чертежи, инструкция, виды, схема и порядовка
Печь колпаковая представляет собой довольно распространенный вариант строительства отопительного оборудования, которое почти дотягивает до канального изделия. Эту разработку можно назвать современной, она отличается от более старших аналогов новым способом использования горячего газа.
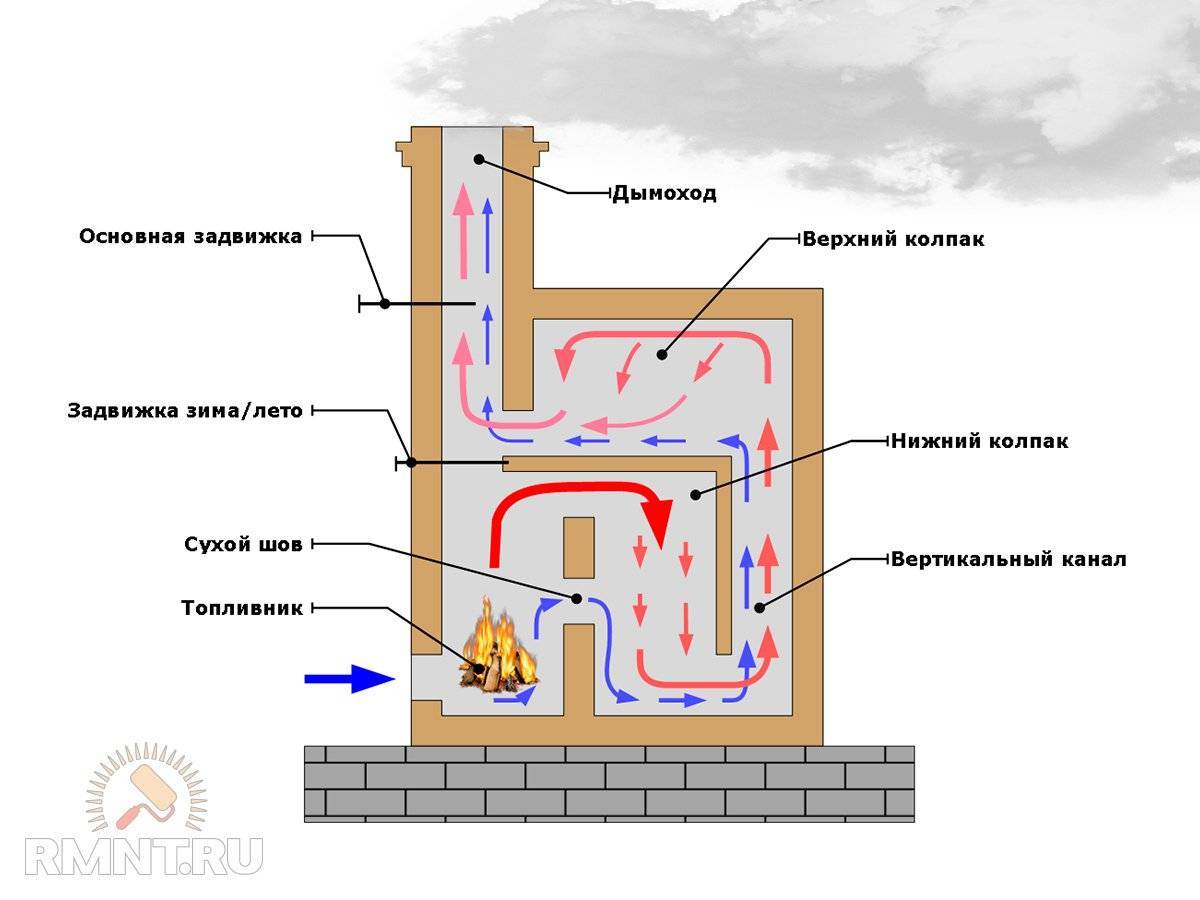
Принцип работы
Упомянутая конструкция является не только оборудованием, которое обогревает помещение, но и способствует эффективному задержанию в нем тепла. Устройство создается таким образом, что на нём можно отдохнуть в холодное время, приготовить пищу при необходимости. Принцип функционирования связывается с создателем Кузнецовым, именно поэтому данную печь еще называют печью Кузнецова. Суть работы достаточно проста, она заключается в том, что горячий газ циркулирует при воздействии тяжести газов, а не вытяжной трубы. Другими словами, газы, которые обладают меньшим весом, собираются под сводом колпака, а вот холодные остаются снизу, так как обладают более внушительным весом. Взаимодействуя, эти газы образуют зону турбулентности, благодаря этому стенки эффективнее насыщаются тепловой энергией. Газ является основным переносчиком тепла в этом случае.
Взаимодействуя, эти газы образуют зону турбулентности, благодаря этому стенки эффективнее насыщаются тепловой энергией. Газ является основным переносчиком тепла в этом случае.
Основные особенности
Печь колпаковая обладает определенными отличительными чертами, которые выражены в высоком уровне коэффициента полезного действия, простоте эксплуатации, полифункциональности, а также весьма приятном внешнем виде. Вы можете рассчитывать на долговечность, а также высокие показатели эффективности. Ряд владельцев печей, как и многие опытные профессионалы, считают, что описываемые конструкции являются одним из эффективных и качественных отопительных приборов, которые когда-либо были созданы.
Подготовка инструментов и материалов
Если вами будет выстраиваться печь колпаковая, то потребуется подготовить совковую лопату, штыковую лопату, цементно-песчаный раствор, который готовится в соотношении 1 к 3, опалубку из древесины, а также полиэтиленовую пленку. Для того чтобы осуществить армирование, следует запастись прутом средних размеров.
Строительство фундамента
Для того чтобы соорудить основание для печи, первоначально необходимо подготовить котлован, размеры которого должны составить 150 x 100 сантиметров. Размеры могут быть изменены, однако пропорции следует сохранить. На дно засыпается песчаная подушка, толщина которой должна составить 15 сантиметров. Такую подготовку следует оставить на 2 дня, чтобы песок усел. Это позволит создать конструкцию с более высокими характеристиками прочности. При создании опалубки желательно использовать фанеру, однако если ее нет, то может подойти железная дверь или доски. Влияния на качество строительства это не окажет.
Совет специалиста
Если вами будет возводиться печь колпаковая, что важно обратить внимание на один важный момент, который заключается в том, что фундамент должен завершаться в двух кирпичах от поверхности полового покрытия. Заливку основания следует производить таким образом, чтобы поверхность получилась гладкой по типу плиты. Формируя конструкцию, нужно использовать прут средних размеров, однако вы можете применить и меньший по размерам прут, ведь печь будет весить немного.
Методика заливки
Когда выстраиваются колпаковые печи Кузнецова, фундамент заливается медленно, периодически раствор необходимо перемешивать лопатой, что позволит избавиться от пузырьков воздуха. Это повысит прочностные характеристики конструкции. После завершения заливки основание оставляется до затвердевания, зачастую на это уходит около 7 дней. В некоторых случаях требуется две недели. Специалисты не советуют торопиться, ведь чем дольше фундамент будет стоять, тем прочнее он получится.
Порядовка
Печь колпаковая, порядовка которой представлена в статье, должна выкладываться с учетом определенной технологии. Сначала настилается фольга, только после можно начинать кладку кирпича. Это позволит снизить теплопотери, так как горячий воздух станет перенаправляться обратно. Размеры такой подкладки должны оказаться несколько больше, чем габариты фундамента, чтобы вы смогли подрезать края. Кирпичи должны быть отшлифованы, их нужно укладывать, следуя схеме. Изделия располагаются равномерно по периметру, а боковые стены выкладываются ложкой, двигаться при этом необходимо справа налево. Это позволит мастеру видеть три кирпича, 1 сзади и 2 справа. Когда вы будете выкладывать второй ряд, следует установить дверки для чистки и поддувало. Внутренняя часть конструкции будет иметь такой вид, благодаря которому можно будет произвести установку в любое место, однако при этом важно учесть условие, которое выражено в том, что дверки для чистки должны располагаться непосредственно под топкой. Третий ряд выкладывается таким же образом, при кладке следующего ряда нужно уменьшить отверстие, чтобы остатки сгоревшего топлива опадали. В дальнем углу делается перегородка, которая призвана соединить нижние и верхние уровни по типу трубы. Следующий ряд делается по такой же технологии, однако для ободка следует применить огнестойкий кирпич. Сверху формируется колосник. Шестой ряд станет одновременно первым рядом топки. Из нее необходимо вывести дымоход в другое отделение. Когда выстраиваются колпаковые отопительные печи, седьмой ряд выкладывается почти по той же методике. Восьмой ряд: нужно выложить топку с помощью простого кирпича, изнутри ее предстоит обложить половинками огнестойких изделий.
Это позволит мастеру видеть три кирпича, 1 сзади и 2 справа. Когда вы будете выкладывать второй ряд, следует установить дверки для чистки и поддувало. Внутренняя часть конструкции будет иметь такой вид, благодаря которому можно будет произвести установку в любое место, однако при этом важно учесть условие, которое выражено в том, что дверки для чистки должны располагаться непосредственно под топкой. Третий ряд выкладывается таким же образом, при кладке следующего ряда нужно уменьшить отверстие, чтобы остатки сгоревшего топлива опадали. В дальнем углу делается перегородка, которая призвана соединить нижние и верхние уровни по типу трубы. Следующий ряд делается по такой же технологии, однако для ободка следует применить огнестойкий кирпич. Сверху формируется колосник. Шестой ряд станет одновременно первым рядом топки. Из нее необходимо вывести дымоход в другое отделение. Когда выстраиваются колпаковые отопительные печи, седьмой ряд выкладывается почти по той же методике. Восьмой ряд: нужно выложить топку с помощью простого кирпича, изнутри ее предстоит обложить половинками огнестойких изделий.
Методика проведения кладочных работ
Для внутренней части топочной камеры в десятом редут следует использовать целые кирпичи, а на одиннадцатом нужно установить решетку из огнестойких изделий. При формировании следующих двух рядов решетку нужно убрать, однако при этом появится два дымохода. На четырнадцатом ряду следует осуществить перекрытие дымохода в отделении для воздуха. Для этого рекомендуется использовать металлическую пластину, а нижний сборник для дыма нужно сформировать кирпичом. Наверх будет идти лишь один канал, который оставляется на четвертом ряду.
