

Т-образная отопительно-варочная печь
| Добавил(а) Administrator | ||||||||||||
| 13.11.18 13:16 | ||||||||||||
|
Данная печь сделана по подобию Т-образной отопительной печи, но в отличии от нее имеет варочную поверхность. Если Вам нужно отапливать комнату или две, а также кухню, этот вариант специально для Вас. Раз у Вас есть кухня, значит, Вы захотите готовить на ней пищу, а сделать это можно только имея в наличии варочную плиту. Именно этим условиям удовлетворяет данная печь. Печь довольна простая в исполнении, не содержит дефицитных печных приборов и в то же время достаточно эффективна в эксплуатации. За основу конструкции взята печь И.В Кузнецова ОВИК14 с одноконфорочной варочной плитой. Печь очень удобно вписывается в простенок между комнатами и кухней, практически не занимая при этом полезной площади. Конструкция печи почти полностью симметричная, что позволяет ожидать от нее относительно равномерного нагрева в каждом из горизонтальных рядов. Глубина топливной камеры от задней стенки до рамки дверки более 50 см, что является несомненным плюсом при эксплуатации печи. Топливная камера при этом, в отличие от печи ОВИК14, имеет футеровку, выполненную шамотным кирпичом. Нижний прогрев печи, начиная со второго ряда, обеспечит в отапливаемом помещении комфортную температуру от самого пола. С 21-го по 28-й ряд идет попарно повторяющаяся комбинация рядов печи. Это позволяет, убирая или добавляя аналогичную пару рядов, изменять высоту печи в необходимых пределах, подбирая ее под высоту потолков в доме. Размеры печи в основании составляют 1670х380+640х385 мм. С 11-го ряда – 1670х380 мм. Т.е. Т-образной печь является только до 10 ряда, а выше – просто щиток. Высота щитка печи – 2м 10см. Теплоотдача печи при двухразовой топке – не менее 4800 Вт. Суммарный объем отапливаемых помещений до 38-40 м2.
Если Вы желаете получить более подробные сведения об этой печи, посмотрите представленный здесь обучающий видеоролик.
Основная информация по этой печи с подробным описанием каждого ряда находится в проекте. Для того, чтобы отобразить проект в полно экранном режиме, нажмите на значок , находящийся в правом верхнем углу проекта. В открывшемся окне можно ознакомиться с проектом и скачать его в формате PDF. По ссылке, расположенной ниже, можно скачать проект в виде Скачать проект печи.
При наличии не работающих ссылок просьба сообщить об этом в комментариях.
| ||||||||||||
| Последнее обновление 02.04.22 14:04 |

 Диск
ДискПолитика конфиденциальности
Статьи по теме
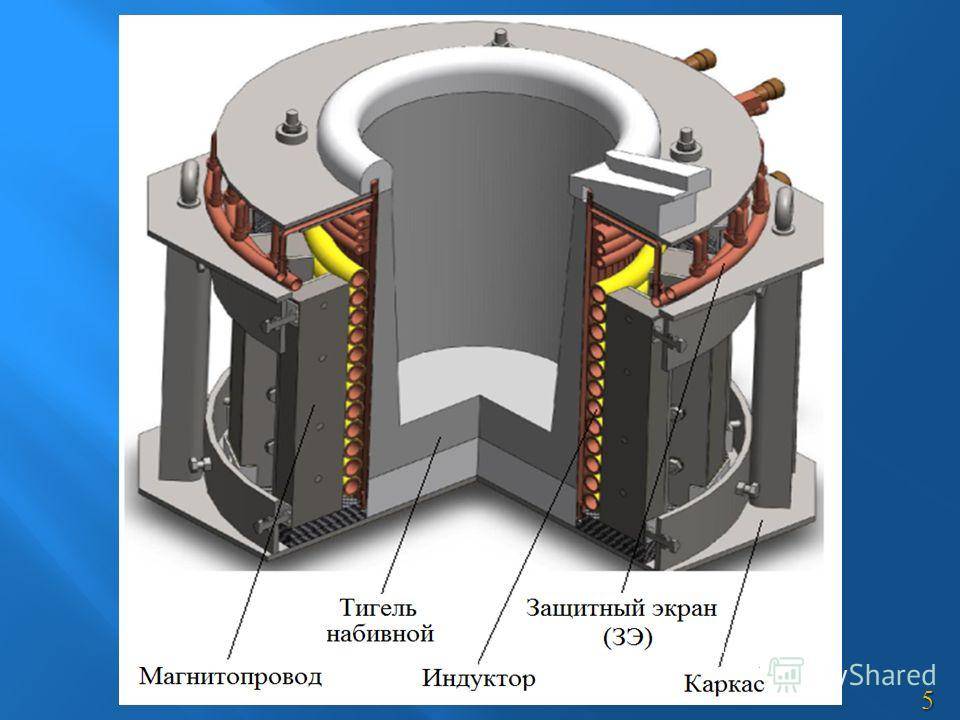
Индукционная печь канального типа
Авторы патента:
Уланов И.М.
