нанесения), или, если ветра достаточно, чтобы вызвать чрезмерное распыление, силикон придется накатывать (самое медленное время нанесения).
Перед началом любого опрыскивания, если ветер будет производить чрезмерное распыление, подрядчик по кровельным работам предложит рабочим переместить свои автомобили на другую стоянку. Если это невозможно, съемочная группа наденет автомобильные чехлы, что увеличит время проекта.
Как видите, ветер оказывает ОГРОМНОЕ влияние на то, сколько времени потребуется для выполнения работ по распылению пены.
Самая быстрая работа по напылению кровельной пены
В 1997 году (когда Племя должно было выиграть мировую серию) мы напылили 1,3 млн кв. футов пены на здание в Чикаго. Мы выполнили работу за 4 месяца с помощью 4 буровых установок и 37 человек.
Мы выполнили работу за 4 месяца с помощью 4 буровых установок и 37 человек.
Теперь это движется!
Кто сказал, что Чикаго называют «Городом ветров»?
 org/cocoon/i18n/2.1″> 978-952-64-0741-8 (электронный)
org/cocoon/i18n/2.1″> 978-952-64-0741-8 (электронный) 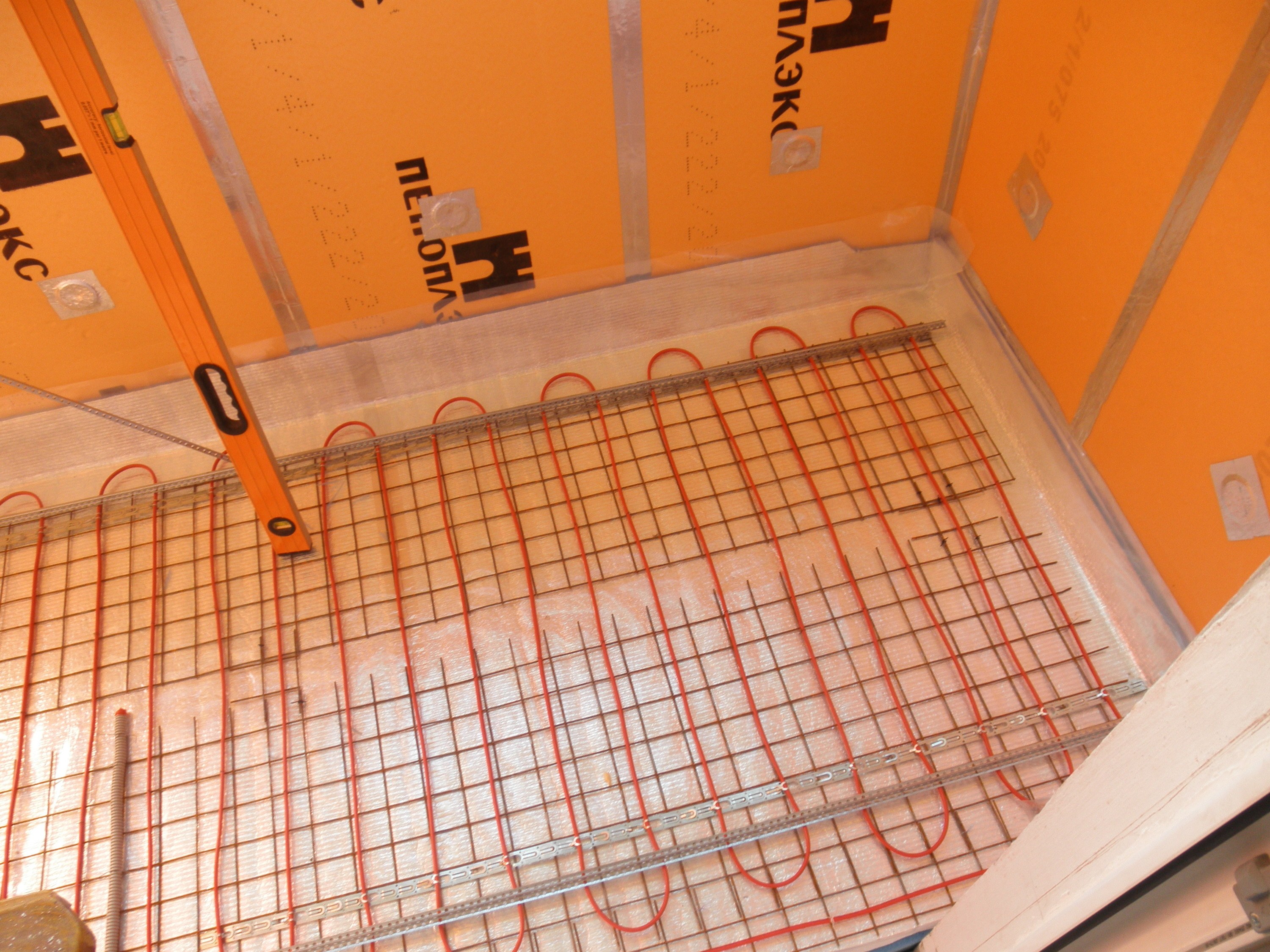 org/cocoon/i18n/2.1″>
водная пена, производство картона, обезвоживание, сухость, прочность в сухом состоянии, пена, пеноформование, консистенция формования, пенообразование, формование, технология пенообразования, производство бумаги, прочностные свойства, гидроформование, водоформование
org/cocoon/i18n/2.1″>
водная пена, производство картона, обезвоживание, сухость, прочность в сухом состоянии, пена, пеноформование, консистенция формования, пенообразование, формование, технология пенообразования, производство бумаги, прочностные свойства, гидроформование, водоформование В этих процессах с водной прокладкой используется и рециркулируется огромное количество воды, и сокращение общего количества воды является сложной задачей. Процессы также обычно являются энергоемкими. Процесс на основе пены позволяет уменьшить количество воды, поскольку он заменяет около двух третей текучей среды воздухом. Кроме того, это позволяет широко использовать сырье с точки зрения длины и плотности, поскольку пена как текучая среда более вязкая, чем вода, что приводит к однородному распределению материалов, даже если природа и свойства используемого сырья различаются. значительно. С этой точки зрения, целью данной диссертации было изучение роли текучей среды в производстве листов, содержащих древесное волокно, с использованием академического подхода и применения новых исследовательских сред.