Формирование второго уровня
Если вами выстраивается отопительная колпаковая печь своими руками, то на пятнадцатом ряду необходимо будет добавить пластину-заборник. Этот элемент укрепляется с трех сторон с помощью цементного раствора. По центру дымосборника укладывается кирпич, который выступит колонной для крышки. За плитой должна быть сформирована пазуха, которая необходима для перемещения газа в дымоход. На промежутке от 17 до 22 ряда следует перекрыть доступ к трубе. Металлическая пластина должна находиться на передней стене духовки, она будет поддерживать кирпич. Для нее лучше использовать кованые ободки. Следующий ряд выкладывается аналогичным образом. Когда выполняются колпаковые отопительно-варочные печи, в 23 ряду следует сформировать еще одну ступеньку. Труба и дымоход соединяются между собой закрытым способом. После 24 ряда, который повторяет предыдущий, можно укладывать трубу, ее диаметр должен быть равен одному кирпичу. На нее укладывается пластина-сборник. Вся конструкция после завершения работ накрывается крышей, а дальше будет идти кирпичная труба. На этом можно считать, что печь готова.
На промежутке от 17 до 22 ряда следует перекрыть доступ к трубе. Металлическая пластина должна находиться на передней стене духовки, она будет поддерживать кирпич. Для нее лучше использовать кованые ободки. Следующий ряд выкладывается аналогичным образом. Когда выполняются колпаковые отопительно-варочные печи, в 23 ряду следует сформировать еще одну ступеньку. Труба и дымоход соединяются между собой закрытым способом. После 24 ряда, который повторяет предыдущий, можно укладывать трубу, ее диаметр должен быть равен одному кирпичу. На нее укладывается пластина-сборник. Вся конструкция после завершения работ накрывается крышей, а дальше будет идти кирпичная труба. На этом можно считать, что печь готова.
Нюансы проведения кладочных работ
Когда выкладываются колпаковые печи своими руками, вы должны учесть, что существуют некоторые хитрости кладки. Если вами будет соблюдена порядовка, то удастся получить равномерный нагрев уровней конструкции и отличную тягу. Взамен рубероиду следует использовать именно фольгу, которая улучшит теплосбережение благодаря отражающим характеристикам. Если вы хотите увеличить теплоотдачу, то следует сделать уровни в большем количестве. Когда мастера выкладывают варочные колпаковые печи, соблюдая все правила и технологию, им удается получить конструкцию, которая является максимально теплой.
Если вы хотите увеличить теплоотдачу, то следует сделать уровни в большем количестве. Когда мастера выкладывают варочные колпаковые печи, соблюдая все правила и технологию, им удается получить конструкцию, которая является максимально теплой.
Перед началом кладки рекомендуется самостоятельно отшлифовать каждое изделие, это увеличит не только эстетические свойства, но ее функциональность кирпича. Колпаковая печь называется так по той причине, что газ оказывается словно под колпаком. Он охлаждается там же, а после вытесняется горячим дымом вниз. В этой части конструкции дым покидает изделие, выходя в специальную трубу. Если вы грамотно выполните порядовку, то период циркуляции дыма окажется минимизирован. В качестве основной особенности такой печи выступает то, что ее можно укладывать, как угодно. Главное правильно соблюсти порядовку, все остальное будет зависеть от конкретных обстоятельств.
Не стоит полагать, что при уменьшении печи вы сможете добиться эффективности и компактности одновременно.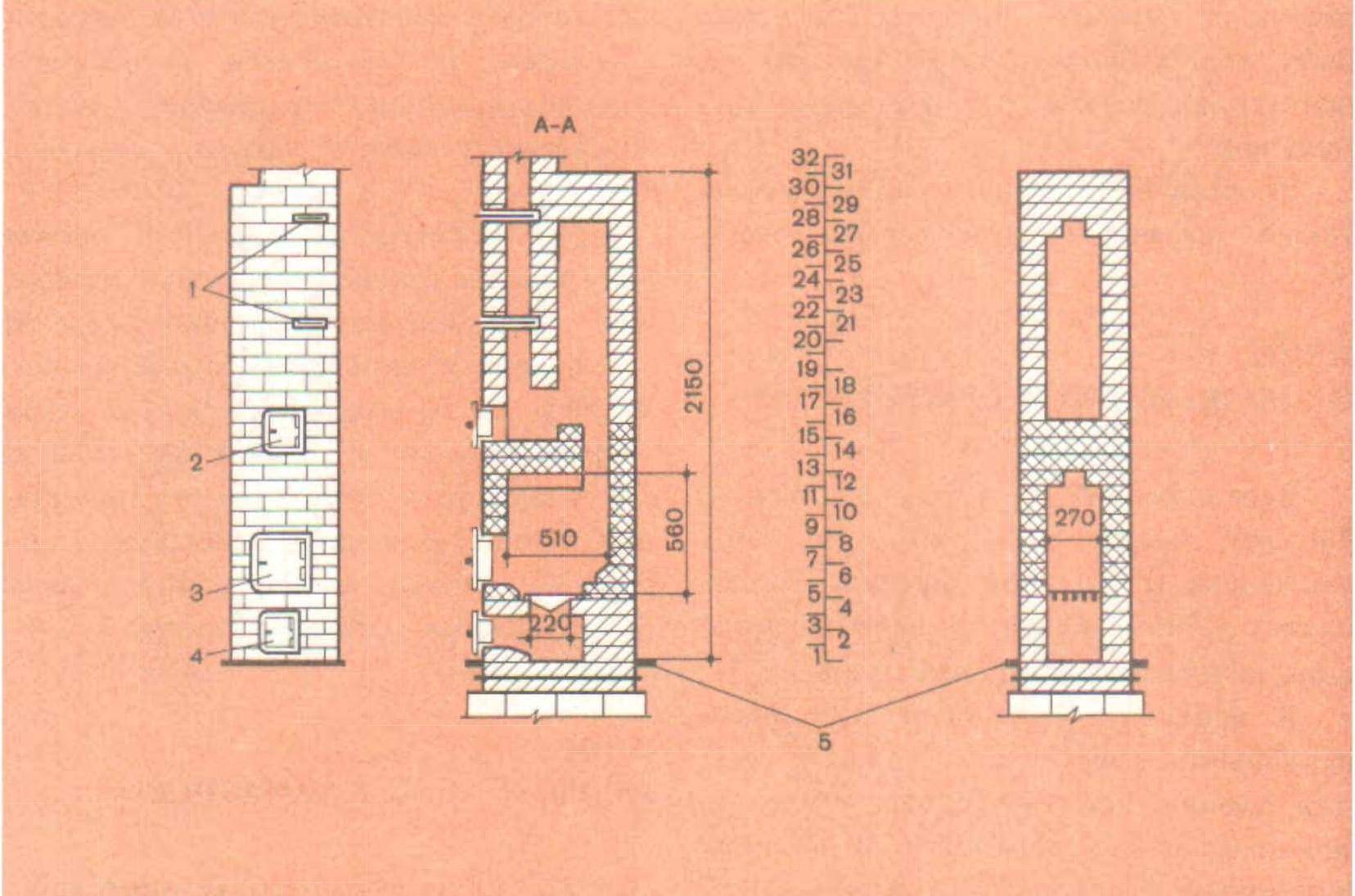 Это может сказаться на коэффициенте полезного действия, который резко упадет из-за закона квадрата-куба. Подобные конструкции не выполняются из металла, несмотря на то, что это могло бы решить вопрос чистки. Речь идет о чугуне, который весит достаточно много, а еще обладает хрупкостью.
Это может сказаться на коэффициенте полезного действия, который резко упадет из-за закона квадрата-куба. Подобные конструкции не выполняются из металла, несмотря на то, что это могло бы решить вопрос чистки. Речь идет о чугуне, который весит достаточно много, а еще обладает хрупкостью.
Кирпичные печи: виды конструкций | Тепломонстр
Кирпичная печь: виды конструкции
На протяжении многих веков во всем мире существовала профессия печника, которой владел каждый второй мужчина. Назначения у кирпичных печей были от самых простых – приготовление пищи и обогрев – до промышленных (доменные печи), но встречались и необычные экземпляры – камины. Существовали сотни видов кирпичных печей, каждая из которых отличалась своими уникальными особенностями, но со временем при общей доступности информации стали появляться мастера, совмещающие техники и старающиеся создать совершенную печь для определенной цели.
Рисунок 1. Схема порядовки печи-шведки.
Еще с 17 века во всем мире ценилась работа русских мастеров, что со временем не стало менее актуально: Игорь Кузнецов в 21 веке стал одним из самых известных ученых-печников мира благодаря своим разработкам.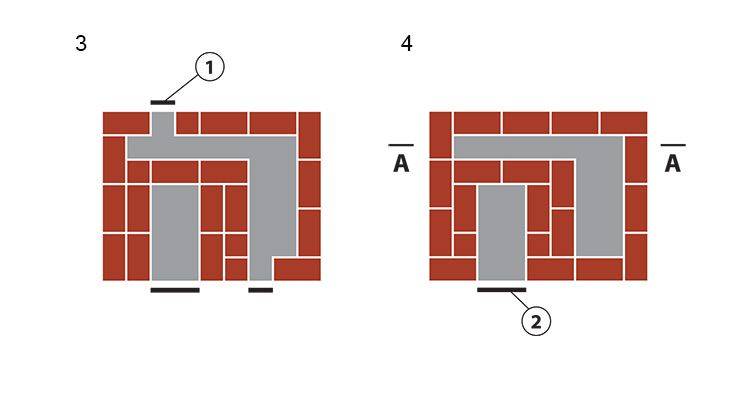 Его кирпичные печи имеют один из самых высоких КПД среди всех аналогов, при этом цена изготовления повышается весьма незначительно. Конечно, не только он занимается такой работой, поэтому стоит рассмотреть все возможные варианты.
Его кирпичные печи имеют один из самых высоких КПД среди всех аналогов, при этом цена изготовления повышается весьма незначительно. Конечно, не только он занимается такой работой, поэтому стоит рассмотреть все возможные варианты.
Чертежи самых часто встречаемых вариантов кирпичной печки – шведка (рис. 1), голландка (рис. 2), русская (рис. 3) и колпаковая (рис. 4 и 5).
Фундамент под кирпичную печь и его расположение
Расположение будущего фундамента выбирается таким образом, чтобы с обратной стороны не оказалось внешней стены на улицу. Идеально – это наличие еще одно комнаты, можно и вовсе расположить конструкцию ближе к центру комнаты для достижения максимального эффекта. Существует 2 варианта используемых фундаментов – заглубленные и незаглубленные. Ничего общего между ними практические нет, кроме основной функции.
Рисунок 2. Схема кладки печи-голландки.
Заглубленные фундаменты считаются более предпочтительными, т.к. обладают высокой несущей способностью и устойчивы к движению. Данный вариант ни в коем случае нельзя соединять с основным фундаментом дома, чтобы при первом же серьезном воздействии почвы не появилась трещина.