Бакиров Т.С.
Дубровский А.А.
Готфрид В.Э.
Карпенок В.И.
H05B6/20 – имеющие только плавильный канал
F27D11/06 – индуктивный нагрев, при котором нагреваемый материал или сосуд, либо помещенный внутри них элемент, образуют вторичную цепь транспортера
Изобретение относится к электротехнике, в частности к индукционным канальным печам. Печь выполнена по Ш-образной форме трансформатора с раздельными магнитопроводами и имеет вторую ванну для расплавленного металла, это укорачивает длину канала и упрощает их поперечное сечение, что дает возможность получать в печи расплавы железа, а также вести восстановительные процессы в рудотермии при выплавке ферросплавов. 2 ил.
Печь выполнена по Ш-образной форме трансформатора с раздельными магнитопроводами и имеет вторую ванну для расплавленного металла, это укорачивает длину канала и упрощает их поперечное сечение, что дает возможность получать в печи расплавы железа, а также вести восстановительные процессы в рудотермии при выплавке ферросплавов. 2 ил.
Изобретение относится к области электротехники, в частности к плавильным печам канального типа, в которых нагрев металла осуществляется индукционным способом.
Известны индукционные тигельные печи, включающие индуктор без сердечника. Известны индукционные канальные печи, включающие индуктор с сердечником, канал с расплавленным металлом может быть открытый или закрытый, вертикальный или горизонтальный. Канальные индукционные печи в сущности представляют собой П-образный трансформатор с сердечником, первичной обмоткой которого является индуктор, а вторичной – “виток”, образованный расплавленным металлом в кольцевом желобе, изготовленном из огнеупорного материала. Индукционные канальные печи по сравнению с тигельными обладают рядом преимуществ: меньший расход электроэнергии, так как нагрев металла осуществляется непосредственно током, протекающим по металлу, хорошее перемешивание расплава, меньшие потери металла при плавке за счет угара, так как металл находится в закрытом канале. Наиболее близким техническим решением является канальная индукционная печь с закрытым горизонтальным каналом из огнеупорного материала вокруг индуктора со стальным сердечником. Первичная обмотка этого П-образного трансформатора питается переменным током, обычно промышленной частоты, а вторичной обмоткой такого трансформатора является замкнутый виток расплавленного металла, сообщающийся с ванной расплавленного металла. Однако существующие индукционные печи канального типа с закрытым каналом имеют ряд недостатков: 1. Канал в расплавленным металлом имеет сложную по радиусу форму, значительную длину и недоступен для осмотра и ремонта. 2. Низкая стойкость футеровки вследствие больших нагрузок на радиус при электродинамических и гидродинамических движениях металла в канале.
Индукционные канальные печи по сравнению с тигельными обладают рядом преимуществ: меньший расход электроэнергии, так как нагрев металла осуществляется непосредственно током, протекающим по металлу, хорошее перемешивание расплава, меньшие потери металла при плавке за счет угара, так как металл находится в закрытом канале. Наиболее близким техническим решением является канальная индукционная печь с закрытым горизонтальным каналом из огнеупорного материала вокруг индуктора со стальным сердечником. Первичная обмотка этого П-образного трансформатора питается переменным током, обычно промышленной частоты, а вторичной обмоткой такого трансформатора является замкнутый виток расплавленного металла, сообщающийся с ванной расплавленного металла. Однако существующие индукционные печи канального типа с закрытым каналом имеют ряд недостатков: 1. Канал в расплавленным металлом имеет сложную по радиусу форму, значительную длину и недоступен для осмотра и ремонта. 2. Низкая стойкость футеровки вследствие больших нагрузок на радиус при электродинамических и гидродинамических движениях металла в канале. 3. Трудность плавки материалов, имеющих высокое удельное электрическое сопротивление, так как в этом случае для получения достаточно высокой мощности печи требуется поддерживать на расплавленном витке материала сравнительно высокое индукционное напряжение. В основу изобретения положена задача создания индукционной канальной печи. Поставленная задача решается тем, что индукционная печь канального типа, выполненная в виде трансформатора с первичной и вторичной обмоткой, образованной ванной для расплавленного металла и горизонтальным закрытым каналом, согласно изобретению, выполнена по Ш-образной форме трансформатора, состоящего из отдельных магнитопроводов, каждый из которых имеет первичную обмотку, и имеет вторую ванну для расплавленного материала. Изобретение поясняется чертежами. На фиг. 1 представлено заявляемое устройство, вид сверху; на фиг. 2 показан разрез А-А. Индукционная печь канального типа содержит две ванны с расплавом (1) и два канала с расплавом (2). Все это вместе образует вторичную обмотку трансформатора (3).