В этих процессах с водной прокладкой используется и рециркулируется огромное количество воды, и сокращение общего количества воды является сложной задачей. Процессы также обычно являются энергоемкими. Процесс на основе пены позволяет уменьшить количество воды, поскольку он заменяет около двух третей текучей среды воздухом. Кроме того, это позволяет широко использовать сырье с точки зрения длины и плотности, поскольку пена как текучая среда более вязкая, чем вода, что приводит к однородному распределению материалов, даже если природа и свойства используемого сырья различаются. значительно. С этой точки зрения, целью данной диссертации было изучение роли текучей среды в производстве листов, содержащих древесное волокно, с использованием академического подхода и применения новых исследовательских сред. Полуэкспериментальный процесс с водной укладкой, ранее использовавшийся для водного процесса, был модифицирован для пены. Потенциал технологии укладки пенопластом был исследован путем изучения влияния основных параметров процесса и продукта. Несмотря на то, что пены намного более вязкие, чем вода, результаты показали, что время обезвоживания было примерно одинаковым в водяном и пенном процессах при более высоких уровнях вакуума, в то время как при самом низком уровне вакуума время обезвоживания пены было примерно на 50% выше.
Полуэкспериментальный процесс с водной укладкой, ранее использовавшийся для водного процесса, был модифицирован для пены. Потенциал технологии укладки пенопластом был исследован путем изучения влияния основных параметров процесса и продукта. Несмотря на то, что пены намного более вязкие, чем вода, результаты показали, что время обезвоживания было примерно одинаковым в водяном и пенном процессах при более высоких уровнях вакуума, в то время как при самом низком уровне вакуума время обезвоживания пены было примерно на 50% выше. Листы, образованные водой и пеной, имели одинаковую плотность при максимальной нагрузке влажного прессования и уровне плотности пены 400 кг/м3. Следует подчеркнуть, что производственная машина, переоборудованная для использования пенной технологии, все еще может работать в водяном режиме. Этот аспект открывает новые возможности для обычных машин меньшей производительности, которые в принципе больше подходят для преобразования в машины для производства пены.