Данный вариант ни в коем случае нельзя соединять с основным фундаментом дома, чтобы при первом же серьезном воздействии почвы не появилась трещина.
По своей структуре заглубленный фундамент идентичен плитному, только в уменьшенном формате. Но есть и моменты, на которых можно сэкономить, – это марка бетона М250-М300. Армирующий каркас делается из прутьев 8-10 мм и способен выдержать нагрузки, в 5-7 раз превышающие ожидаемые. К минусам такого варианта можно отнести высокую цену, большой объем работы, необходимость поднимать часть пола в помещении.
Незаглубленный сделать можно достаточно просто и быстро. Большинство печников просто заливает раствор в опалубку. Но лучше сделать армирующую обрешетку (даже 1 уровень – уже хорошо) из прута 6-8 мм, а по бокам защитить гидроизоляцией (рубероидом).
Такое основание оправдано в тех местах, где нет возможности или смысла углубляться. Чаще всего их можно увидеть под банной печью или камином.
Колпаки или каналы?
Традиционно кирпичные печи выкладываются горизонтальной или вертикальной змейкой, что позволит равномерно прогревать все пространство внутри помещения.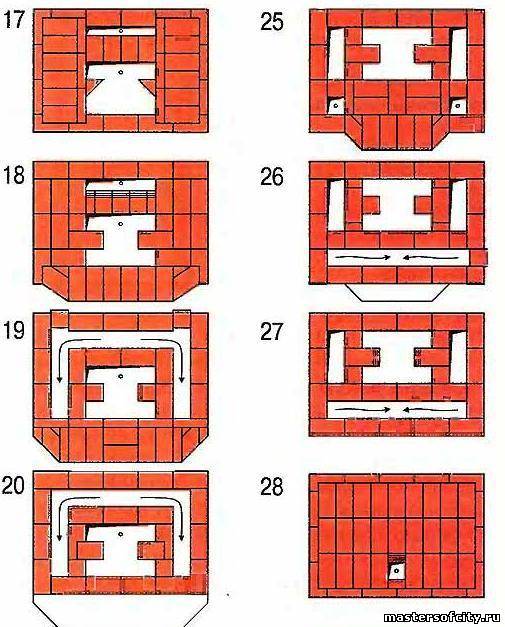 Но колпаковые печи тоже имеют свои преимущества.
Но колпаковые печи тоже имеют свои преимущества.
Рисунок 3. Схема кладки русской печи.
Чтобы добиться максимального прогрева помещения, нужно обеспечить максимальную площадь соприкосновения дыма с контактирующим с помещением кирпичом. Т.е. это зависит не только от той дистанции, которую проходит дым по трубопроводу, но еще и от занимаемого им объема около стенок.
Но есть у этой системы и свои минусы: чем быстрее прогревается печь, тем быстрее она будет охлаждаться в плохо изолированном помещении. Именно этот фактор нередко и является решающим. Традиционная русская печь совмещала в себе оба варианта, к тому же давала возможность их использовать раздельно. Чаще всего колпаки сооружались под лежаком, а каналы – во всей остальной плоскости.
Среди самых популярных в мире варочно-отопительных кирпичных печей существует конструкция шведка. Такие печи всегда делаются при помощи каналов, но при правильном исполнении отапливают 70 м² и не потребляют большой объем топлива.
Таким образом, можно сделать вывод, что если нужно добиться максимальной отдачи тепла в короткие сроки, то колпаки станут бесценной находкой, но когда нет замкнутого цикла тепла, лучше воспользоваться канальной печью.
Видимые отсеки в кирпичной печи
Рисунок 4. Схема кладки колпаковой печи.
Любую печь нужно топить и убирать из нее золу. Топочное отверстие обычно имеет высоту 3-4 кирпича, ширину не более 2-х и глубину аналогичную ширине. Вся топка выкладывается из огнеупорного кирпича, т.к. обычный керамический от таких температур разрушается на структурном уровне.
Зольник почти всегда выполняет еще и роль поддувала, что одновременно позволяет поддерживать огонь и собирать продукты горения. Между зольником и топкой располагается колосник, но он скрыт от глаз наблюдателя.
Прочистные окна располагаются под каждым каналом и в каждом колпаке. Такая необходимость обусловлена тем, что во всех каналах при эксплуатации оседает сажа, мешающая дальнейшему проходу дыма, что может в итоге плохо сказаться: есть вероятность задымления помещения ядовитым дымом.
Варочное отделение – 1 из 3 камер, которая обычно не имеет дверок. Варочная панель устанавливается максимально надежно, что особенно важно в колпаковой системе. Находится панель прямо над огнем в топке, благодаря чему температура не уступает газовым плитам. К тому же непосредственная близость к естественному топливу (при условии использования дров, а не угля) немного изменяет вкус еды в лучшую сторону.
Рисунок 5. Схема устройства колпаковой печи.
Большое и малое сушильные отделения – располагаются под крышей кирпичной печи и служат для сушки продуктов питания. Данные отделения не закрываются, т.к. с трубопроводом напрямую они не связаны.
Портал бывает исключительно в каминной кирпичной печи. Закрывать его или нет – решают хозяева, но служит он, чтобы можно было смотреть на огонь во время отдыха. Обычно не приносит никакой пользы.
Отделение для духового шкафа: духовой шкаф устанавливается из металла в отдаленном участке кирпичной печи. Температура в нем от этого не падает, а вот уровень удобства возрастает, т. к. удаленная установка не позволяет ему мешать обычному ритму работы печи.
к. удаленная установка не позволяет ему мешать обычному ритму работы печи.
Используемые инструменты и материалы
- Полнотелый кирпич: в связи с тем, что обычный керамический использовать нельзя по целому ряду причин, большую часть печи выкладывают именно полнотелым. Прочностные параметры от этого не ухудшаются.
- Огнеупорный кирпич: используется в местах открытого контакта с огнем, а также там, где происходит контакт кирпича и металла поблизости с огнем (под варочной камерой нередко приходится прокладывать 1 уровень). Цена его обычно в 1,5-2 раза выше полнотелого.
- Клинкерный кирпич: самый дорогой из всех, но при этом он обладает лучшими характеристиками. Он гораздо надежнее огнеупорного, но высокая цена позволяет использовать такой кирпич исключительно в декоративных целях – в качестве лицевой части топки и варочного отделения.
 При расчетах нужно учитывать его уменьшенные размеры.
При расчетах нужно учитывать его уменьшенные размеры. - Стальные полосы и уголки: нужны для прокладывания уровней кирпича в тех местах, где им бы не за что было зацепиться (перекрытие отсеков, установка крыши).
- Раствор: количество песка зависит от жирности глины. Соотношение определяется исключительно практическим образом – глина смешивается с водой и добавляется песок. Все в соотношении 1:1:1, затем нужно смотреть на консистенцию. Если смесь растекается, нужно уменьшить количество воды, а если вышло слишком сухо – то песка. В итоге глина не должна трескаться и растекаться при сжатии.
- Стальные дверцы сделать в домашних условиях не получится, поэтому придется их приобрести. Делаются они из плотной стали, позволяющей максимально обезопасить себя и окружающих от рисков.
- Заслонки: позволяют регулировать проходимость дыма через трубу. В каждой печи присутствует минимум одна такая заслонка.
 При расчетах нужно учитывать его уменьшенные размеры.
При расчетах нужно учитывать его уменьшенные размеры.Таким образом, выложить печь из кирпича своими руками сможет любой желающий, в этом ничего сложного, если детально изучить процесс.
Качественная кирпичная печь – это не только устройство для приготовления пищи и получения тепла, но и одно из средств оздоровления семьи, особенно при условии наличия лежака, чему многие века придавалось большое значение.
Руководство по монтажу сантехники своими руками
Популярность самостоятельных работ растет. Для многих сосредоточение внимания на практической ручной задаче — это освежающая смена темпа. Это шанс отдохнуть от мира, в котором доминируют электронная почта, электронные гаджеты и технологии. Владение домом предоставляет широкие возможности для решения широкого круга мелких поломок или самостоятельных проектов по улучшению; многие из которых могут быть хорошими кандидатами для самостоятельного подхода.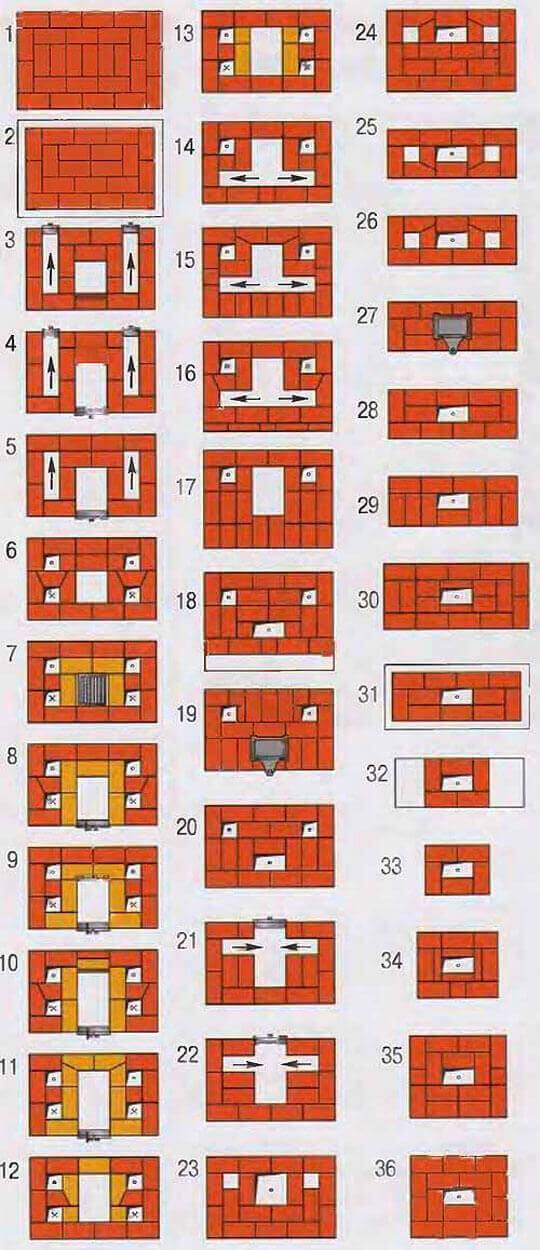 Одной из областей домашних ремонтных работ, которая часто привлекает людей, занимающихся своими руками, является бытовая сантехника.