3. Трудность плавки материалов, имеющих высокое удельное электрическое сопротивление, так как в этом случае для получения достаточно высокой мощности печи требуется поддерживать на расплавленном витке материала сравнительно высокое индукционное напряжение. В основу изобретения положена задача создания индукционной канальной печи. Поставленная задача решается тем, что индукционная печь канального типа, выполненная в виде трансформатора с первичной и вторичной обмоткой, образованной ванной для расплавленного металла и горизонтальным закрытым каналом, согласно изобретению, выполнена по Ш-образной форме трансформатора, состоящего из отдельных магнитопроводов, каждый из которых имеет первичную обмотку, и имеет вторую ванну для расплавленного материала. Изобретение поясняется чертежами. На фиг. 1 представлено заявляемое устройство, вид сверху; на фиг. 2 показан разрез А-А. Индукционная печь канального типа содержит две ванны с расплавом (1) и два канала с расплавом (2). Все это вместе образует вторичную обмотку трансформатора (3). Трансформатор (3) состоит из отдельных магнитопроводов. Каждый магнитопровод имеет первичную обмотку (4). Ванны расплава (1) и канал (2) имеют футеровку (5), что позволяет тепловые потери сделать минимальными. Отверстие ванны (6) служит для слива шлака, отверстие (7) служит для разлива получаемых сплавов. Отверстие (8) используется при ремонте печи для полного освобождения от расплава. Печь полностью герметизирована, закрыта крышками (9) и имеет дозаторы (10). Установлена печь на фундаменте (11), в котором имеются пазы для установки разливочного конвейера. Индукционная канальная печь работает следующим образом. При первоначальной сборке и в дальнейшем после каждого ремонта в каналы 2 и ванны 1 закладывается замкнутый металлический контур, который служит для предварительного разогрева печи. После разогрева и получения расплавленного витка через дозаторы (10) подается нужный состав шихты. Проплавление шихты и если необходимо проведение восстановительных процессов (например, получение ферросплавов) определяется регламентом работы печи.
Трансформатор (3) состоит из отдельных магнитопроводов. Каждый магнитопровод имеет первичную обмотку (4). Ванны расплава (1) и канал (2) имеют футеровку (5), что позволяет тепловые потери сделать минимальными. Отверстие ванны (6) служит для слива шлака, отверстие (7) служит для разлива получаемых сплавов. Отверстие (8) используется при ремонте печи для полного освобождения от расплава. Печь полностью герметизирована, закрыта крышками (9) и имеет дозаторы (10). Установлена печь на фундаменте (11), в котором имеются пазы для установки разливочного конвейера. Индукционная канальная печь работает следующим образом. При первоначальной сборке и в дальнейшем после каждого ремонта в каналы 2 и ванны 1 закладывается замкнутый металлический контур, который служит для предварительного разогрева печи. После разогрева и получения расплавленного витка через дозаторы (10) подается нужный состав шихты. Проплавление шихты и если необходимо проведение восстановительных процессов (например, получение ферросплавов) определяется регламентом работы печи. После окончания плавки производится разлив расплава. Таким образом, выполнение индукционной печи по Ш-образной форму трансформатора с раздельными магнитопроводами, позволяет повысить ее эксплуатационные характеристики, так как при последовательном или раздельном соединении раздельных магнитопроводов, можно согласовать электрическую нагрузку печи (расплавленный виток металла) с источником питания без дополнительного трансформатора. Уменьшение длины и упрощение формы канала в поперечном сечении, уменьшает общее электрическое сопротивление канала, что дает возможность выплавлять металлы, имеющие высокое удельное электрическое сопротивление, увеличивает стойкость футеровки печи, что дает возможность выплавлять металлы с высокой температурой плавления, например, стали и различные ферросплавы. Кроме того, Ш-образная форма трансформатора печи, уменьшает количество рассеянной электромагнитной энергии, что увеличивает коэффициент полезного действия печи.