Листы, образованные водой и пеной, имели одинаковую плотность при максимальной нагрузке влажного прессования и уровне плотности пены 400 кг/м3. Следует подчеркнуть, что производственная машина, переоборудованная для использования пенной технологии, все еще может работать в водяном режиме. Этот аспект открывает новые возможности для обычных машин меньшей производительности, которые в принципе больше подходят для преобразования в машины для производства пены. Vaahtorainaus mahdollistaa veden määrän vähentämisen, kun se korvaa noin kaksi kolmasosaa virtaavasta väliaineesta ilmalla. Lisäksi vaahdon korkeampi viskoottisuus veteen nähden mahdollistaa ominaisuuksiltaan erilaisempien raaka-aineiden käytön ja homogeenisemman materiaalijakauman lopputuotteessa.
Vaahtorainaus mahdollistaa veden määrän vähentämisen, kun se korvaa noin kaksi kolmasosaa virtaavasta väliaineesta ilmalla. Lisäksi vaahdon korkeampi viskoottisuus veteen nähden mahdollistaa ominaisuuksiltaan erilaisempien raaka-aineiden käytön ja homogeenisemman materiaalijakauman lopputuotteessa. Vedenpoistotulosten mukaan vedenpoistoajat olivat lähes yhtä suuria vedella ja vaahdolla korkeilla alipainetasoilla, kun taas matalammilla alipainetasoilla vaahdon vedenpoistoaika oli noin 50% korkeampi.
Vedenpoistotulosten mukaan vedenpoistoajat olivat lähes yhtä suuria vedella ja vaahdolla korkeilla alipainetasoilla, kun taas matalammilla alipainetasoilla vaahdon vedenpoistoaika oli noin 50% korkeampi. Возможности технологии пенопластового формования для бумажных изделий. Nordic Pulp and Paper Research Journal 28(3):392-398.
DOI: 10.3183/npprj-2013-28-03-p392-398 Посмотреть у издателя [Публикация 2]: Лехмонен, Яни; Ретулайнен, Элиас; Палтакари, Джуни; Киннунен-Раудаскоски, Карита; Копонен, Антти (2020). Обезвоживание пенопластовых и водоэмульсионных конструкций и свойства сформированного полотна. Целлюлоза 27:1127–1146. Исправление к: обезвоживанию пенопластовых и водяных конструкций и свойств сформированного полотна. Опубликовано онлайн: 21 декабря 2019 г.. Полный текст в Acris/Aaltodoc: http://urn.fi/URN:NBN:fi:aalto-202006254177. Исходная статья DOI: 10.1007/s10570-019-02842-x и исправление DOI: 10.1007/s10570-019-02913-z Просмотреть у издателя [Публикация 3]: Лехмонен, Яни; Ретулайнен, Элиас; Крафт, Марко; Палтакари, Джуни; Киннунен-Раудаскоски, Карита (2020). Пенообразование в динамических условиях. Биоресурсы 15(3):6309-6331. Полный текст в Acris/Aaltodoc: http://urn.
Возможности технологии пенопластового формования для бумажных изделий. Nordic Pulp and Paper Research Journal 28(3):392-398.
DOI: 10.3183/npprj-2013-28-03-p392-398 Посмотреть у издателя [Публикация 2]: Лехмонен, Яни; Ретулайнен, Элиас; Палтакари, Джуни; Киннунен-Раудаскоски, Карита; Копонен, Антти (2020). Обезвоживание пенопластовых и водоэмульсионных конструкций и свойства сформированного полотна. Целлюлоза 27:1127–1146. Исправление к: обезвоживанию пенопластовых и водяных конструкций и свойств сформированного полотна. Опубликовано онлайн: 21 декабря 2019 г.. Полный текст в Acris/Aaltodoc: http://urn.fi/URN:NBN:fi:aalto-202006254177. Исходная статья DOI: 10.1007/s10570-019-02842-x и исправление DOI: 10.1007/s10570-019-02913-z Просмотреть у издателя [Публикация 3]: Лехмонен, Яни; Ретулайнен, Элиас; Крафт, Марко; Палтакари, Джуни; Киннунен-Раудаскоски, Карита (2020). Пенообразование в динамических условиях. Биоресурсы 15(3):6309-6331. Полный текст в Acris/Aaltodoc: http://urn.