Одной из областей домашних ремонтных работ, которая часто привлекает людей, занимающихся своими руками, является бытовая сантехника.
Точно так же, как среднестатистический домовладелец должен тщательно подумать и проявить осторожность, прежде чем приступать к ремонту электропроводки, разумно помнить о некоторых основных соображениях, прежде чем начинать ремонт домашней сантехники своими руками.
Базовый ремонт домашней сантехники своими руками Соображения
Ремонт сантехники своими руками не может привести к поражению электрическим током или возгоранию, но некоторые проблемы требуют предусмотрительности и планирования при работе с сантехникой и канализацией.
Прежде чем приступать к самостоятельному ремонту сантехники:
● Убедитесь, что у вас есть правильные инструменты. Если вы начнете проект сантехники своими руками без надлежащих инструментов, вы можете обнаружить, что загнали себя в угол на полпути к работе.
● Узнайте точный тип запасных частей, которые могут вам понадобиться.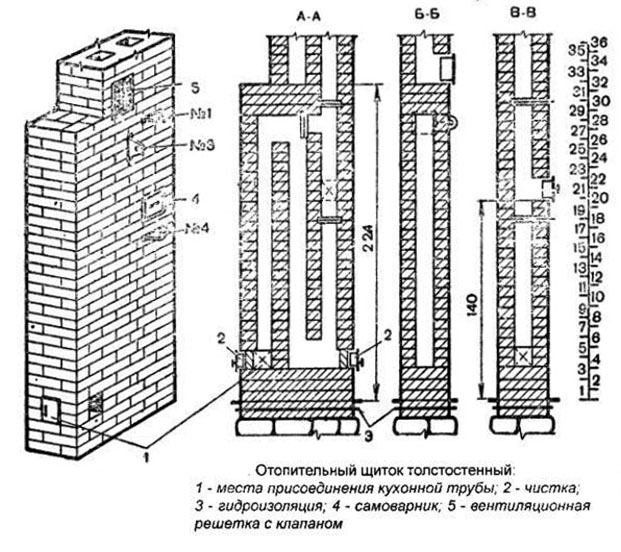 Не рассчитывайте на смешанные сменные детали или приспособления. Проверьте, кто является производителем деталей или узлов, с которыми вы будете работать. В большинстве случаев вам нужно будет получить прямые замены. Найдите магазин сантехники — возможно, вам придется принести им старые детали, чтобы они могли предоставить вам точное соответствие, если вы не можете найти то, что вам нужно, в хозяйственном магазине.
Не рассчитывайте на смешанные сменные детали или приспособления. Проверьте, кто является производителем деталей или узлов, с которыми вы будете работать. В большинстве случаев вам нужно будет получить прямые замены. Найдите магазин сантехники — возможно, вам придется принести им старые детали, чтобы они могли предоставить вам точное соответствие, если вы не можете найти то, что вам нужно, в хозяйственном магазине.
● Помните о давлении воды и в первую очередь перекройте подачу воды. Обычно вы найдете запорный клапан под раковиной или унитазом, но если клапан не работает или вы его не найдете, вам нужно будет найти и перекрыть главный водяной клапан вашего дома.
● При разборке обращайте особое внимание на ориентацию и расположение деталей. Смеситель, унитаз и другие сборочные детали необходимо собрать обратно в правильном порядке и направлении, иначе что-то может не работать. С его помощью можно нарисовать схему или сфотографировать смартфоном.
● Будьте готовы к неожиданным потокам воды или лужам на полу.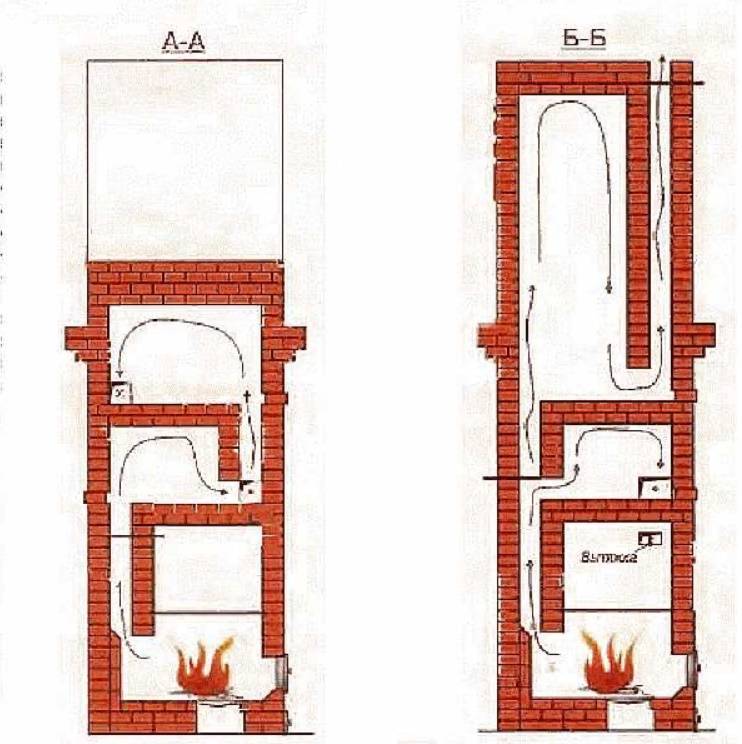 Держите поблизости губки, ткань или бумажные полотенца и швабру. Вы также оцените наличие кастрюли или ведра под рукой, если вода начнет выливаться из бачка унитаза или крепления трубы.
Держите поблизости губки, ткань или бумажные полотенца и швабру. Вы также оцените наличие кастрюли или ведра под рукой, если вода начнет выливаться из бачка унитаза или крепления трубы.
Как починить протекающий кран
Протекающий кран — это обычная самостоятельная ремонтная работа, которую большинство среднестатистических домовладельцев рассмотрят. Причиной утечки обычно является изношенная деталь внутри узла смесителя, которую необходимо заменить. Не забудьте перекрыть подачу воды в раковину, прежде чем начинать что-либо разбирать.
Самым сложным в ремонте протекающего крана может быть поиск подходящей запасной части. В большинстве случаев вы должны легко увидеть название бренда и номер модели, выбитые на приспособлении, и многие производители смесителей продают ремонтные комплекты, которые вы можете найти в хозяйственных магазинах или бытовых центрах. Однако в некоторых случаях вам может потребоваться взять старые детали с собой в магазин сантехники для точного соответствия.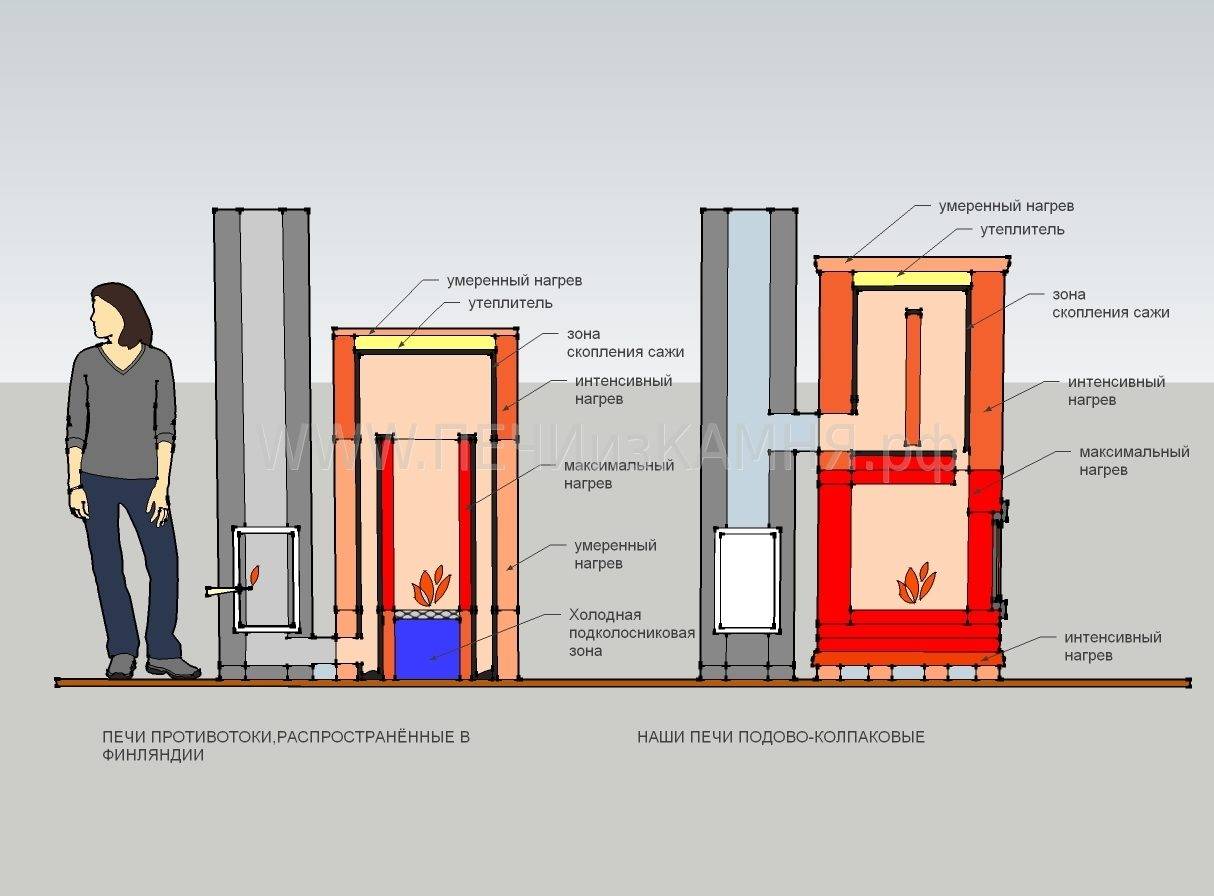
Может быть легко определить, какие детали необходимо заменить, изучив их при разборке прибора. Некоторые компоненты могут быть небольшими, поэтому рекомендуется поставить противень или кастрюлю в раковину, чтобы во время работы ничего не скользило в канализацию. Убедитесь, что вы отслеживаете, как все должно собраться вместе. Ищите грязь или минеральные отложения, которые следует очистить, прежде чем собирать вещи.
Вам, скорее всего, понадобится шестигранный ключ, чтобы снять ручки или крышки кранов. Инвестиции в набор из них помогут подготовить вас к работе с различными кранами и другими приспособлениями. Покрытие захватов плоскогубцев липкой лентой позволит вам снимать, заменять и затягивать декоративные крышки креплений, не повреждая отделку.