После окончания плавки производится разлив расплава. Таким образом, выполнение индукционной печи по Ш-образной форму трансформатора с раздельными магнитопроводами, позволяет повысить ее эксплуатационные характеристики, так как при последовательном или раздельном соединении раздельных магнитопроводов, можно согласовать электрическую нагрузку печи (расплавленный виток металла) с источником питания без дополнительного трансформатора. Уменьшение длины и упрощение формы канала в поперечном сечении, уменьшает общее электрическое сопротивление канала, что дает возможность выплавлять металлы, имеющие высокое удельное электрическое сопротивление, увеличивает стойкость футеровки печи, что дает возможность выплавлять металлы с высокой температурой плавления, например, стали и различные ферросплавы. Кроме того, Ш-образная форма трансформатора печи, уменьшает количество рассеянной электромагнитной энергии, что увеличивает коэффициент полезного действия печи.Формула изобретения
Индукционная печь канального типа, выполненная в виде трансформатора с первичной и вторичной обмоткой, образованной для расплавленного металла и горизонтальным закрытым каналом, отличающаяся тем, что индукционная канальная печь выполнена по Ш-образной форме трансформатора, состоящего из отдельных магнитопроводов, каждый из которых имеет первичную обмотку, и имеет вторую ванну для расплавленного металла.
РИСУНКИ
Рисунок 1, Рисунок 2
Похожие патенты:
Отъемная индукционная единица канальной печи для плавки латуней // 1750065
Индукционная канальная печь // 1750064
Индукционный нагреватель токопроводящих деталей кольцевой формы // 1737766
Индукционная канальная печь // 1713124
Изобретение относится к электротехнике
Индукционная канальная печь // 1702543
Изобретение относится к электротехнике
Индукционная нагревательная установка // 1697282
Изобретение относится к электротехнике
Индукционная плавильная установка с отъемной индукционной единицей // 1690228
Изобретение относится к электротер.- мии
Индукционная канальная печь // 1629995
Изобретение относится к электротехнике
Индукционная канальная печь // 1541698
Изобретение относится к электротехнике, к индукционным канальным печам
Магнитодинамическая раздаточная печь // 1381737
Изобретение относится к устройствам для плавления и разливки металла
Способ плавки металла в индукционной печи с холодным тиглем // 2101639
Изобретение относится к области электрометаллургии, в частности для плавки металла в индукционных плавильных печах с холодным тиглем
Способ удаления загрязняющих летучих компонентов из загрязненного материала и устройство для его осуществления (варианты) // 2099159
Изобретение относится к способу удаления загрязняющих летучих компонентов из загрязненного материала и к устройству для осуществления данного способа
Индукционная вакуумная печь с холодным тиглем // 2096713
Изобретение относится к электрометаллургии, в частности к индукционным вакуумным печам для плавки металлов и сплавов
Высокотемпературная индукционная печь // 2095714
Изобретение относится к области электрометаллургии, в частности, к конструкциям индукционных тигельных печей для плавления и высокотемпературной обработки материалов
Индукционная печь // 2092761
Изобретение относится к металлургии и может быть использовано для плавки чугуна
Способ выпуска расплавленного металла из металлургической печи и литок для его осуществления // 2086872
Изобретение относится к металлургии, в частности к оборудованию для выпуска расплавленного металла из металлургических печей
Индукционная канальная печь // 2083938
Индукционная тигельная печь для получения расплавов железа, марганца, сталей и сплавов на их основе // 2083936
Изобретение относится к металлургии и может быть использовано в индукционных установках для восстановления металлов из их соединений и получения сталей и сплавов
Футеровка индукционной единицы печи для плавки цинка // 2080535
Двухкамерная индукционная канальная печь // 2079080
Изобретение относится к металлургии, в частности к конструкции канальных печей для плавки алюминия и его сплавов
Способ плавления во взвешенном состоянии, его варианты и способ плавления во взвешенном состоянии и отливки, его вариант // 2128235
Изобретение относится к области металлургии
Плавильщики с центральным поворотом и наклоном – от MIFCO
MIFCO – McEnglevan Industrial Furnace Company, Inc
Газовые плавильные печи – максимальная температура 2400 градусов по Фаренгейту.
 Работает на природном газе или пропане – отрегулируйте смесь газа с воздухом соответствующим образом (отверстие для замены не требуется).