Как починить забитую раковину
Одна из первых вещей, о которой следует помнить при устранении засорения слива раковины, это то, что использование жидких химикатов для очистки слива может усугубить ситуацию. Эти химические вещества могут разъедать трубы и вызывать их протечки или разрывы.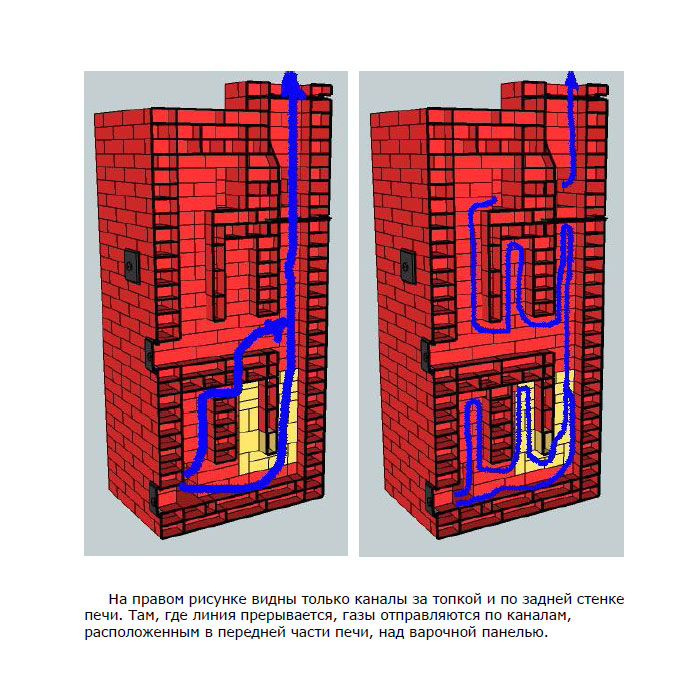 Тогда вы столкнетесь с гораздо более серьезной проблемой, чем засор.
Тогда вы столкнетесь с гораздо более серьезной проблемой, чем засор.
Вы также можете получить лужи агрессивных жидкостей, которые могут вызвать ожоги или повредить поверхности, с которыми они соприкасаются. Лучший способ добраться до засорившейся раковины — использовать вантуз. Если это не очистит засор, возможно, вам придется снять и очистить P-ловушку под раковиной.
Не используйте вантуз, если вы уже залили химикаты в канализацию. Эти химические вещества могут вызвать серьезные ожоги кожи, если они разбрызгиваются, а использование поршня может привести к разбрызгиванию захваченных жидкостей.
Предполагая, что химикаты не были слиты в канализацию, можно приступить к устранению засора с помощью вантуза. Чтобы обеспечить хорошее уплотнение между вантузом и засором, сначала наполните раковину водой примерно на четыре дюйма. Для установки двойной раковины закройте другой слив мокрой тряпкой, прежде чем начать погружаться.
При наличии соединения с посудомоечной машиной установите и затяните хомут на линии слива посудомоечной машины.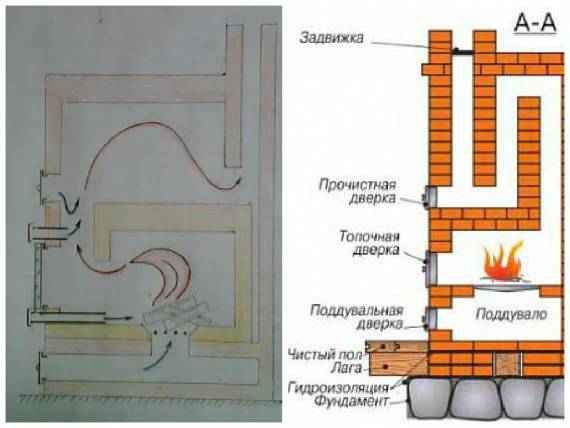 Это предотвратит попадание грязной забитой воды в воду для мытья посуды. Вы должны быть в состоянии найти гибкую точку в соединении посудомоечной машины, где вы можете поместить зажим.
Это предотвратит попадание грязной забитой воды в воду для мытья посуды. Вы должны быть в состоянии найти гибкую точку в соединении посудомоечной машины, где вы можете поместить зажим.
При погружении цель состоит в том, чтобы направить в засорившийся слив воду, а не воздух. Может быть полезно покатать головку поршня под поверхностью воды в раковине, чтобы убедиться, что внутри раструба поршня не остается воздуха.
Энергично перемещайте поршень вверх и вниз, удерживая раструб под поверхностью воды. Если вода не полностью сливается из раковины после последнего подъема и вытягивания, повторите процесс в течение нескольких минут. Все еще нет успеха? Следующее, что нужно попробовать, это снять P-ловушку под раковиной, чтобы добраться до засора. P-ловушка представляет собой U-образную трубу под раковиной, которую также можно описать как напоминающую перевернутую букву «P».
Вы должны удалить всю воду из раковины, прежде чем начнете что-либо разбирать. В противном случае вода в раковине будет выливаться из слива, когда вы ослабите P-сифон.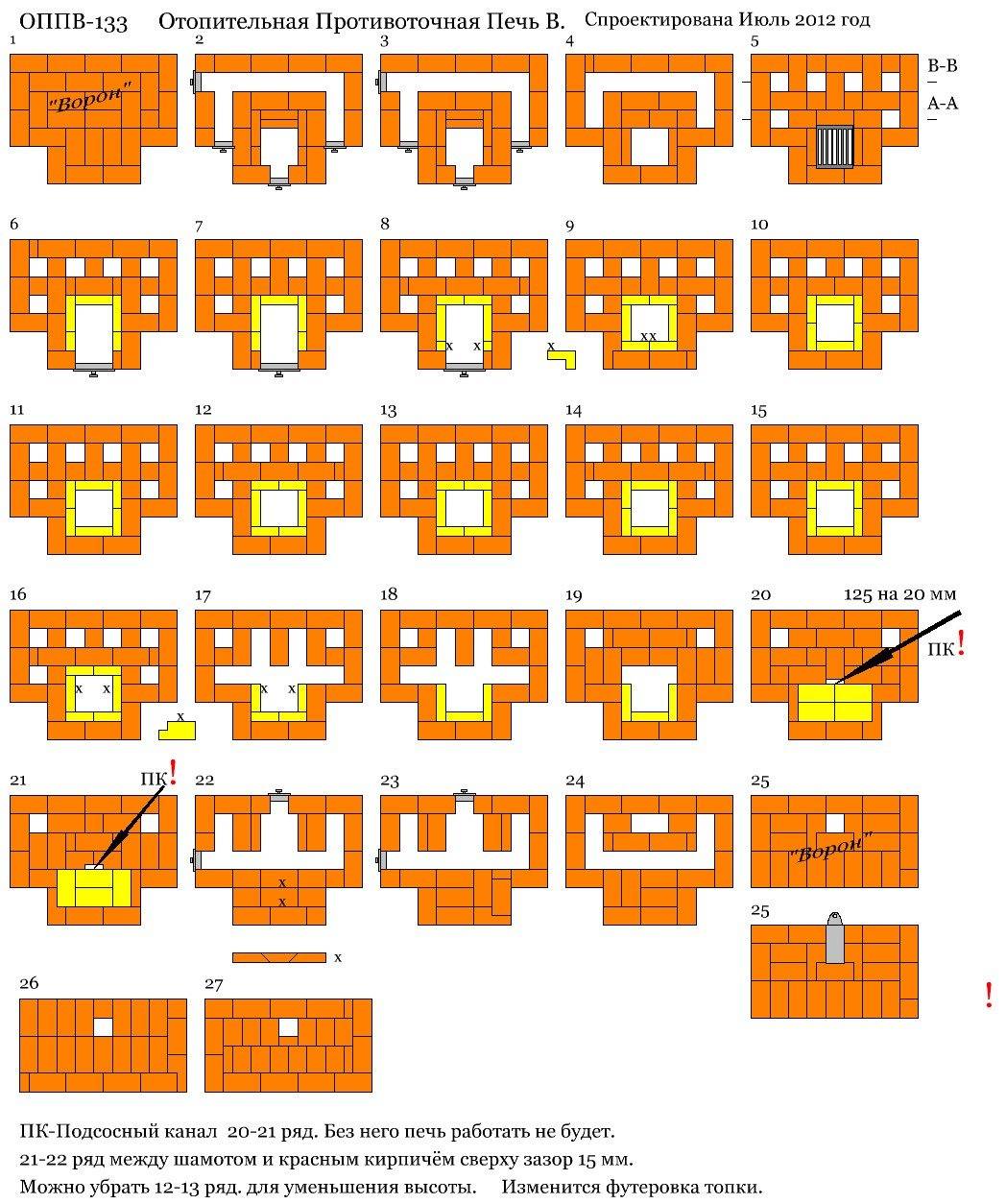 Убедитесь, что у вас есть кастрюля или ведро под сифоном, потому что вода, попавшая в трубу под раковиной, выльется при удалении P-сифона.
Убедитесь, что у вас есть кастрюля или ведро под сифоном, потому что вода, попавшая в трубу под раковиной, выльется при удалении P-сифона.
Для ослабления круглых шлицевых гаек, соединяющих P-образный сифон с каждого конца, вам понадобятся плоскогубцы. Сначала ослабьте накидную гайку на конце P-ловушки, ближайшем к стене, и вы сможете вытащить P-ловушку. После того, как вы удалили P-ловушку и обнаружили внутри засор, вы можете легко его вытащить.
Не перетягивайте контргайки при повторной установке P-ловушки. Спустите немного теплой воды в канализацию, чтобы проверить линию. Если проблема все еще существует, значит, вы имеете дело с засором за P-ловушкой, и вам нужно будет проложить линию, чтобы добраться до нее.
Как починить затекающий унитаз
Одной из наиболее распространенных причин затекания унитаза является негерметичная заслонка. Заслонка закрывает бак, чтобы наполнительный клапан мог снова наполнить бак после промывки. Когда заслонка не обеспечивает герметичности, вода вытекает из резервуара, а наполнительный клапан продолжает работать, чтобы наполнить резервуар до надлежащего уровня воды.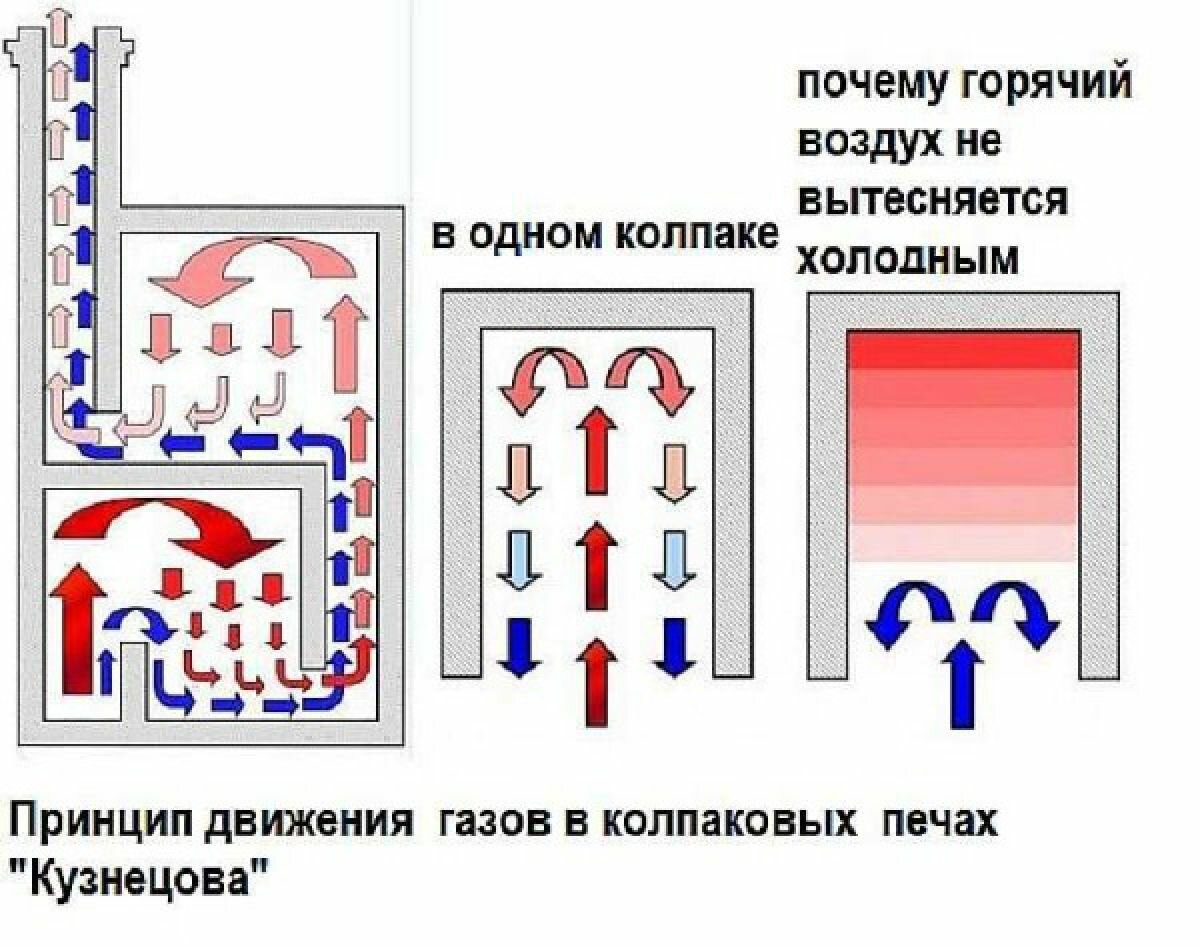 Замена неисправной заслонки обычно легко выполняется своими руками.
Замена неисправной заслонки обычно легко выполняется своими руками.
Вы можете проверить, не нужно ли заменить заслонку, когда услышите шум унитаза. Откройте бак, и вы увидите заслонку на дне бака, на конце цепочки, прикрепленной к рычагу смыва. Используйте палку, чтобы надавить на заслонку.
Если это остановит вытекание воды из резервуара, это позволит воде наполниться до нужного уровня, а наполнительный клапан перекроется. Вы услышите, как он перестанет работать, и поймете, что проблема была в плохой заслонке. Когда вы вытащите стержень, вы, скорее всего, услышите, как снова начинает работать наполнительный клапан.
В большинстве хозяйственных магазинов и хозяйственных центров продаются сменные комплекты известных производителей или универсальные модели. Как правило, вы получите лучшие результаты, если будете придерживаться прямой замены. Большинство комплектов поставляются с подробными инструкциями по установке и фотографиями. Перед установкой заслонки перекройте подачу воды в туалет и убедитесь, что у вас есть под рукой чистящие средства.
Самодельная сантехника может быть не для всех
Возможно, вы с нетерпением ждете ремонта сантехники своими руками, но общее функционирование и целостность водопроводной системы вашего дома является более важным приоритетом. Мы можем учиться на своих ошибках, но ваша водопроводная система может быть не лучшим выбором для обучения, основанного на ретроспективном опыте.
Повреждение полов и стен водой может дорого обойтись, а проблемы с санитарией также могут повлиять на здоровье вашей семьи. Не каждый энтузиаст DIY полностью готов исправить все ошибки или неудачи, которые могут возникнуть во время первой попытки ремонта сантехники. Если вы подозреваете, что можете попасть в эту категорию, лучше всего вызвать опытного профессионала для решения ваших сантехнических задач.
Если вы ищете надежного и полностью сертифицированного сантехника в Фениксе или его окрестностях, вы можете найти его, связавшись с Day & Night Air. Вы по достоинству оцените душевное спокойствие, которое приходит от осознания того, что вы доверили заботу о водопроводной системе вашего дома тому, кто обладает знаниями и опытом для решения любых задач.
Как они это делают? Изготовление медной водопроводной трубы
Применение меди в сантехнике
Конрад Дж. А. Кундиг, доктор философии.
- Сырье
- Плавление
- Литье
- Пирсинг
- Экструзия
- Чертеж
- Отжиг
- Последние шаги
Несмотря на то, что медная водопроводная труба работает так долго, она никогда не была высокотехнологичным чудо-материалом. Это все еще не так. На самом деле, медная водопроводная труба изготавливается примерно так же, как и всегда. На самом деле процесс изготовления труб сложнее, чем можно себе представить, и на протяжении многих лет он постоянно совершенствовался: во-первых, чтобы он оставался энергоэффективным и экологически приемлемым, а во-вторых, чтобы конечный продукт соответствовал строгим современным стандартам качества.
Это все еще не так. На самом деле, медная водопроводная труба изготавливается примерно так же, как и всегда. На самом деле процесс изготовления труб сложнее, чем можно себе представить, и на протяжении многих лет он постоянно совершенствовался: во-первых, чтобы он оставался энергоэффективным и экологически приемлемым, а во-вторых, чтобы конечный продукт соответствовал строгим современным стандартам качества.
Как делают медные водопроводные трубы? Читайте дальше: эта статья познакомит вас с современным заводом по производству медных труб, чтобы вы могли получить представление о том, как производятся медные водопроводные материалы.
НаверхСырье
Производство медных водопроводных труб начинается с сырья: меди, которая в данном случае может быть медным ломом, вновь очищенной медью (называемой катодной медью или просто катодной) или медными слитками. Выбор сырья зависит от экономических факторов, таких как стоимость и доступность, а также от технических возможностей заводских плавильных печей, как мы вскоре объясним.
- Медный лом для изготовления труб чаще всего представляет собой переработанную медную проволоку, с которой снята изоляция, и/или медные трубы в тюках, извлеченные из снесенных зданий. Другой распространенной формой лома является так называемый «домашний» или «обходной» лом, образующийся на самом трубном заводе.
Для изготовления медных труб используется лом только высшего качества (обозначенный как медь № 1 или голая, блестящая медь). Эти материалы относительно чистые, учитывая, что они представляют собой переработанный лом, но они содержат некоторые примеси, в основном такие металлы, как цинк, олово и никель, содержащиеся в медных сплавах, а также немного железа. В масштабах всей отрасли около 64% меди в водопроводных трубах получают из переработанного лома, хотя процентное соотношение варьируется от нуля до 100% на разных трубных заводах. Тип высококачественного лома, который заводы покупают для производства труб, стоит около 90% от стоимости вновь рафинированного катода, но его использование может быть оправдано, поскольку требуется очень мало рафинирования, чтобы вернуть металлу чистоту, необходимую для водопроводной трубы.
- Катодная медь получила свое название из-за способа ее изготовления. Катод производится в больших (размером с футбольное поле) электролизерах, которые рафинируют относительно нечистую (99+%Cu) черновую медь, взятую из плавильных и рафинировочных печей. В ячейках литые медные аноды (положительно заряженный полюс) площадью примерно 3 фута (1 м) и весом 400 фунтов (180 кг) растворяются в растворе сульфата меди/серной кислоты под действием постоянного электрического тока. Медь немедленно повторно осаждается на отрицательно заряженных катодах с помощью простого процесса гальваники. Катоды удаляют из ячеек, когда они вырастают примерно до 300 фунтов (136 кг). Катодная медь содержит не менее 99,95% Cu, что делает его одним из самых чистых металлов, которые обычно используются.
- Медные слитки, напоминающие большие кирпичи, отливаются из переплавленного катода или очищенного лома. Слитки в основном используются трубными заводами, которые работают с небольшими плавильными печами, дверцы которых недостаточно велики для размещения катодов или больших тюков металлолома.
Слитки меди обычно приобретаются в предварительно очищенном состоянии у компаний, чья работа заключается в преобразовании лома меди и медных сплавов в продукты, которые могут использоваться литейными заводами и латунными заводами, включая производителей медных водопроводных труб. Эти переработчики, или производители слитков, как их обычно называют, являются важными звеньями в бесконечном жизненном цикле использования, переработки и повторного использования меди.


Плавление
Сырьевая шихта плавится в печи, которая в большом трубном стане может вместить до 20 тонн металла. Основная функция печи заключается в плавлении медной шихты, и если сырье находится только в виде катода, рафинированного слитка или домашнего лома, достаточно простой шахтной печи. Этот тип печи не может быть использован для рафинирования металла.