Работает на природном газе или пропане – отрегулируйте смесь газа с воздухом соответствующим образом (отверстие для замены не требуется).МОДЕЛИ Т-160, Т-301 и Т-80
|
Самая экономичная опрокидывающаяся печь с размерами, идеально подходящими для небольшого литейного, профессионального или учебного заведения, а также для плавки или регенерации драгоценных металлов. Эти модели с центральным шарниром поворачиваются в своем центре тяжести для легкого наклона с помощью червячной передачи. Ручной наклон управляется маховиком. Функция наклона червячной передачи исключает возможность случайного падения печи из наклонного положения. Точно спроектированные шестерни, работающие в маслонепроницаемом редукторе, обеспечивают бесперебойную работу в течение многих лет.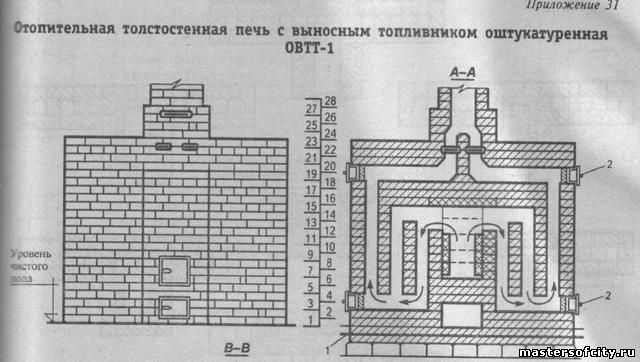
ГИБКОСТЬ, УНИВЕРСАЛЬНОСТЬ и ЭКОНОМИЧНОСТЬ
MIFCO производит одни из самых универсальных плавильных печей. Широкий диапазон температур позволит плавить большинство цветных металлов, используемых в литье, и некоторые виды серого чугуна до класса 25 или 30. Все эти агрегаты имеют диапазон температур от 1200° до 2400° F и рассчитаны на плавку с максимальной скоростью. насколько это возможно. В школьном магазине или промышленном литейном производстве эти агрегаты находят немедленное и выгодное применение. Они охватывают практически весь спектр потребностей современной плавки. Первоначальные инвестиции в промышленное оборудование этого типа являются номинальными, а техническое обслуживание сведено к абсолютному минимуму благодаря прочной конструкции и высокому качеству футеровки печи.
ПРОЧНАЯ СВАРНАЯ СТАЛЬНАЯ КОНСТРУКЦИЯ
Внешние кожухи печей MIFCO изготовлены из толстой стали, где необходимо усилены катаными стальными стержнями и полностью сварены. Прочная конструкция соответствует самым высоким промышленным стандартам. Опорные кольца крышки также изготовлены из прокатных стальных стержней большой толщины. Крышки топки утоплены в секционные литые защитные пластины из хромированного железа. Деррик крышки имеет простую конструкцию и прочную конструкцию со съемной ручкой для предотвращения перегрева. Ножки из конструкционной стали обеспечивают циркуляцию воздуха под агрегатом для предотвращения перегрева литейного пола. Небольшая рабочая высота обеспечивает большее удобство загрузки тигля. Каждый блок снабжен переливным и сливным отверстием в основании печи.
Прочная конструкция соответствует самым высоким промышленным стандартам. Опорные кольца крышки также изготовлены из прокатных стальных стержней большой толщины. Крышки топки утоплены в секционные литые защитные пластины из хромированного железа. Деррик крышки имеет простую конструкцию и прочную конструкцию со съемной ручкой для предотвращения перегрева. Ножки из конструкционной стали обеспечивают циркуляцию воздуха под агрегатом для предотвращения перегрева литейного пола. Небольшая рабочая высота обеспечивает большее удобство загрузки тигля. Каждый блок снабжен переливным и сливным отверстием в основании печи.
СЕКЦИОННАЯ ОГНЕУПОРНАЯ ФУТЕРОВКА
Изготовленные вручную огнеупорные формы с высоким содержанием глинозема, предварительно обожженные с помощью воздушной трамбовки, используются в футеровке и куполообразных крышках всех высокоскоростных плавильных установок MIFCO. Быстрые графики плавки и способность плавить серый чугун обязывают нас использовать наилучший огнеупорный материал, чтобы обеспечить долгий срок службы футеровки печи. Сверхпрочный глинозем с высоким содержанием алюминия может выдерживать резкие перепады температуры из-за быстрого нагрева и может работать при температурах свыше 3000°F без выкрашивания или износа. Секционные футеровки облегчают движение при нагреве, чтобы предотвратить термическое растрескивание и износ футеровки и крышки. Замена накладок и крышек в полевых условиях выполняется быстро и легко. Комплекты для замены огнеупоров доступны для всех печей MIFCO.