Если сырье включает лом (кроме домашнего лома), используются отражательные или другие подовые печи, поскольку в таких печах можно очищать медь перед разливкой.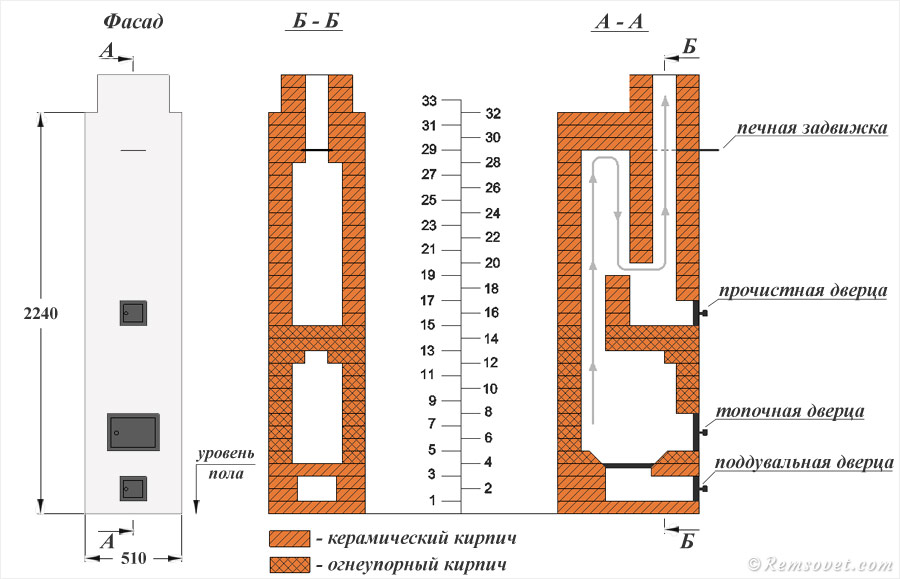
В типичной операции с использованием скрапа в качестве сырья шихта расплавляется и доводится до температуры от 2300° до 2400°F (от 1260° до 1316°C), что на несколько сотен градусов выше температуры плавления меди, 1981°F (1083°C). Затем медь подвергают огневому рафинированию путем контактирования расплава с кислородом, который предпочтительно реагирует с примесями с образованием оксидов. Эти оксиды, будучи легче жидкого металла, всплывают на поверхность, где попадают в шлак.
Часть многовекового процесса рафинирования, называемого «полингом», включает в себя перемешивание расплава большими жердями из зеленого дерева. Когда зеленая древесина горит и испаряется, она создает сильное перемешивание, которое помогает довести реакции до завершения. Некоторые примеси, такие как олово и никель, не могут быть удалены путем окисления, а вместо этого удаляются путем их взаимодействия со специально приготовленным шлаком. Когда шлак снимают, остается только чистая медь огневого рафинирования. Эта медь, сейчас 99,9%+ Cu имеет практически ту же чистоту, что и медь огневого рафинирования, полученная из руды.
Эта медь, сейчас 99,9%+ Cu имеет практически ту же чистоту, что и медь огневого рафинирования, полученная из руды.
Периодически из расплавленной меди берут небольшие образцы для проверки хода операции рафинирования. Образцы быстро переносятся, часто по пневматическим трубкам, на быстродействующий спектрограф, который отслеживает содержание примесей в металле. Когда чистота достигает уровня, требуемого спецификацией Американского общества по испытаниям и материалам (ASTM) ASTM B88 — спецификацией, определяющей качество водопроводных труб в США, — металл почти готов к отливке.
В конце операции рафинирования содержание кислорода в меди слишком велико, и полученный металл, если его отлить, будет иметь худшие свойства. Таким образом, расплавленную медь раскисляют в печи путем добавления контролируемых количеств фосфора. Фосфор имеет большее сродство к кислороду, чем медь, и поэтому восстанавливает любой оксид меди, присутствующий в расплаве. Конечный продукт, естественно, называется раскисленной фосфором медью с высоким содержанием остаточного фосфора.
Кастинг
На большинстве заводов расплавленный металл переносится из плавильной/рафинировочной печи в раздаточный котел или промежуточный ковш, каждый из которых действует как резервуар для процесса литья, что позволяет плавильной/рафинировочной печи начать обработку следующей загрузки. Раздаточная печь/промежуточный ковш нагревается ровно настолько, чтобы поддерживать постоянную температуру расплавленного металла. Для защиты меди от окисления поверхность жидкого металла можно покрыть слоем графитового порошка.
Из раздаточной печи (или промежуточного ковша) медь отливается в крупные «брёвна» либо непрерывным, либо полунепрерывным способом.
- При непрерывном литье металл заливают в горизонтально ориентированные цилиндрические графитовые изложницы, охлаждаемые водой для быстрого застывания меди. Когда медь в охлажденных формах затвердевает, захватные устройства извлекают ее короткими (примерно 1 дюйм, 25 мм) шагами. В то же время сзади в форму поступает больше расплавленной меди. Медленно образуется сплошное бревно из чистой меди. Эти бревна могут варьироваться в диаметре примерно до 12 дюймов, в зависимости от требований каждой мельницы. Движущаяся пила разрезает бревно на секции длиной два фута, когда оно выходит из литейной машины. Эти секции, каждая весом около 400 фунтов, известны как заготовки.
- Когда процесс литья осуществляется вертикально, его часто называют полунепрерывным литьем, потому что процесс необходимо прерывать, когда длина бревна достигает глубины ямы под формами. В этом процессе подвижный водоохлаждаемый пол полости литейной формы (или заглушка) герметизирует литейную форму до тех пор, пока не замерзнет первый объем меди. Затем в форму добавляется расплавленный металл с той же скоростью, с которой пол опускается вниз (см. схему). Когда полученные бревна достигают желаемой длины, форма выдвигается вверх, позволяя вынуть бревна из ямы.
 В то же время сзади в форму поступает больше расплавленной меди. Медленно образуется сплошное бревно из чистой меди. Эти бревна могут варьироваться в диаметре примерно до 12 дюймов, в зависимости от требований каждой мельницы. Движущаяся пила разрезает бревно на секции длиной два фута, когда оно выходит из литейной машины. Эти секции, каждая весом около 400 фунтов, известны как заготовки.
В то же время сзади в форму поступает больше расплавленной меди. Медленно образуется сплошное бревно из чистой меди. Эти бревна могут варьироваться в диаметре примерно до 12 дюймов, в зависимости от требований каждой мельницы. Движущаяся пила разрезает бревно на секции длиной два фута, когда оно выходит из литейной машины. Эти секции, каждая весом около 400 фунтов, известны как заготовки. В модификации процесса, применяемого некоторыми производителями труб, литейные формы содержат центральный водоохлаждаемый сердечник, а бревно получается в виде трубы с очень толстыми стенками, называемой круглой трубой.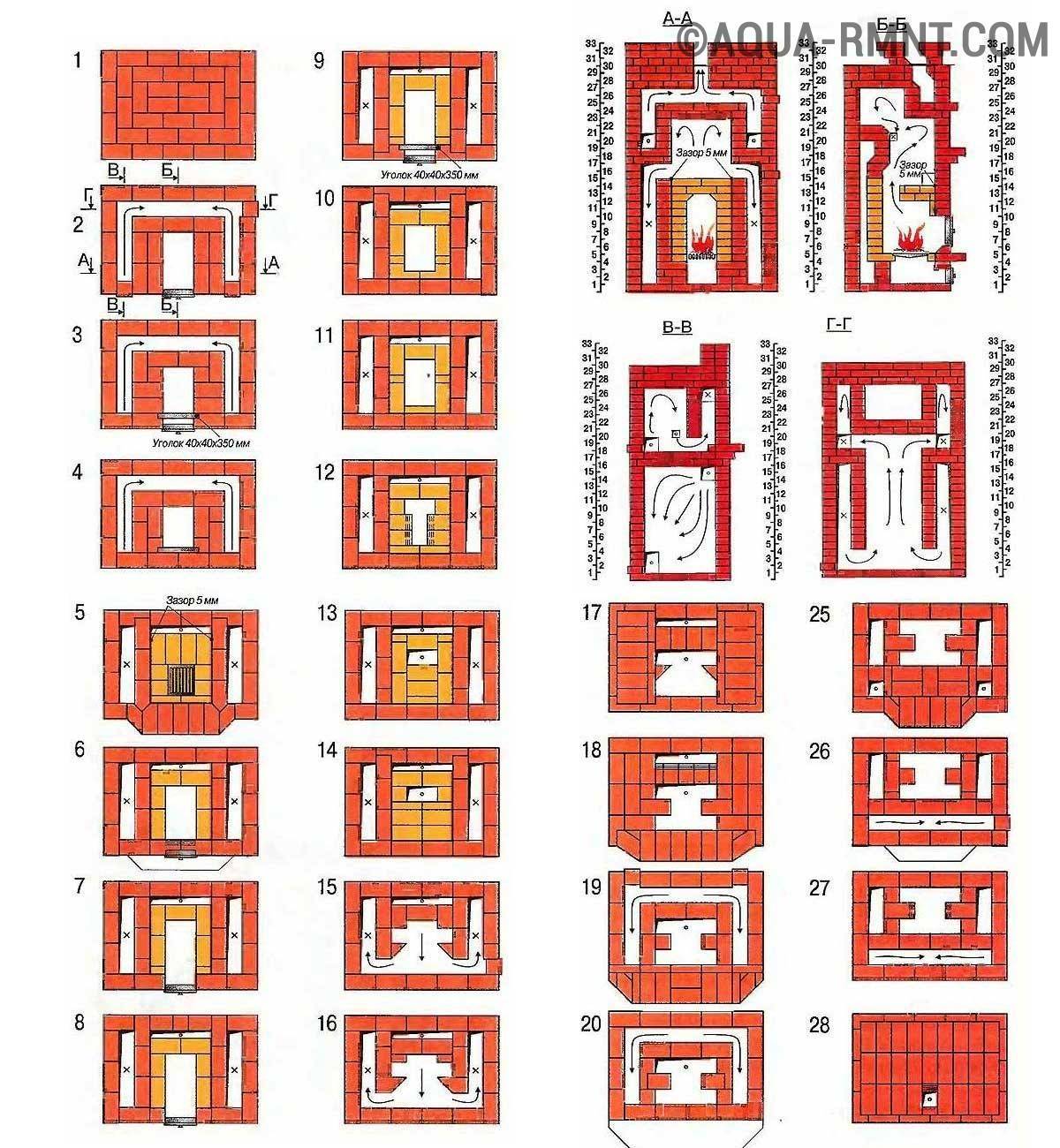
Пирсинг
Следующим шагом является повторный нагрев слитков примерно до 1535°F (835°C), чтобы сделать медь пластичной. Затем остроконечный стержень, называемый прошивным стержнем, вводят в продольном направлении через центр заготовок, чтобы создать то, что в конечном итоге станет внутренней стенкой водопроводной трубы. Очевидно, что в этом шаге нет необходимости, если заготовки отливаются в виде круглых труб. Прокалывание может происходить либо непосредственно перед выдавливанием, либо одновременно с ним.
НаверхЭкструзия
Экструзию часто довольно точно сравнивают с выдавливанием зубной пасты из тюбика. В процессе экструзии заготовка, нагретая до температуры горячей обработки, помещается в камеру экструзионного пресса. Горизонтально установленная камера содержит матрицу на одном конце и поршень с гидравлическим приводом на другом. Передняя часть ползуна оснащена фиктивным блоком, который немного меньше в диаметре, чем заготовка. Ползун также может быть оснащен прошивной оправкой или, если заготовки полые, стержнем, который соответствует диаметру литого отверстия в заготовке, но немного меньше отверстия в матрице на противоположном конце камеры. По мере того, как ползун движется вперед, медь проходит через оправку и через отверстие в матрице, образуя длинную полую трубку, примерно 2,9 дюйма.0159 3 / 4 дюйма (70 мм) в диаметре и 87 футов (26 м) в длину для выхода из экструзионного пресса (длина может варьироваться в зависимости от возможностей каждой мельницы). Как зубная паста, только пустая.
Ползун также может быть оснащен прошивной оправкой или, если заготовки полые, стержнем, который соответствует диаметру литого отверстия в заготовке, но немного меньше отверстия в матрице на противоположном конце камеры. По мере того, как ползун движется вперед, медь проходит через оправку и через отверстие в матрице, образуя длинную полую трубку, примерно 2,9 дюйма.0159 3 / 4 дюйма (70 мм) в диаметре и 87 футов (26 м) в длину для выхода из экструзионного пресса (длина может варьироваться в зависимости от возможностей каждой мельницы). Как зубная паста, только пустая.
Металл у поверхности заготовки выдавливается назад по малогабаритному фиктивному блоку, образуя оболочку. Эта оболочка содержит оксид меди, поэтому ее удаляют и возвращают в печь для рафинирования. Когда экструдированная труба выходит из матрицы, ролики перемещают ее по длинному выходному столу, так что она остается прямой до тех пор, пока не остынет достаточно, чтобы с ней можно было обращаться. Затем трубу очищают от окалины с поверхности в рамках подготовки к следующему этапу процесса изготовления трубки.
Затем трубу очищают от окалины с поверхности в рамках подготовки к следующему этапу процесса изготовления трубки.
Чертеж
Волочение просто включает протягивание полой трубы через серию штампов из закаленной стали для уменьшения ее диаметра. Перед каждым этапом процесса волочения труба заостряется на одном конце, чтобы пройти через следующую матрицу, после чего она захватывается автоматическими губками, прикрепленными к вращающейся волочильной машине диаметром 7 футов, называемой блоком быка.
Внутри трубы помещается коническая оправка-заглушка, которая может быть фиксированной или плавающей в зависимости от используемого процесса. (Плавающие заглушки используются с булловыми блоками. Стационарные оправки используются для труб относительно коротких отрезков, которые вытягиваются на линейных волочильных станках.) Когда труба натягивается на вращающийся блочный блок, оправка и матрица действуют вместе, чтобы уменьшить как внешний диаметр трубы, так и ее толщину стенки.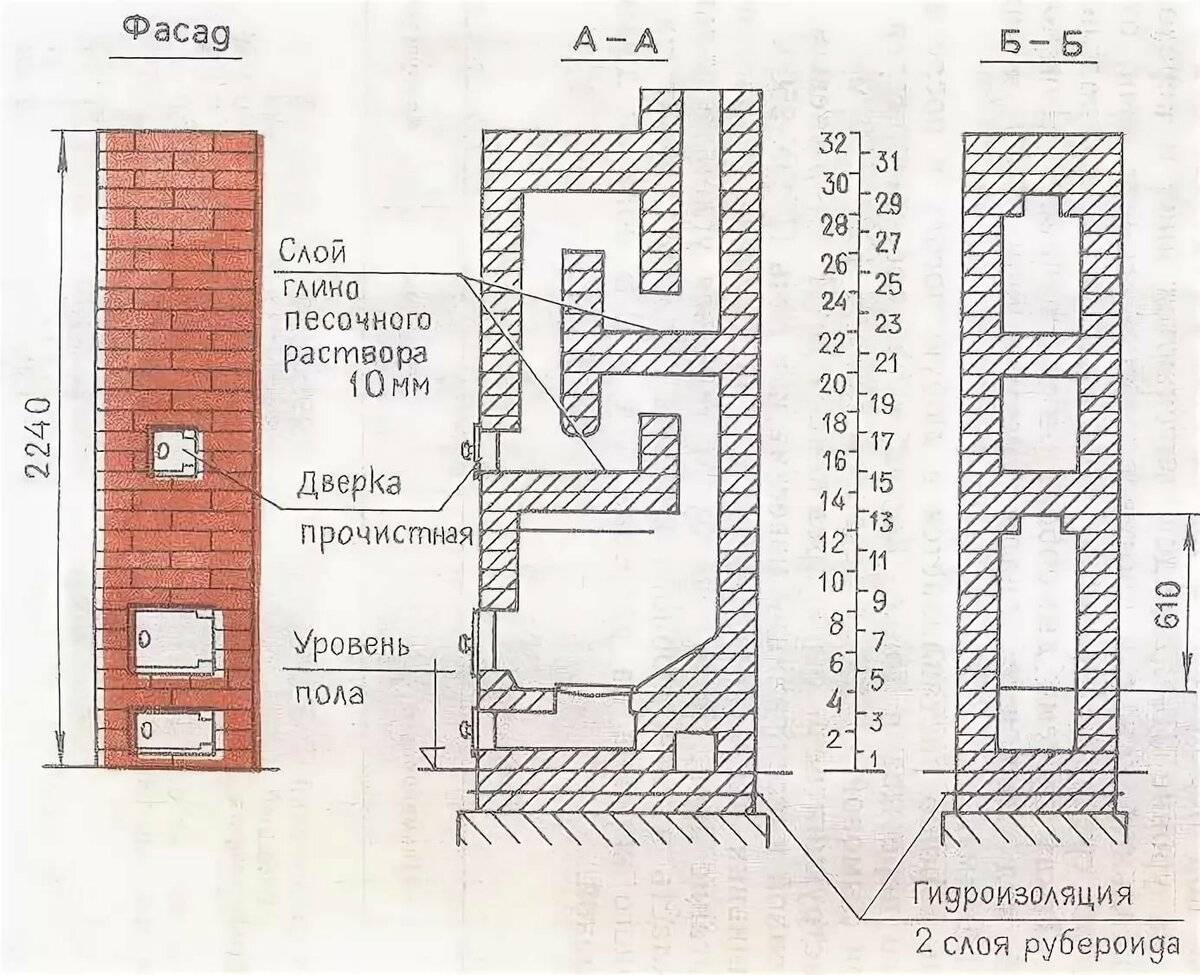 Оправка также придает гладкость внутренней поверхности трубы. Труба вытягивается в несколько этапов до достижения желаемого диаметра и толщины стенки. Волочение упрочняет медь, и теперь трубка довольно жесткая.
Оправка также придает гладкость внутренней поверхности трубы. Труба вытягивается в несколько этапов до достижения желаемого диаметра и толщины стенки. Волочение упрочняет медь, и теперь трубка довольно жесткая.
Волочение трубы по плавающей оправке
Медная водопроводная труба продается либо в твердом, т.е. волоченом, состоянии, либо в мягком, отожженном состоянии. Кроме того, как холоднотянутые, так и отожженные трубы продаются как в бухтах, так и в виде прямых отрезков. Следовательно, следующие этапы процесса изготовления туб зависят от типа производимого продукта. Труба, предназначенная для продажи прямыми отрезками, проходит через ряд правильных валков, расположенных в виде небольшого зигзага. Положения валков устанавливаются таким образом, чтобы труба изгибалась немного меньше на каждом шаге в серии. Трубка выходит прямо и готова к обрезке по длине. Трубы, предназначенные для продажи в бухтах, обрабатываются аналогично, с той лишь разницей, что они расположены в рулонах. Для змеевиков они устанавливаются таким образом, чтобы при выходе из трубы изгиб соответствующего радиуса.
Для змеевиков они устанавливаются таким образом, чтобы при выходе из трубы изгиб соответствующего радиуса.
Отжиг
Труба, которая должна продаваться в мягком состоянии, как правило, в рулонах, затем проходит через печь непрерывного отжига, работающую при температуре 1300°F (704°C). Печь представляет собой длинный обогреваемый ящик, заполненный защитной атмосферой для предотвращения окисления меди. На заводах, не оборудованных печами непрерывного действия, отжиг производится партиями в так называемых колпаковых печах. Эти печи очень похожи на большие цилиндрические церковные колокола, открытые днища которых можно запечатать, чтобы не допустить проникновения воздуха. Мотки трубы, подлежащей отжигу, укладывают под раструбы и нагревают в защитной атмосфере. Отожженную трубу можно визуально отличить от холоднотянутой по матовой поверхности. Однако, помимо внешнего вида и жесткости, отожженные и холоднотянутые трубы обладают одинаковыми качествами и, в целом, ведут себя одинаково при контакте с должным образом очищенной питьевой водой.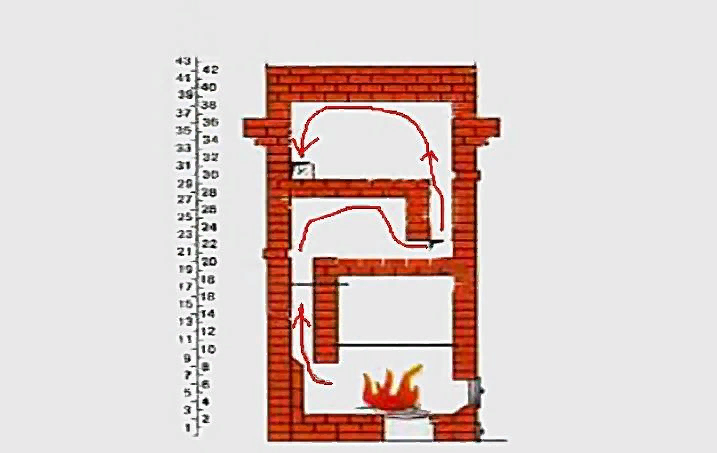
Заключительные шаги
Трубка почти готова к отправке. Его можно очистить, чтобы удалить любые следы волочильных смазок или другие загрязнения. Это особенно важно для продуктов специального назначения; например, трубка, предназначенная для транспортировки медицинских газов и хладагентов для охлаждения. Однако во всех случаях образцы готовой трубы берутся через равные промежутки времени, чтобы убедиться, что она соответствует всем требованиям по размеру, толщине стенки и качеству, как того требует ASTM B88 и другие применимые стандарты.
Готовая труба НаверхТакже в этом выпуске:
- Как они это делают? Изготовление медной водопроводной трубы
- Отрасли будущего: новые технологии для горнодобывающей промышленности
- Долларовая монета – дизайн и материалы
- Медная водопроводная труба: хорошо для потребителей, хорошо для окружающей среды