Сверхпрочный глинозем с высоким содержанием алюминия может выдерживать резкие перепады температуры из-за быстрого нагрева и может работать при температурах свыше 3000°F без выкрашивания или износа. Секционные футеровки облегчают движение при нагреве, чтобы предотвратить термическое растрескивание и износ футеровки и крышки. Замена накладок и крышек в полевых условиях выполняется быстро и легко. Комплекты для замены огнеупоров доступны для всех печей MIFCO.
Тигель в печи T80 удерживается на месте двумя опорными кирпичами для тигля.
Тигель в печах T160 и T301 удерживается на месте кирпичом для заливки, показанным ниже.
ВЫСОКОТЕМПЕРАТУРНАЯ ИЗОЛЯЦИЯ
Высокотемпературная литая изоляция между стальной оболочкой и облицовкой камеры сгорания сочетает в себе высокую прочность и отличные изоляционные свойства. Это обеспечивает более быстрый нагрев, меньшие потери тепла и большую эффективность горелки.
СИСТЕМА ГОРЕЛКИ
Газо-воздушный смеситель MIFCO может использовать любой тип топливного газа – природный, баллонный или баллонный.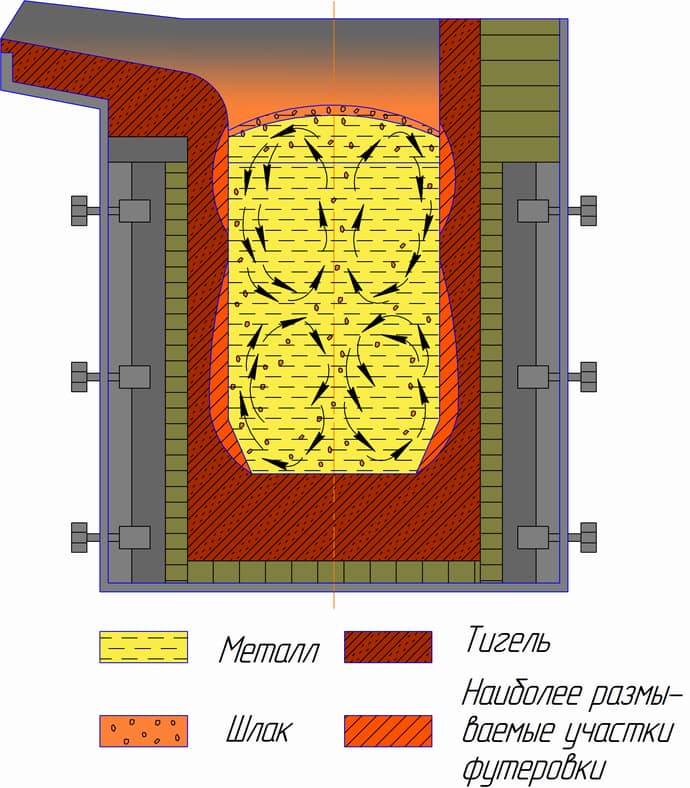 Конструкция аспирационного смесителя с трубкой Вентури создает небольшое всасывание против основного газопровода, что устраняет необходимость в обратных клапанах. Стандартная система смесителя представляет собой ручное управление с двумя клапанами, которое позволяет оператору устанавливать любой желаемый тип пламени или характеристики атмосферы. Газовый и воздушный клапаны удобно расположены. Тип топливного газа можно изменить по желанию без необходимости замены отверстия или форсунки на смесителе. Каждая печь поставляется в комплекте с поддувалом. Необходимо только произвести газовое и электрическое подключение и печь готова к работе.
Конструкция аспирационного смесителя с трубкой Вентури создает небольшое всасывание против основного газопровода, что устраняет необходимость в обратных клапанах. Стандартная система смесителя представляет собой ручное управление с двумя клапанами, которое позволяет оператору устанавливать любой желаемый тип пламени или характеристики атмосферы. Газовый и воздушный клапаны удобно расположены. Тип топливного газа можно изменить по желанию без необходимости замены отверстия или форсунки на смесителе. Каждая печь поставляется в комплекте с поддувалом. Необходимо только произвести газовое и электрическое подключение и печь готова к работе.
СИСТЕМА ЗАЩИТЫ ОТ ГОРЕНИЯ
Система защиты от возгорания входит в стандартную комплектацию всех печей MIFCO. Автомат горения представляет собой электронное устройство промышленного типа, активируемое датчиком пламени, определяющим ультрафиолетовый спектр пламени горелки. Реакция на исчезновение пламени любого типа происходит в пределах от 2 до 4 секунд, а контроль пламени осуществляется непрерывно.
Все газовые наклонные печи MIFCO, изготовленные в 2015 году и позже, соответствуют минимальным требованиям NFPA 86 (применимо к системам горелок мощностью более 150 000 БТЕ/ч):
- Два клапана требуются на пилотной и основной горелках
- Визуальная индикация положения клапана требуется для горелок мощностью более 150 000 БТЕ/ч
- Требуются реле высокого и низкого давления газа
- Горелки мощностью более 400 000 БТЕ/ч требуют визуальной индикации и подтверждения закрытия
Мы рекомендуем заказчику установить манометр и регулятор на входящей линии. Мы НЕ предоставляем их.
Вентиляция и вытяжки – нажмите здесь
| МОДЕЛЬ ПЕЧИ | ТИГЛЬ РАЗМЕР ПЛАВИЛЬНЫЙ | ЕМКОСТЬ НА РАСПЛАВ- ЛАТУНЬ/ | СГОРАНИЕ КАМЕРА РАЗМЕРЫ
| А | Б | С | Д | Е | Ф | ВОЗДУХОДУВКА И ДВИГАТЕЛЬ МОЩНОСТЬ | ХАРАКТЕРИСТИКА ГАЗА В БТЕ и ДАВЛЕНИЕ | ГАЗ ЛИНИЯ РАЗМЕР | ГАЗ КЛАПАН РАЗМЕР | ПРИБЛ. ТРАНСПОРТИРОВКА ВЕС | ||
| Т-160 | № 16 | 48 фунтов/ 16 фунтов. |
| 77″ | 55″ | 25″ | 48″ | 20″ | 31″ | 90CFM 1/2 л.с. | 425 000 4-6 унций. | 1-1/4″ | 3/4″ | 785 фунтов. | ||
| Т-301 | № 30 | 90 фунтов/ 30 фунтов.  |
| 86″ | 64″ | 26″ | 50″ | 38″ | 35-1/2″ | 150 кубических футов в минуту 1 л.с. | 750 000 6-8 унций. | 1-1/2″ | 1″ | 1085 фунтов. |
Устройство наклона центральной оси
T-80
| МОДЕЛЬ ПЕЧИ | ТИГЛЬ РАЗМЕР ПЛАВИЛЬНЫЙ | ЕМКОСТЬ ЛАТУНЬ НА РАСПЛАВ | КАМЕРА СГОРАНИЯ КАМЕРА РАЗМЕРЫ
| ВОЗДУХОДУВКА И ДВИГАТЕЛЬ НОМИНАЛ | ХАРАКТЕРИСТИКА ГАЗА В БТЕ и ДАВЛЕНИЕ | ГАЗ ЛИНИЯ РАЗМЕР | ГАЗ КЛАПАН РАЗМЕР | ПРИБЛ. ТРАНСПОРТИРОВКА ВЕС | ||
| Т-80 | № 80 до № 100 | 300 фунтов. |
| 180 куб. футов в минуту 1-1/2 л.с. | 850 000 8-10 унций. | 2″ | 1-1/4″ | 2033 фунта. |
Размеры указаны приблизительно. Если T80 будет работать на высоте более 3000 футов, ему потребуется двигатель мощностью 2 л.с.
Методы установки огнеупоров | Администратор группы ACMS
| 27 марта 2023 г. Существует множество способов укладки огнеупоров, и правильный выбор имеет решающее значение для успеха проекта. Это также требует опытной команды с навыками и ноу-хау, чтобы сделать работу правильно. Основными способами укладки огнеупоров являются литье, торкретирование и набивка. Каждый из них подходит для конкретных приложений и может быть настроен в соответствии с уникальными потребностями.
Каждый из них подходит для конкретных приложений и может быть настроен в соответствии с уникальными потребностями.
Литье
Литье является одним из основных способов укладки огнеупоров. Он заключается в заливке горячего расплавленного металла в форму, имеющую полую полость желаемой формы. Расплавленный металл оседает в полую полость, которая по мере затвердевания приобретает форму тугоплавкого материала.
Этот процесс используется для производства различных продуктов, включая цилиндры, поршни, шкивы, коллекторы двигателей, клапаны и оборонное оборудование. Это недорогой метод изготовления форм и размеров с различными механическими свойствами. Кроме того, огнеупорные отливки можно использовать для изготовления сложных деталей со сложной внутренней структурой и особенностями. Эти элементы формируются с использованием сердечника, представляющего собой песчаную форму, вставленную в форму для придания формы внутренней части, и венков, представляющих собой небольшие металлические детали, закрепленные между сердечником и поверхностью полости.
Литье огнеупоров требует высокого уровня подготовки и навыков, поэтому лучше всего нанять команду с большим опытом. Также важно поддерживать безопасную и хорошо контролируемую температуру огнеупорных материалов и оборудования на этапе прокаливания (отверждения) в процессе монтажа.
Торкретирование
Торкретирование, также известное как сухое торкретирование, использует сжатый воздух для подачи сухого огнеупорного материала из торкрет-машины в воздушный поток, который подает его к соплу, куда добавляется жидкое связующее.
Ключевой особенностью сухого торкретирования является использование огнеупорных материалов на основе коллоидного кремнезема. Эти бесцементные огнеупоры устойчивы к щелочам и обладают сильными связующими свойствами, что делает их идеальными для укладки огнеупоров в труднодоступных местах цементных печей. Еще одним ключевым фактором успешного торкретирования является правильный размер частиц. Как правило, огнеупорный материал правильного размера не дает отскока при высоких температурах.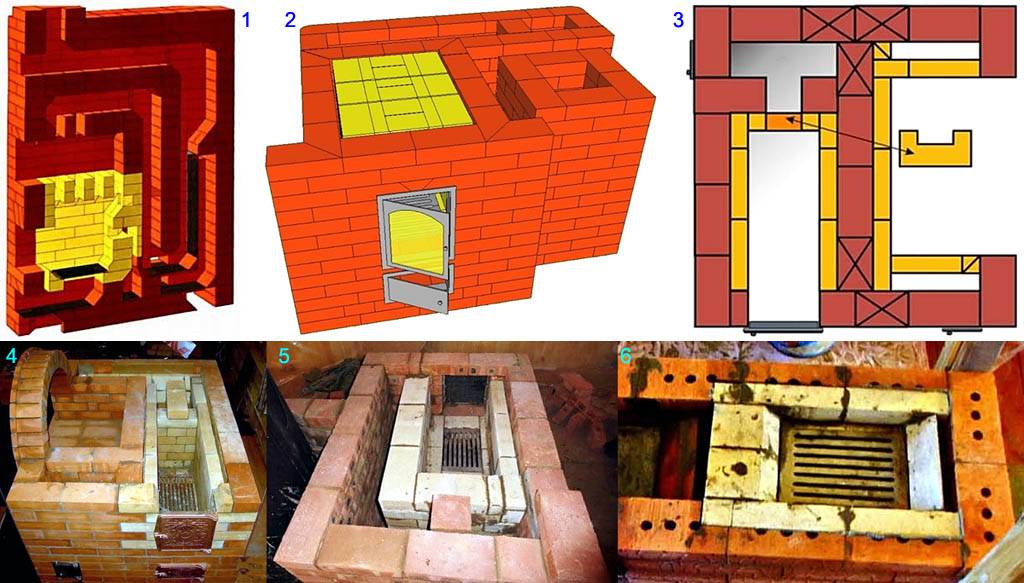 Отскок является результатом израсходованного или неправильно увлажненного материала, который отскакивает от торкрет-поверхности, и важно свести это к минимуму.
Отскок является результатом израсходованного или неправильно увлажненного материала, который отскакивает от торкрет-поверхности, и важно свести это к минимуму.
Сухой метод торкретирования имеет несколько преимуществ перед мокрым. Во-первых, артиллерийское оборудование дешевле и его легче перемещать, так как оно не требует воды. Еще одним преимуществом является то, что сухой огнеупор можно наносить поэтапно без ущерба для его связующих свойств. Процесс торкретирования очень важен для долговременной стабильности огнеупорных установок. Для правильного нанесения материала требуется опытный подрядчик по огнеупорам и опытный оператор торкретирования.
Трамбовка
Трамбовка — это метод, используемый для формирования огнеупорных стенок в печи. Огнеупорная футеровка обычно состоит из толстого слоя огнеупорного материала, называемого асбестовым листом, который приклеивается к каркасу с помощью клея, а затем формуется с помощью пневматических трамбовочных инструментов.